Inhaltsverzeichnis
1. Umsetzung in der Praxis
2. Bestimmung des Performance Levels
3. Kein direktes Risiko für den Bediener
4. Einfluss auf die Ausfallwahrscheinlichkeit
5. Abschluss der Serie
6. Hintergrund: Sicherheitstechnik für Maschinen
Die Serie „Sicherheitstechnik für Maschinen“ besteht aus den folgenden Teilen:
- Teil 1: Praktischer Umgang mit Normen
- Teil 2: Methoden der Risikobeurteilung
- Teil 3: Risikoeinschätzung mit der EN ISO 13849-1
- Teil 4: Methodik einer Risikoeinschätzung mit der EN 62061
- Teil 5: Eine Risikoeinschätzung mit der EN 23125
- Teil 6: Auswahl einer Verriegelungseinrichtung nach EN ISO 14119
- Teil 7: Die EN ISO 14119 im Detail
- Teil 8: EN ISO 14119 – Funktionsprinzipien einer Zuhaltung
- Teil 9: Manuelle Möglichkeit zur Entsperrung
- Teil 10: Auswahl einer Verriegelung mit oder ohne Zuhaltung
- Teil 11: Beurteilung der Sicherheitstechnik
- Teil 12: Beurteilung der Entsperrung einer Zuhaltung
Eine neue Forderung aus der EN ISO 14119 ist die Beurteilung der Entsperrung einer Zuhaltung im Abschnitt 8.4. Hier wird zum ersten Mal gefordert, dass auch die Ansteuerung der Zuhaltung entsprechend einer Risikobeurteilung einen benötigten Performance Level PLr erfüllen muss. Dies gilt nur bei Zuhaltungen für den Personenschutz. Generell kann aber festgestellt werden, dass dieser Performance Level zumeist niedriger als der PL der Zuhaltungsüberwachung sein sollte.
Umsetzung in der Praxis
Das folgende Beispiel verdeutlicht dies: Ein Bediener steht außerhalb der Schutzeinrichtung der Maschine. Die Ansteuerung der Zuhaltung versagt. Dies hat zur Folge, dass sie entsperrt wird. Aufgrund der Überwachung der Zuhaltung wird ein Stopp-Befehl eingeleitet und die Maschine in einen sicheren Zustand überführt. In dem Zeitraum, bis die Maschine einen sicheren Zustand erreicht hat, besteht ein Restrisiko für den Bediener. Dieses Restrisiko wird aber nur dann wirksam, wenn der Bediener genau in diesem Zeitraum die Schutzeinrichtung öffnet und damit der Gefährdung ausgesetzt wird.
Bei einer Werkzeugmaschine ist hier in vielen Fällen ein PL c oder sogar PL a (prEN ISO 16090) ausreichend, da die Gefahr der nachlaufenden Maschinenbewegung sichtbar ist und die Gefährdung sehr selten auftritt. Demgegenüber erfordern Applikationen wie zum Beispiel Zentrifugen oder Extruderabdeckungen bei Kunststoffspritzmaschinen einen höheren PL zur Ansteuerung der Zuhaltung, da hier die Dauer der Gefahr deutlich länger und weniger offensichtlich ist.
Bestimmung des Performance Levels
Etwas ungewöhnlich bei der Beurteilung der Ansteuerung der Zuhaltung für den Personenschutz ist, dass der Zuhaltemagnet im Sicherheitsschalter selbst der Aktor ist, der energiefrei geschaltet wird – Abschalten der Spannung am Zuhaltemagneten. Der Magnet trägt somit nicht zur Ausfallwahrscheinlichkeit der Sicherheitsfunktion bei und hat weder einen PFHD-Wert (Probability of a Dangerous Failure per Hour – die durchschnittliche Wahrscheinlichkeit eines gefährlichen Ausfalls je Stunde) noch einen B10D-Wert (Anzahl der Zyklen, bis 10 % der Komponenten gefährlich ausgefallen sind) für die Ansteuerung der Zuhaltung. Dadurch wird der PL der Ansteuerung der Zuhaltung nur noch durch den PL des ansteuernden Gerätes, beispielsweise eines Stillstandswächters, bestimmt. Einige Zuhaltungen von Euchner besitzen jedoch eine interne Elektronik zur Steuerung der Zuhaltung. Diese Geräte haben sehr wohl eine Ausfallwahrscheinlichkeit, die zum Gesamtverhalten dieser Sicherheitsfunktion beiträgt.
Kein direktes Risiko für den Bediener
Wie bereits erwähnt, ist die größte Änderung der EN ISO 14119 gegenüber der Vorgängernorm EN 1088 die Forderung, die Ansteuerung der Zuhaltung als Sicherheitsfunktion zu betrachten. Das bedeutet nicht, dass eine Zuhaltung ab sofort immer zweikanalig angesteuert werden muss, sondern eben nur, dass eine Risikoanalyse erfolgen soll, um den notwendigen PL zu bestimmen. Vielfach wird dabei eine niedrige Stufe erforderlich sein, da eine Gefährdung, die durch fehlerhafte Ansteuerung einer Zuhaltung entsteht, nicht direkt zu einem Risiko für den Bediener führt. Eine ausführliche Risikobeurteilung wurde etwa für die prEN ISO 16090, Sicherheit von Fräsmaschinen, erstellt. Hier ergibt sich die Forderung nach einem PL a.
