

Firmen im Artikel
Inhaltsverzeichnis
1. Fertigung aus Sicht des Produktes – nicht der Maschine
2. Die Komplexität der Bewegung steckt im Detail
3. Vorgefertigte Funktionsbausteine vereinfachen die Umsetzung
4. Multi- und Many-Core-Technologie erschließt weitere Leistungspotenziale
5. Mehr zu Transportsystemen der Automatisierer
– Beckhoff XTS, B&R Acopostrak, Rockwell iTrak & Co.
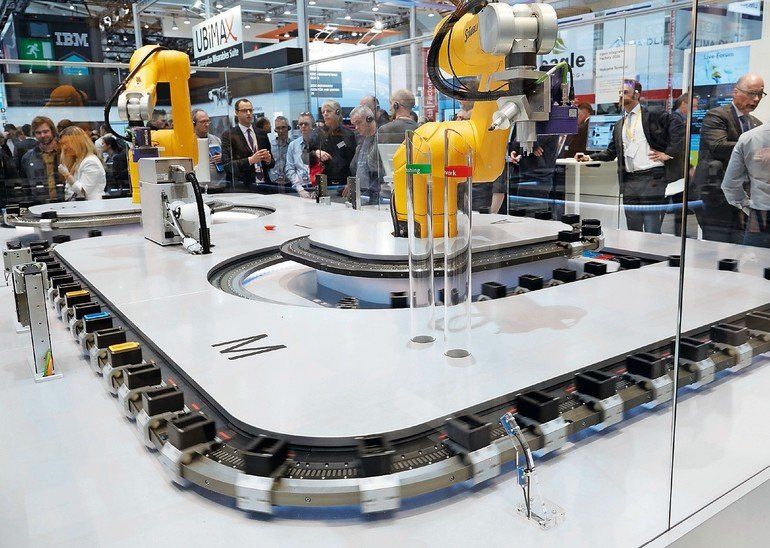
Als Industrie-4.0-Demonstrator präsentierten SAP und Beckhoff zusammen mit weiteren Technologiepartnern auf der Hannover Messe 2016 eine Multi-XTS-Anwendung zur engen Verzahnung von Fertigungsprozessen mit betriebswirtschaftlichen Abläufen. Dabei transportierte und positionierte das eXtended Transport System (XTS) von Beckhoff die zu bearbeitenden Produkte individuell und hochdynamisch zu den einzelnen Fertigungsstationen. Die SAP-Software kommunizierte in diesem Fall über standardisierte Dienste unmittelbar mit dem XTS, wobei die Beckhoff-Software Twincat als „Auftragssprachen-Interface“ das Bindeglied zwischen der Maschine und dem ERP darstellte. Die Auftragskommunikation basierte auf dem Konzept der serviceorientierten Architektur (SOA), die mit OPC UA realisiert wurde.
Fertigung aus Sicht des Produktes – nicht der Maschine
Demonstriert wurde auf diese Weise die Fertigung eines Schlüsselanhängers mit integriertem Smart-Chip und personalisierter Oberschale. Hier zeigte sich ein großer Vorteil des Handlings per XTS, denn nach der Auftragseingabe wird das Ausgangsteil an einen Mover übergeben und von diesem dann jederzeit individuell nachverfolgbar durch die Bearbeitungsanlage geführt – bis zum Zusammenbau des kompletten Schlüsselanhängers. Damit kann der in Industrie-4.0-Konzepten vorgesehene Paradigmenwechsel umgesetzt werden: Der Herstellungsprozess wird nicht mehr maschinenlastig, sondern aus Sicht des zu fertigenden Produktes gesehen und auch dementsprechend programmiert. Der Vorteil: Mit Methoden der industriellen Massenfertigung lässt sich letztendlich ein individuelles Produkt in Losgröße 1 produzieren, verwaltet vom übergeordneten ERP-System.
