

Der Laserspezialist Trumpf aus Ditzingen bei Stuttgart hat auf seiner Konferenz „Automotive Photonics 2016“ interessante neue Laseranwendungen präsentiert. Während der gepulste grüne Laser erste Praxiseinsätze schon gemeistert hat, steht die neue Laser-Schweißzange noch vor ihrer Bewährungsprobe – zeigt aber schon vielversprechende Ansätze.
Hartmut Hammer, freier Mitarbeiter der KEM
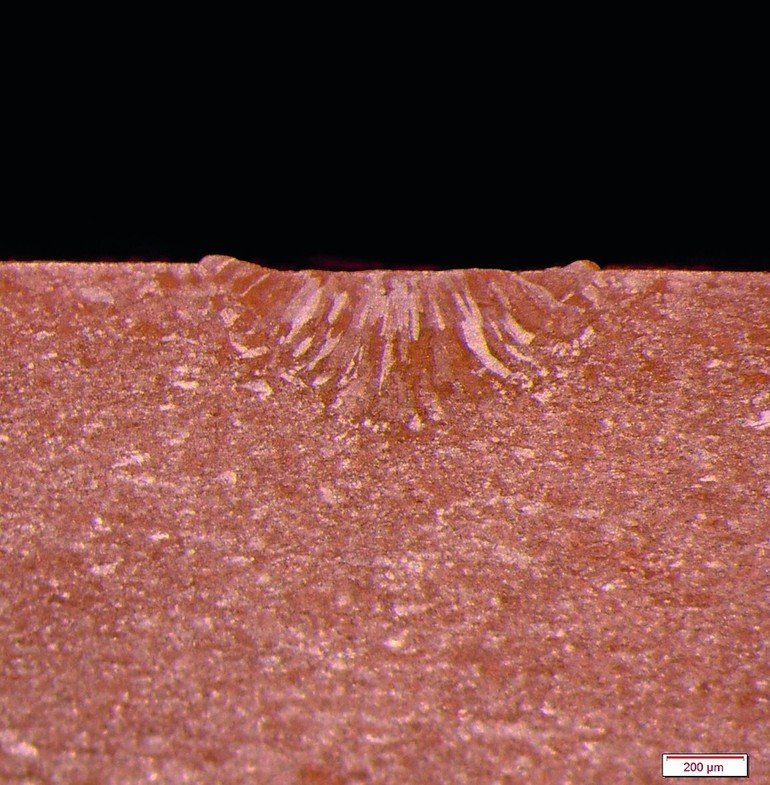
Grün statt rot: So plakativ lässt sich ein kleiner, aber feiner Fortschritt beim Laserschweißen von Kupfer beschreiben. Dort kommen heute üblicherweise Strahlquellen mit einer infraroten Wellenlänge zum Einsatz. Ihre zwei größten Herausforderungen sind eine gute Reproduzierbarkeit und geringe Spritzerbildung. Denn Kupfer weist bei der Infrarot-Wellenlänge von 1000 Nm hoch reflektierende Eigenschaften auf. Dadurch sind laut Trumpf gleichbleibende Schweißnähte – abhängig von der Oberflächenbeschaffenheit – nur in bestimmtem Maße möglich. Beim Tiefschweißen könnten zudem sehr viele Spritzer entstehen, die das Bauteil beschädigen und im schlechtesten Fall zu Kurzschlüssen auf den Platinen führen.
Abhilfe ist zwar laut Trumpf durch eine Anpassung von Laserparametern wie der Leistungsdichteverteilung, der zeitlichen Pulsform und der Form des Dampfkanals möglich – trotzdem würden die Ergebnisse nicht optimal. Kritisch wirken sich auch die Oberflächenspannung und Viskosität des Kupferwerkstoffs aus – beide Parameter sind im Vergleich zu Stahl kleiner, was zu einem weniger stabilen Schmelzbad führt.
Das Bessere ist des Guten Feind
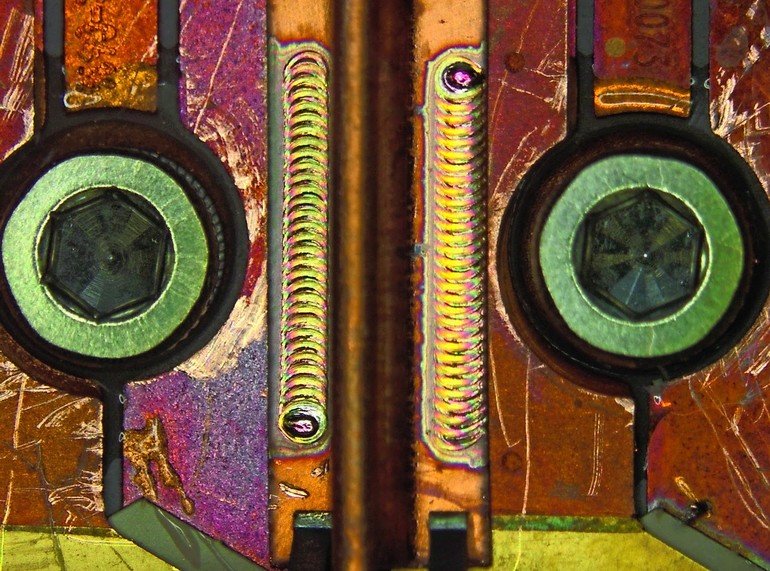
Die Probleme der Infrarotlaser kann der 2015 von Trumpf erstmals präsentierte grüne Laser weitgehend vermeiden. Er arbeitet im gepulsten Betriebsmodus mit 400 W mittlerer Leistung und emittiert Laserlicht im grünen Wellenlängenbereich von 515 Nm. Das hat durchweg positive Auswirkungen auf den Schweißprozess, was auch ein renommierter deutscher Automobilzulieferer bestätigt, der den grünen Laser von Trumpf in einem Pilotprojekt zum Verschweißen von elektronischen Komponenten für Elektroantriebe einsetzt. Erstens absorbiert Kupfer die grüne Wellenlänge deutlich besser als die infrarote. Weil der Werkstoff somit seine Schmelztemperatur schneller erreicht, startet auch der Schweißprozess schneller und es ist weniger Laserleistung notwendig. Während der infrarote Laser mit 2,6 kW Pulsspitzenleistung arbeitet, genügen beim grünen Laser 1,4 kW für dieselbe Schweißnaht. Der Prozess ist nach Angaben der Pilotanwender viel energieeffizienter und es bilden sich deutlich weniger Spritzer.
