

Angesichts der steigenden Nachfrage nach leisen Motoren und Generatoren mit hoher Leistungsabgabe, Integrationsdichte, Zuverlässigkeit und Widerstandsfähigkeit in rauen Umgebungen erweisen sich duroplastische Harzsysteme zum vollständigen Stator- oder Wickelkopf-Verguss als ideale Lösung.
Der Beitrag stammt von der Huntsman Advanced Materials (Switzerland) GmbH, CH-Basel
Zu den kommenden Herausforderungen an die Entwicklung von Motoren und Generatoren für Industrie- und Automobilanwendungen zählen Größenreduktion, höhere Integrationsdichte, höhere Leistungsabgabe, Zuverlässigkeit und Widerstandsfähigkeit, Haltbarkeit in rauen Umgebungen sowie geringere Geräuschemissionen. Typischerweise werden die elektrische Isolierung und die mechanische Befestigung der Rotor- und Statorwicklungen einfach lackiert; dies führt jedoch zu Problemen:
- elektrische Verluste, die zu hohen Temperaturen und Überhitzung führen
- Vibrationen, die Verschleiß und Kurzschlüsse in den Wicklungen verursachen oder
- Schädigungen der Wicklungen durch aggressive Öle, Chemikalien, Dämpfe und Feuchtigkeit.
Bei steigender Motorlast nehmen auch die betrieblichen Leistungsverluste zu. Duroplastische Harzsysteme für den Verguss und die Imprägnierung lösen diese Probleme.
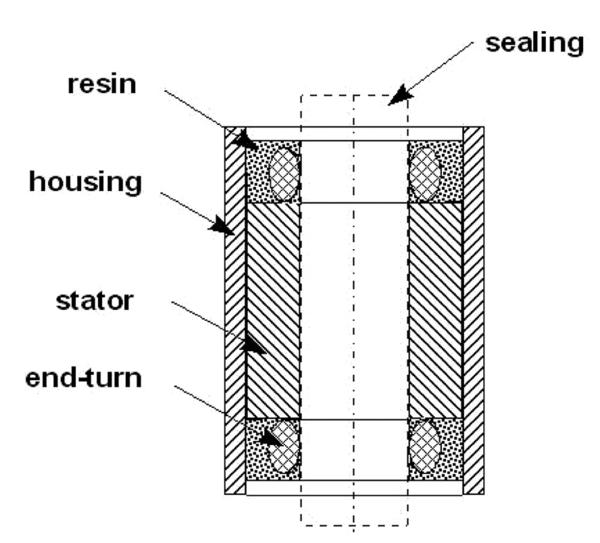
Eine Option ist ein vollständig vergossener Stator, in dem die Kupferwicklungen, Spalte und Hinterschnitte vollständig imprägniert und mit Polymer gefüllt sind. In der Statormitte wird ein Dichtungskern platziert, um die Vakuumdichtheit sicherzustellen und um zu verhindern, dass das Harz die Ankerbleche aus Metall verunreinigt. Das Flüssigharzsystem wird entgast und vorzugsweise unter Vakuumbedingungen in den Stator vergossen.
Entscheidend ist dabei, dass das Harzsystem eine geringe Viskosität und eine ausreichend hohe Latenz für eine schnelle Befüllung und Imprägnierung aufweist. Daran anschließend muss die Ofenhärtung optimiert werden, um Volumenschwund und mechanische Belastungen zu minimieren.
Eine weitere Option ist die Kapselung der Wicklungsköpfe. Da im allgemeinen über 60 % der Verlustwärme in den Wicklungsköpfen eines Stators entstehen, besteht die effektivste Methode darin, nur den Spalt zwischen den Köpfen und dem Gehäuse zu vergießen.
Heißhärtende Epoxidharze
Formulierte Epoxidharzsysteme sind in vielen elektrischen Anwendungen unverzichtbar. Sie weisen eine sehr gute elektrische Isolierung, gute mechanische Eigenschaften sowie hohe chemische und thermische Beständigkeit auf. Die Verarbeitung bei Temperaturen zwischen 60 und 80 °C verringert deutlich die Viskosität dieser Systeme, wodurch höhere Füllstoffdosierungen und eine schnellere Befüllung möglich werden. Für die Endaushärtung sind Temperaturen >100 °C erforderlich.
Araldite CW 229-3/Aradur HW 229-1 ist ein gutes Beispiel für ein vorgefülltes Harzsystem mit hoher Riss- und Thermoschockfestigkeit. Abbildung 3 zeigt die Resultate von Temperatur-Wechsel-Tests mit eingegossenem Metallteil (Kantenradius 1 mm). Insgesamt wurden 20 Testzyklen mit Temperaturen bis – 80 °C durchgeführt. Das Imprägniervermögen erwies sich als gut; die Wärmeleitfähigkeit betrug 0,7 W/mK. Die Prüfung der Wärmebeständigkeit in langfristigen Alterungstests (IEC 60216) ergab einen thermischen Index >180 °C (Klasse H). Nach UL746B wurde sogar ein Wert von 200 °C für den relativen Temperaturindex (RTI) ermittelt. Damit sind gute Wärmeableitung, zuverlässige elektrische Isolierung und hohe Wärmebeständigkeit für unter hoher Last arbeitende Motoren und Generatoren sichergestellt.
Für Anwendungen, in denen kurze Zykluszeiten gefragt sind, ist dieses heißhärtende Epoxidharzsystem auch mit höherer Reaktivität erhältlich, welche die obligatorische Nachhärtung normaler Systeme überflüssig macht. Dieses Non-Post-Cure-System (NPC) eignet sich für das automatisierte Druckgelier-Verfahren (APG), das zusätzliche Vorteile in Form kürzerer Formzeiten und niedrigerer Formtemperaturen bietet.