Die Komplexität der Bewegung steckt im Detail
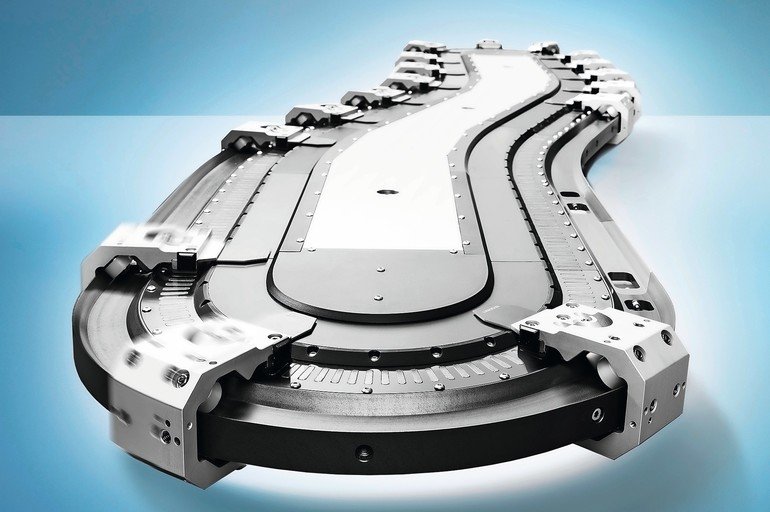
Die 4 x 6 m große Multi-XTS-Anwendung, mit der sich beispielsweise unterschiedliche Getränkedosen transportieren und sortieren lassen, besteht aus fünf XTS-Systemen mit insgesamt 26 m Wegstrecke und 100 Movern. Dabei bewegen sich alleine auf dem äußeren, 17 m langen XTS 72 innen laufende Mover. Hinzu kommen zwei 4 m lange, erhöhte Systeme mit jeweils bis zu zwölf außen laufenden Movern sowie zwei Aushub-Stationen, bestehend aus je zwei senkrechten 25-cm-XTS-Modulen mit jeweils einem der neuen 70-mm-Mover für erhöhte Nutzlast.
In diesem komplexen Gesamtsystem wird die hohe Flexibilität der Software-basierten Bewegungssteuerung deutlich: Jeder Mover lässt sich – als eigene Servoachse – individuell steuern, bei Bedarf aber auch mit anderen Movern beziehungsweise Prozessabläufen synchronisieren. Dabei kann sich die Dynamik als Eigenschaft des einzelnen Movers jederzeit und „on the fly“ gemäß der jeweiligen Anforderung ändern. In der Beispielapplikation bedeutet dies, dass ein Mover die kleineren, weißen Getränkedosen gegenüber den größeren, roten Dosen schneller transportiert und sich ohne Dose nochmals deutlich dynamischer bewegt.
Realisiert sind mehrere Bearbeitungs- und Staustationen. So werden die Dosen beispielsweise über eine Hubvorrichtung an die beiden erhöhten XTS-Systeme übergeben. Diese besteht aus zwei Movern, verbunden mit einer aus Zahnrad und Zahnstange bestehenden Mechanik. Für die Hubbewegung müssen der ankommende Mover des unteren und der erste der beiden gekoppelten Mover des oberen Systems entsprechend aufsynchronisiert werden. Anschließend bewegt sich der zweite obere Mover relativ zum ersten, um über die Zahnrad-Mechanik die Dose vom unteren Mover zu übernehmen. Auf diese Weise lassen sich die Dosen gemäß des gewünschten Sortiervorgangs zwischenpuffern und anschließend wieder an einen Mover des unteren Systems abgeben.
Über das Abfahren zweier Kurvenscheiben wird erreicht, dass bei der Kurvenfahrt der beiden gekoppelten Mover keine zusätzliche Hubbewegung erzeugt und die Dose somit ruckfrei transportiert wird. Der relative Abstand der Mover zueinander bleibt also auch bei der Einfahrt in beziehungsweise der Ausfahrt aus der Kurve immer konstant. Zwischen den beiden entsprechenden Kurvenscheiben „Dose oben“ und „Dose unten“ kann in der Steuerungssoftware per Parametrierung umgeschaltet werden, so dass sich auf diese Weise die komplexe Hubfunktion auf sehr einfache und äußerst flexible Weise realisieren lässt.
Vorgefertigte Funktionsbausteine vereinfachen die Umsetzung
Die Software Twincat unterstützt das einfache Handling der gewünschten Bewegungen. Die einzelnen Mover werden als „normale“ Servoachsen abgebildet, mit allen gewohnten Motion-Control-Funktionen wie fliegende Säge, elektronisches Getriebe und Kurvenscheibe. Funktionserweiterungen in Twincat übernehmen typische XTS-Anforderungen, wie etwa automatisches Aufstauen, Kollisionsvermeidung, Ruckvermeidung und Fliehkraftbegrenzung.