Zweitens sind mit dem grünen Laser die Schweißergebnisse viel besser reproduzierbar egal ob bei oxidierten, geschliffenen, sandgestrahlten, rauen oder hochglanzpolierten Oberflächen. Die Kupferschweißnähte zeigen eine stets gleichbleibende Qualität, da die Absorption bei Raumtemperatur unabhängig von der Beschaffenheit der Oberfläche ist. Durch Zugabe von Zusatzgasen wie Argon oder Stickstoff kann die Qualität der Schweißnaht weiter verbessert werden. Ihr Einsatz ist bei infraroter Laserstrahlung nicht ratsam, weil dort die Schmelzoberfläche durch die Gase stärker reflektiert und beim Schweißen eine noch höhere Laserleistung notwendig wäre.
Der Pilotkunde zeigte sich auf der Konferenz sehr angetan von den Arbeitsergebnissen mit dem grünen Laser und merkte an, es würde ihn nicht überraschen, wenn beim Kupferschweißen der grüne Laser die bisherigen Infrarotlaser sukzessive verdrängen würde.
Alu-Stahl-Verbindung in die Zange nehmen
Ähnlich positive Aussagen, allerdings in einem deutlich früheren Entwicklungsstadium, waren auf der Konferenz zum thermischen Fügen von Aluminium und Stahl mit einer Laser-Schweißzange zu hören. Trumpf treibt dieses Projekt gemeinsam mit der Düring Schweißtechnik GmbH aus Königsbrunn bei Augsburg voran, die das Schweißzangen-Know-how beisteuert. Erste Erprobungen mit Prototypen fanden bereits am Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik (IWU) in Chemnitz statt. Mit der Laser-Schweißzange sollen vor allem drei kritische Faktoren von Aluminium-Stahl-Verbindungen angegangen werden: die unterschiedlichen Wärmeausdehnungskoeffizienten und Schmelztemperaturen der Werkstoffe sowie ihre interkristallinen Strukturen, die Rissbildung begünstigen.
Bei den bisherigen Versuchen stellte sich heraus, dass eine Anordnung mit oben liegendem Stahlblech und darunter Aluminiumblech und einem einseitigen Wärmeeintrag von oben auf das Stahlblech die besten Ergebnisse zeigt. Die Biegefestigkeit der Stahl-Aluminium-Probe ist laut IWU praktisch so hoch wie bei einer Alu-Alu-Laserschweißverbindung, die Verbindung sei sehr fest gegen Scherkräfte und praktisch rissfrei. Im Vergleich zum herkömmlichen Lichtbogen- oder Laserschweißen bewertet man das Prozessfenster der Laser-Schweißzange als deutlich größer, was eine bessere Anpassung an die Projekt-Gegebenheiten ermögliche. Insgesamt sind die Projektpartner von den bisher „sehr guten Prozessergebnissen“ angetan, zumal kein Schutzgas für den Prozess erforderlich sei. Allerdings, so schränkt man ein, habe man bisher nur flache Bauteile erprobt. Das Fügen komplexerer Geometrien und detailliertere Analysen der Ergebnisse der Laser-Schweißzange stünden noch aus. I
Info & Kontakt

Trumpf Laser- und Systemtechnik GmbH, DitzingenTel.: + 49 7156 303-30862laser@de.trumpf.com
Technologien rund um das Thema Laserschneiden
http://t1p.de/dzcf
Unsere Whitepaper-Empfehlung
Der AGV5D von Aerotech bringt neuen Wind in die hochpräzise Mikrobearbeitung. Erfahren Sie, wie das 5-Achsen-Lasersystem präzise Bohrungen, konturierte Schlitze und komplexe Geometrien mit Submikrometer-Toleranzen realisiert.
Teilen:








{kind=link}