Einfluss auf die Ausfallwahrscheinlichkeit
Die Bestimmung des tatsächlich erreichten PL der Schaltung hängt davon ab, ob der Zuhaltemagnet, der in diesem Fall den Aktor darstellt, direkt spannungsfrei geschaltet werden kann oder ob eine interne Elektronik mitberücksichtigt werden muss. Wenn der Zuhaltemagnet von außen komplett spannungsfrei geschaltet wird, besitzt das Gerät keinen Sicherheitskennwert für die Ansteuerung der Zuhaltung. Es trägt somit nicht zur Ausfallwahrscheinlichkeit bei. Die Sicherheitskette wird dann, wie in Grafik 1 abgebildet, dargestellt.
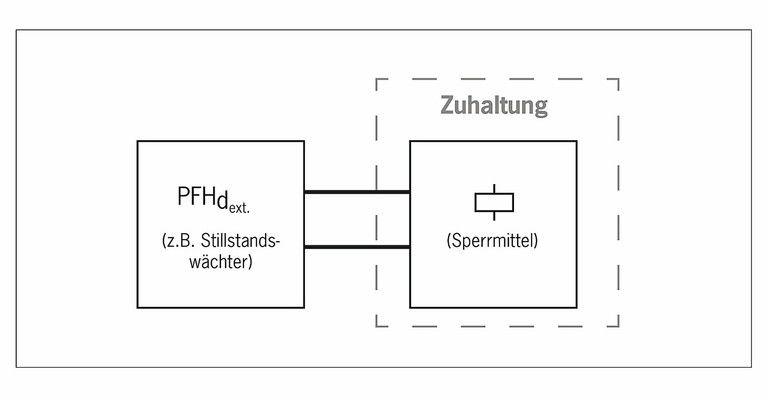
Bild: Euchner
Zuhaltungen wie die MGB funktionieren anders. Diese Geräte besitzen eine permanente Spannungsversorgung und die Ansteuerung der Zuhaltung erfolgt über Eingänge. Damit wird die Zuhaltung auch bei Abschalten der beiden Eingänge nicht komplett spannungsfrei geschaltet. Bei diesen Zuhaltungen tragen die Geräte zur Ausfallwahrscheinlichkeit der Ansteuerkette bei und das Blockschaltbild der Sicherheitskette muss um einen Block ergänzt werden, wie in Grafik 2 dargestellt.
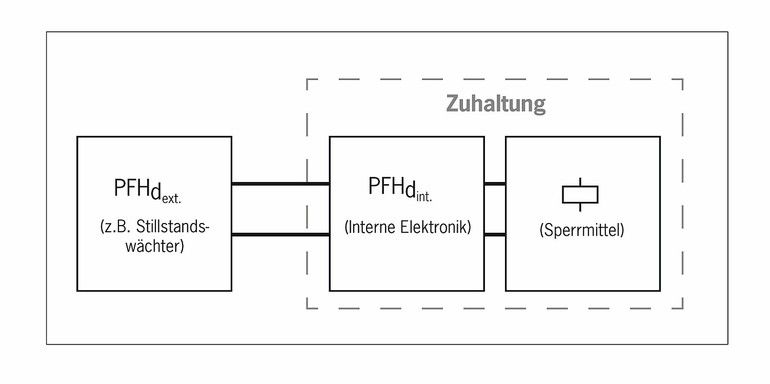
Bild: Euchner
Abschluss der Serie
Mit diesen Betrachtungen wurde von der Risikobeurteilung bis zur Bewertung der Sicherheitstechnik ein großer Bogen über die verschiedenen Normen geschlagen, die notwendig sind, um eine Drehmaschine abzusichern. Darüber hinaus gibt es sehr viele weitere Normen, die es ermöglichen, die Sicherheitseinrichtungen an Maschinen korrekt auszuwählen und zu beurteilen. Stellvertretend hierfür sei die EN ISO 14118 genannt, die sich mit dem Thema „Schutz vor unerwartetem Anlauf von Maschinen“ befasst, aber auch die EN ISO 14120, in der die mechanischen Anforderungen an trennende Schutzeinrichtungen beschrieben sind. (ik)
Details zur Multifunctional Gate Box MGB von Euchner
Hintergrund: Sicherheitstechnik für Maschinen
Zusammen mit dem Normenexperten Jens Rothenburg von Euchner wollen wir Ihnen im Rahmen dieser Serie zum praktischen Umgang mit Normen in der Sicherheitstechnik für Maschinen in Form von kompakten Beiträgen die einzelnen Phasen der Entwicklung der Sicherheitstechnik einer Maschine näherbringen.
Die Serie „Sicherheitstechnik für Maschinen“ besteht aus den folgenden Teilen:
- Teil 1: Praktischer Umgang mit Normen
- Teil 2: Methoden der Risikobeurteilung
- Teil 3: Risikoeinschätzung mit der EN ISO 13849-1
- Teil 4: Methodik einer Risikoeinschätzung mit der EN 62061
- Teil 5: Eine Risikoeinschätzung mit der EN 23125
- Teil 6: Auswahl einer Verriegelungseinrichtung nach EN ISO 14119
- Teil 7: Die EN ISO 14119 im Detail
- Teil 8: EN ISO 14119 – Funktionsprinzipien einer Zuhaltung
- Teil 9: Manuelle Möglichkeit zur Entsperrung
- Teil 10: Auswahl einer Verriegelung mit oder ohne Zuhaltung
- Teil 11: Beurteilung der Sicherheitstechnik
- Teil 12: Beurteilung der Entsperrung einer Zuhaltung

Hier finden Sie mehr über:








{kind=link}