Ist die Wärmeableitung die wichtigste Anforderung an den Statorverguss, bietet Araldite XB 2710/Aradur XB 2711 eine geeignete Lösung. Es vereinfacht die Wärmeableitung bei 1,5 W/mK und gewährleistet eine hohe Wärmeleitfähigkeit. Neben ähnlichen Eigenschaften wie Araldite CW 229-3/Aradur HW 229-1 weist dieses System eine sehr gute Rissbeständigkeit und einen niedrigen Wärmeausdehnungskoeffizienten auf.
Kalthärtende Epoxidharze
Die am häufigsten verwendeten Härtungsmittel für Epoxid sind Amine. Die Reaktivität dieser Systeme erlaubt jedoch auch eine Härtung bei Raumtemperatur. Da Öfen überflüssig sind, sind die zur Verarbeitung benötigten Gießanlagen einfacher und kostengünstiger. Araldite XB 2252/Aradur XB 2253 ist ein kalthärtendes Epoxidharzsystem mit sehr guten Fließ- und Imprägniervermögen. Seine Wärmebeständigkeit ist mit einem thermischen Index von 180 °C (Klasse F) sehr hoch.
Araldite CW1312/Aradur HY 1300 ist ein weiteres Beispiel für ein elastisches kalthärtendes System mit hoher Beständigkeit gegen thermische Alterung und hoher Thermoschockfestigkeit, das sich bereits vielfach in Anwendungen der Klasse B bewährt hat.
Polyurethansysteme
Polyurethane (PUR) werden seit Anfang der 1950er Jahre für die elektrische Isolierung verwendet. Bei der chemischen Reaktion eines Polyols mit einem Isocyanat entsteht ein Polymer mit Urethan-Verbindungen. Erfolgt eine Vernetzung in drei Dimensionen, gehört das resultierende Polymer zur Klasse der Elastomere und Duroplaste. Die Aushärtungsreaktion bei Raumtemperatur ist schnell, exotherm und kommt ohne Öfen aus. Die große Vielfalt an Polyolen, Isocyanaten, Modifizierern und Füllstoffen erlaubt eine exakte Anpassung an ein breites Anwendungsspektrum, darunter der Statorvollverguss.
Arathane CW 5631/HY 5610 ist verarbeitungsfreundlich und weist ein hohes Imprägniervermögen auf, was außergewöhnlich für ein PU-System ist. Das ausgehärtete Material erfüllt die Anforderungen an Flammwidrigkeit nach UL94 V-0, bietet eine Wärmeleitfähigkeit im Bereich von 0,6 W/mK sowie hohe Beständigkeit gegen thermische Alterung. Ein weiterer Vorteil ist seine Anpassungsfähigkeit, die durch einfache Änderung des Mischungsverhältnisses eine vollständige Kapselung von Statoren unterschiedlicher Größen und Designs ermöglicht. Mit einem Wert von 100:19 pbw wird die Shore-Härte deutlich von D80 auf D55 reduziert, und – noch wichtiger – die sehr gute Rissfestigkeit wird nicht beeinträchtigt.
1K-Epoxidsysteme
Die meisten Epoxid-basierten Systeme werden als zwei separate Komponenten geliefert. Ihre Massenfertigung erfordert jedoch vielfältige Verarbeitungsanlagen. 1K-Produkte sind wesentlich einfacher zu verarbeiten und reduzieren den Bedarf an Maschinen erheblich. Die 1K- Epoxide werden als Klebstoffe, Dichtmittel, Vergussmaterialien sowie Imprägnier- und Gussharze angeboten.
Aratherm CW 2731 wurde für die Kapselung von Wicklungsköpfen in Motoren und Generatoren entwickelt. Das pastöse Epoxid wird mit einem Spezial- Füllstoff vorgefüllt, um eine hohe Wärmeleitfähigkeit von 3 W/mK zu erzielen. Es braucht keine Vorheizung, Homogenisierung oder Entgasung, und das Fließverhalten lässt sich mühelos so anpassen, dass die Freiräume zwischen Drähten und Gehäuse gefüllt werden. Ofenhärtung entfällt, sofern die Wärmekapazität der vorgeheizten Statoren hoch genug ist, um die Temperatur 1 h auf über 150 °C zu halten.
Eine andere Eigenschaft ist der hohe Tg-Wert von 160 °C, der gleichbleibendes Materialverhalten über den gesamten Betriebstemperaturbereich ermöglicht und eine sehr gute thermische Beständigkeit gewährleistet. Der niedrige Wärmeausdehnungskoeffizient von 20*10–6 1/K minimiert thermische Spannungen und verhindert Risse.
Huntsman,
Tel.: +41 61 299-2664, E-Mail: patricia_albisser@ huntsman.com
Unsere Whitepaper-Empfehlung

Whitepaper Sealing Plugs: So verschließen Sie Hilfsbohrungen in Motoren, Pumpen, Hydraulikaggregaten oder Werkzeugmaschinen dauerhaft und absolut dicht. Leichte Installation, niedrige Kosten. Für Betriebsdrücke bis 500 bar.
Teilen:








{kind=link}