In Hinblick auf gegenwärtige Leichtbaukonstruktionen versprechen Hybridfügetechniken ein großes Einsatzpotenzial. Zur Erhöhung der Prozesssicherheit können die Wechselwirkungen des mechanischen Fügens in Verbindung mit der Klebtechnik mittels numerischer Methoden überprüft werden. Forscher des Fraunhofer IFAM in Bremen arbeiten daran.
Ivo Fabian Neumann, Projektingenieur, Fraunhofer IFAM
Das Bestreben zur Entwicklung ressourcenschonender Produkte steigert den Einsatz von Leichtbauprinzipien. Insbesondere im Fahrzeugbau wird eine Gewichtsreduzierung der Karosse durch die Substitution und Kombination verschiedener Werkstoffe erzielt. Durch die Verwendung von leichteren sowie festeren Materialien werden die Eigenschaften der verfügbaren Werkstoffe optimal miteinander verbunden. Voraussetzung für diese Verbindung ist eine Fügetechnologie die einen Zusammenhalt von Bauteilen aus verschiedenartigen Werkstoffen ermöglicht.
Das bewerte und kostengünstige thermische Fügeverfahren des Wiederstandpunktschweißens lässt sich zum Verbinden von Stahl- und Aluminiumbauteilen nicht einsetzen. In der Fertigung wird hier auf das Umformfügen bzw. die Klebtechnik zurückgegriffen. Eine Kombination dieser beiden (elementaren) Fügeverfahren weist hierbei eine beachtliche Leistungsfähigkeit auf und wird als Hybridfügen bezeichnet.
Die am häufigsten eingesetzte Fertigungsmethode zur Herstellung von Hybridverbindungen ist die Fixiermethode. Hierbei werden nach dem Applizieren des Klebstoffes die zu verbindenden Bauteile mittels Umformfügen fixiert. Im Anschluss wird der fluide Klebstoff ausgehärtet, so dass die zunächst kraft- und formschlüssige Verbindung um eine stoffschlüssige Verbindung vermehrt wird.
Höhere Crashfestigkeit durch Klebstoffe
Hierbei ermöglicht das Hybridfügen durch Umformen eine sofortige Handhabungsfestigkeit und somit eine zügige Weiterverarbeitung der herzustellenden Bauteile. Zudem wirkt der eingesetzte Klebstoff elektrisch isolierend, was insbesondere beim Einsatz verschieden edler Werkstoffe das Auftreten von Kontaktkorrosion verhindern kann. Durch den zusätzlichen Einsatz von Klebstoffen kann die Gesamtfestigkeit des herzustellenden Bauteils bedeutend verbessert werden. Im Fall des Automobilbaus wirkt sich dies beispielsweise deutlich auf die Crashfestigkeit aus.
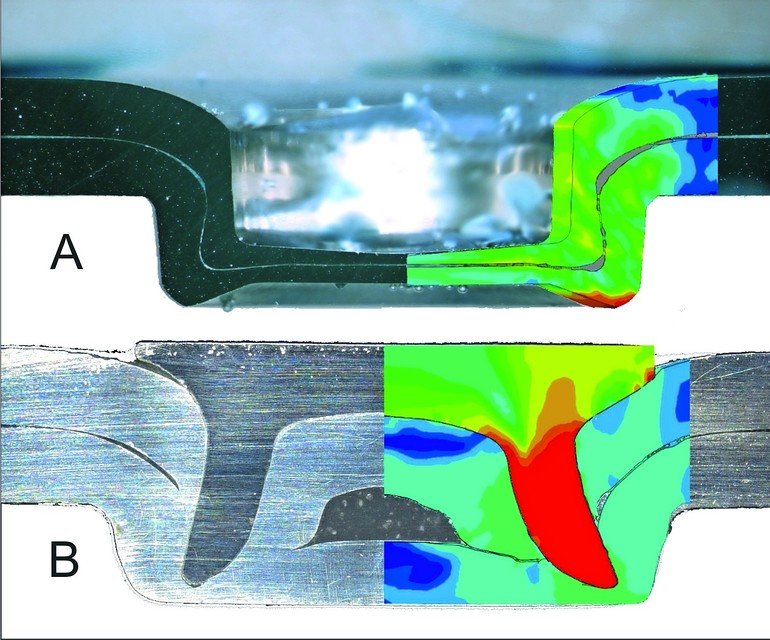
Gängige Verfahren des Hybridfügen sind beispielweise die punktförmigen Verfahren Clinchen und Halbhohlstanznieten sowie das linienförmige Fügen mittels Falzen, welche entsprechend mit der Klebtechnik kombiniert werden. Den punktförmigen Verfahren ist gemeinsam, dass sie durch ein zweiteiliges Werkzeug bestehend aus Matrize und Stempel hergestellt werden. Beim Halbhohlstanznieten kommt zusätzlich der Niet als selbstschneidendes Fügeelement hinzu. Im Bild 1 ist jeweils im Querschnitt die Ausprägung eines solchen Fügepunktes ersichtlich. Ein gemeinsames Qualitätsmerkmal ist eine hinreichende Hinterschneidung zwischen den Blechlagen, die entsprechend eine formschlüssige Verbindung generiert.
