Inhaltsverzeichnis
1. Transparente Bauteile dank Verzicht auf Absorber
2. Quasisimultane Bestrahlung für materialschonende Erwärmung
3. Frühzeitige Erfassung von thermischen Schäden
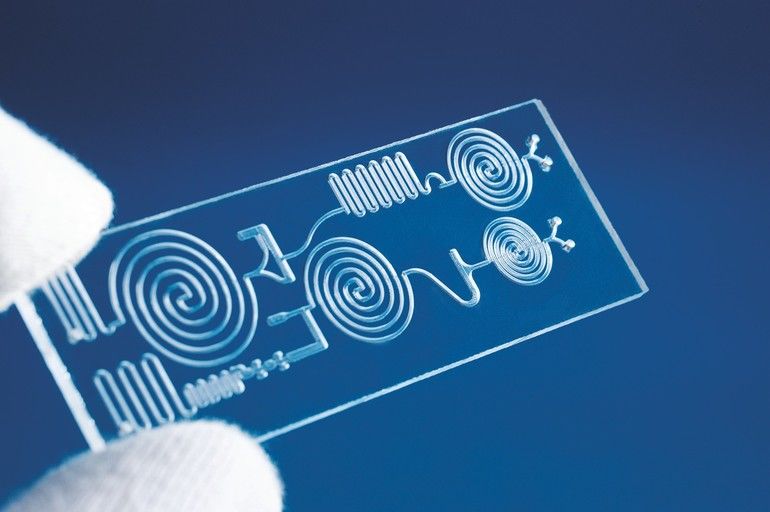
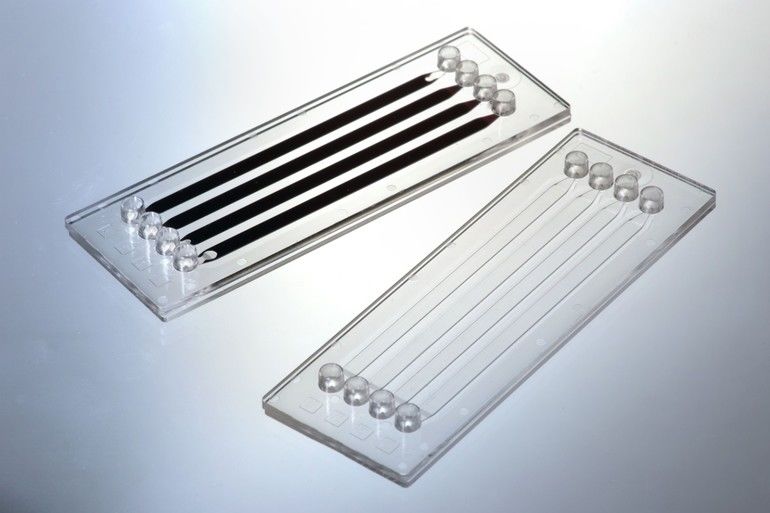
(bt) Im Life-Science-Bereich haben sich mikrofluidische Chips beim Transport, der Mischung und Filterung von kleinsten Flüssigkeitsmengen bewährt. Eine große Herausforderung ist die mediendichte Verkapselung der in den Chips integrierten Mikrokanäle: Konventionelle Fügtechnik kommt im Mikrometerbereich an ihre Grenz en. Stattdessen bietet sich hier das absorberfreie Laserdurchstrahlschweißen (LDS) mit Strahlquellen im nahen Infrarot (NIR)-Bereich an, das eine hohe Präzision und Flexibilität erlaubt.
Transparente Bauteile dank Verzicht auf Absorber
Im Jahr 2017 startete das Fraunhofer ILT daher mit der Aachener Amtron GmbH, der Attendorner Ortmann Digitaltechnik GmbH und der Dortmunder Bartels Mikrotechnik GmbH das Projekt SeQuLas, das im Rahmen des Programms Produktion.NRW der LeitmarktAgentur NRW gefördert wurde. Das Akronym steht für die „segmentale Quasisimultan-Laserbestrahlung“, bei der in diesem Fall als Strahlquelle ein Thulium-Faserlaser mit einer Emissionswellenlänge von 1940 Nanometer verwendet wurde. In diesem Wellenlängenbereich besitzen Kunststoffe eine natürliche Absorption. Da zusätzliches Absorbermaterial wie Ruß nicht nötig ist, wird die Transparenz des Chips bei der Laserbearbeitung nicht beeinträchtigt.
Doch diese Form des absorberfreien Laserdurchstrahlschweißens weist ein Problem auf: Durch die Volumenabsorption entsteht eine Wärmeeinflusszone (WEZ), die sich vertikal über den gesamten Bauteilquerschnitt erstreckt. Die thermische Expansion während des Aufschmelzvorgangs begünstigt die Bildung von Lunkern und Rissen, die im Nahtgefüge für undichte Stellen sorgen. Außerdem besteht insbesondere bei flachen Bauteilen die Gefahr, dass sich der Werkstoff verzieht.
Quasisimultane Bestrahlung für materialschonende Erwärmung
Um die vertikale Ausdehnung der Wärmeeinflusszone zu verringern, bietet sich die quasisimultane Bestrahlung an, bei der ein Laserstrahl mit Hilfe eines Scannersystems mit hoher Geschwindigkeit mehrmals entlang der Schweißkontur geführt wird: Dabei wird die gesamte Nahtkontur simultan erwärmt, die das Konturschweißen sonst nur sequentiell aufschmilzt. Das Fraunhofer ILT wies anhand von Versuchen mit Bauteilen aus Polycarbonat nach, dass während des Schweißprozesses die Wärme an den Außenflächen abgeführt wird, während im Materialinneren eine Wärmeakkumulation stattfindet. Die steigende Anzahl an Überfahrten und die hohe Scangeschwindigkeit verringern sogar die vertikale Ausdehnung der Wärmeeinflusszone um bis zu 30 Prozent gegenüber dem Konturschweißen.
Frühzeitige Erfassung von thermischen Schäden
Im zweiten Schritt entwickelten die Projektpartner eine Prozessregelung für den Laserschweißprozess. Ein in den Strahlengang integriertes Pyrometer misst dabei während des Schweißprozesses die Temperatur im Bauteil. Die Kopplung des Messsignals mit der Position der Scannerspiegel ermöglicht eine ortsaufgelöste Aufnahme der Wärmeverteilung im Bauteil. Auf diese Weise lassen sich thermische Schäden schon während des Schweißprozesses erfassen und zielgenau lokalisieren. Der neu entwickelte Schweißprozess kann daher schnell auf Temperaturabweichungen reagieren und die Laserleistung entsprechend regeln. Somit lassen sich homogene Nahteigenschaften entlang der Nahtkontur sicherstellen.
Fraunhofer-Institut für Lasertechnik ILT
Steinbachstr. 15
52074 Aachen
Tel.: 0241 8906-0
E-Mail: info@ilt.fraunhofer.de
Website: www.ilt.fraunhofer.de








{kind=link}