Es stimmt nicht, dass sich Strangpressen von Aluminium erst in der Großserie rechnet. Genau so wenig stimmt es, dass sich Zahnräder nur per aufwändiger Zerspanung fertigen lassen. Im Gegenteil: Im Strangpressverfahren hergestellt müssen sie oft nicht einmal mehr nachbearbeitet werden. Allerdings werden noch immer Aluminiumprodukte hauptsächlich als Frästeile konstruiert, da die vielen Möglichkeiten des Strangpressens nicht bekannt sind.
Inhaltsverzeichnis
1. Vorteile von Strangpressprofilen
2. Vorteile gegenüber dem Fräsen aus Vollmaterial
3. Einsatzmöglichkeiten von Strangpressprofilen aus Aluminium
Vorteile von Strangpressprofilen
Viele Konstrukteure denken, dass sich Strangpressprofile erst ab großen Mengen rechnen. Dass diese Angst unbegründet ist und Strangpressen eine lohnende Alternative zum Fräsen aus dem Vollen ist, zeigen folgende Vorteile:
- Weil Strangpressen ein kontinuierlicher Prozess ist, sind die Form- und Lagetoleranzen für Parallelität und Symmetrie für den gesamten Vorgang konstant sehr gut.
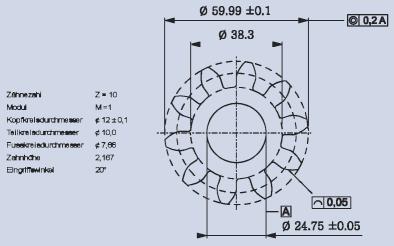
- Auch Zahnräder, die sonst nur durch sehr aufwändige und teure Zerspanung produziert werden können, lassen sich kostengünstig herstellen und dabei so genau pressen, dass keine Nacharbeit mehr nötig ist.
- Die Profile müsssen nur noch gesägt und trowalisiert werden und lassen sich schon montieren.
- Zudem haben Strangpressprofile eine sehr gute, homogene Oberflächen- und Materialqualität – oft kann auf zusätzliche Bearbeitung zur Verbesserung verzichtet werden. Frästeile hingegen müssen für eine gut funktionierende Oberfläche meist noch poliert werden.
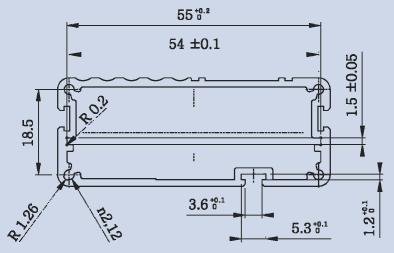
- Hinzu kommt, dass Mifa verschiedene Funktionen im Profil integriert und damit die Bearbeitungskosten reduziert. So ist beispielsweise ein Mitpressen von Kernlochbohrungen für selbstschneidende Schrauben oder Leiterplattenführungen möglich. Der Anwender spart damit teure Bearbeitungszeit für das Bohren und Schneiden von Gewinden. Auch sind Leiterplattenführungen oft nur mit T-Fräser herzustellen, im Profil sind diese ohne extra Aufwand und Kosten mit zu pressen.
Vorteile gegenüber dem Fräsen aus Vollmaterial
Mifa ist es zudem möglich, solch komplizierte Profilquerschnitte herzustellen, die aufgrund von Materialspannungen nur sehr schwierig zu fräsen sind. Beim Fräsen langer und dünnwandiger Teile aus Vollmaterial werden immer Materialspannungen frei, die Teile verziehen und die gewünschte Toleranz lässt sich nicht mehr einhalten. Diese Probleme gibt es beim Strangpressen nicht, da die Profile nach dem Pressen gestreckt und, wenn nötig, gerichtet und ausgehärtet werden. Ist die gewünschte Ebenheitstoleranz so klein, dass sie auch per Strangpressen nicht zu erreichen ist, ist auch das kein Problem, da die Materialspannungen im Profil viel kleiner sind als solche im Block- und Plattenmaterial.
Aufgrund relativ geringer Werkzeugkosten auch bei kleinen Abnahmemengen erzielt Strangpressen außerdem auch Kosteneinsparungen bei der Prototypenfertigung. Befindet sich ein Teil noch in der Entwicklung und wird nur für einen Prototyp Material benötigt, kann der Anwender aus einem Strangpresswerkzeug eine Bemusterung anfertigen lassen. Die Kosten für ein Strangpresswerkzeug sind immer vom Profilquerschnitt abhängig. Last bust not least lassen sich per Strangpressen sehr kleine Toleranzen einhalten. Mifa-Toleranzen sind dabei mit ab ± 0,02 mm zehnmal besser, als der Standard nach EN12020–2 verlangt.
Einsatzmöglichkeiten von Strangpressprofilen aus Aluminium
Die Profile eignen sich besonders für die Bereiche Pneumatik und Hydraulik (Zylinderbohrungen) sowie Verpackungs- und Papierverarbeitungsindustrie (Lauffläche). Eine Oberflächenqualität von Ra = 0,3 in Strangpressrichtung und 0,5 quer zur Pressrichtung sowie eine Passungsqualität von H10 sind möglich. Dies ist sonst nur durch Tieflochbohren und Hohnen zu erreichen, was sehr teure Produktionsverfahren sind.
Unsere Whitepaper-Empfehlung

Technische Keramik effektiv einsetzen und konstruieren: Wie ein einzigartiger Werkstoff technische Systeme optimieren kann.
Teilen:








{kind=link}