In der XTS-Motion-Control-Toolbox sind zudem komplexe Kinematiken aus zwei oder mehreren Movern bereits integriert. Der Anwender kann damit beispielsweise einen Verbund aus mehreren Movern als 2D-Achse (X/Y-Tisch) oder 3D-Achse definieren. Die Software übernimmt dann die Ansteuerung der Mover-Gruppe nach der ausgewählten Kinematik. Zusätzlich steht eine Schnittstelle zur Verfügung, über die sich die Kinematik direkt mit CNC-Befehlen (G-Code) ansteuern lässt. Weiterhin ermöglicht ein integriertes Condition Monitoring die Online-Überwachung der Mover im laufenden Produktionsbetrieb. Somit lassen sich Wartungseinsätze optimal planen und Maschinenstillstandzeiten auf ein Minimum reduzieren.
Die vorgefertigten Funktionsbausteine erleichtern eine stationsorientierte Umsetzung der Transport- und Handling-Aufgaben. So müssen die Dosen vor den zeitintensiveren Bearbeitungsstationen, etwa den Hubstationen, aufgestaut werden. Erreichen lässt sich dies durch einfache Parametrierung, indem per Software entsprechende Stauzonen an der gewünschten Anlagenstelle definiert werden. Übergeordnet werden die einzelnen Mover dann lediglich von einer Station zur anderen geschickt, unabhängig davon, ob diese als Transport-, Warte- oder Bearbeitungsstation parametriert sind. So nutzt eine Wartestation die von Twincat zur Verfügung gestellte Kollisionsvermeidung, damit sich alle Mover automatisch hinter dem Erstplatzierten aufstauen. Fährt der erste Mover weiter, rückt einfach der Zweitplatzierte an seine Stelle. Ähnlich einfach lassen sich zum Beispiel auch Synchronfahrten realisieren. In diesem Fall ist im entsprechenden Baustein parametriert, bis zu welcher Station der Mover sich mit dem nächsten vorbeifahrenden Mover synchron bewegen soll.
Multi- und Many-Core-Technologie erschließt weitere Leistungspotenziale
Gesteuert wird die Multi-XTS-Anwendung von einem Schaltschrank-PC C6930, ausgestattet mit dem Quad-Core-Prozessor Intel Core i7. Dabei ist einer der Prozessorkerne für das Windows-Betriebssystem zuständig, während die drei anderen Kerne über die Twincat-Funktion Core-Isolation für die Steuerungsfunktionen reserviert bleiben. Einer dieser Kerne ist für die NC-Achssteuerung zuständig, die beiden anderen berechnen die jeweiligen XTS-Wegstrecken. Aufgrund der Parallelisierung erhöht sich die verfügbare Rechenleistung deutlich gegenüber der sequenziellen Abarbeitung durch eine Ein-Kern-CPU, so dass sich eine solche Multi-XTS-Anwendung äußerst effizient realisieren lässt.
Weiteres Steigerungspotenzial bietet der Einsatz des Industrie-Servers C6670, der über bis zu 36 Prozessorkerne verfügt. Mit dieser Many-Core-Technologie steht nochmals erheblich mehr Rechenleistung bereit, um zusätzliche Funktionen in die Multi-XTS-Anwendung zu integrieren. Paradebeispiel ist das rechenintensive Condition Monitoring, mit dem sich sehr frühzeitig beispielsweise die etwaige Abnutzung an einer Mover-Rolle oder eine Verschmutzung der Führungsschiene erkennen lässt. Hierzu muss der Rechner sehr viele Daten erfassen und kontinuierlich auf bestimmte Schwellwerte oder Schwingungsfrequenzen hin analysieren. Um dies nicht nur an bestimmten Stellen der Multi-XTS-Anwendung, sondern für die gesamte Wegstrecke und kontinuierlich für alle Mover realisieren zu können, ist die immense Rechenleistung des C6670 erforderlich. co
Mehr zu Transportsystemen der Automatisierer
– Beckhoff XTS, B&R Acopostrak, Rockwell iTrak & Co.
Details zum eXtended Transport System (XTS):
www.beckhoff.de/XTS








{kind=link}