Wird eine derartige formschlüssige Verbindung um einen Stoffschluss durch die Klebtechnik erweitert, beeinflusst der Klebstoff zwischen den Blechlagen den Fügeprozess. Durch Verteilungs- und Verdrängungsprozesse des fluiden Klebstoffes kann es zur Taschenbildung und einer negativen Beeinflussung der Hinterschnittausbildung kommen.
Um dieser Problematik zielführend zu begegnen werden spezielle Simulationsmodelle eingesetzt. Durch die Kopplung von strukturmechanischer und fluiddynamischer Simulation ist es möglich einen Einblick in den Hybridfügeprozess zu erlangen. Mit der strukturmechanischen Simulation wird der Umformvorgang des soliden, metallischen Werkstoffes modelliert der zu Strömungsvorgängen im Klebstoff führt, die wiederum entsprechend durch die fluiddynamische Simulation beschrieben werden. Hierdurch lassen sich Fertigungsparameter ableiten, die zur Optimierung der Hybridverbindung beitragen.
Hinsichtlich der Endeigenschaften verzeichnen Clinchklebungen wie auch Halbhohlstanznietklebungen eine gesteigerte Leistungsfähigkeit im Gegensatz zu den jeweiligen elementaren Verfahren des Hybridfügen. Durch den Einsatz des Klebstoffes wird eine bessere Materialausnutzung ermöglicht, was schlussendlich zu höheren übertragbaren Maximalkräften führt. Sollte die Belastung der Verbindung die spezifische Belastbarkeit der Verklebung doch überschreiten, verhilft das umformtechnische Fügeelement dem Verbund zu einem Resthaltevermögen.
Bei einer Betrachtung der Langzeitbeständigkeit ist festzustellen, dass hybridgefügte Probekörper eine signifikant erhöhte dynamische Dauerfestigkeit aufweisen. Hierdurch lässt sich die Lebensdauer hybridgefügter Bauteile optimieren.
Bei einer linienförmigen Verbindung wie dem Falzen helfen die zuvor beschriebenen Simulationsmethoden dabei, Aussagen über den Klebstofffüllgrad innerhalb der Falzklebung zu treffen. Ferner lässt sich die Sensitivität hinsichtlich der Klebstoffverteilung während der verschiedenen Prozessschritte bewerten. Beispielweise ist es möglich den Einfluss des Beölungsgrads der Bleche auf den Klebstoffaustritt im Bereich der Falzöffnung zu ermitteln. Ebenso kann die Klebstoffverteilung während eines verwinkelten Schachtels, also Zusammenführens, der Blechbauteile bewertet werde. Im Automobilbau wird das Falzkleben überwiegend für Anbauteile wie Türen und Klappen eingesetzt.
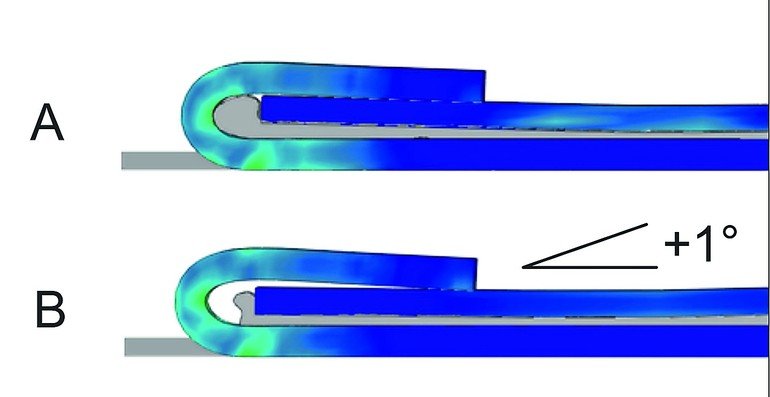
Neben den bisher beschriebenen Verarbeitungs- und Endeigenschaften einer hybridgefügten Verbindung sind während des Verfestigungsprozesses des Klebstoffes folgende Prozesseigenschaft zu berücksichtigen: Durch den bereits vorhanden punktuellen Form- und Kraftschluss wird die zumeist unterschiedliche thermische Ausdehnung der miteinander verbunden Materialien behindert. Es kommt hierdurch, ähnlich eines Bimetall-Effektes, zu einer Durchbiegung im Bereich des Verbindungsflansches. Je nach Reaktionskinetik des eingesetzten Klebstoffes kommt es während der maximalen Deformation zu Verfestigung und somit zum „einfrieren“ der Verbiegung. Je nach eingesetztem Klebstoffsystem variiert die verbleibende Deformation nach der Bauteilabkühlung.
Gegenwärtig gibt es Bestrebungen diese Prozesseigenschaft ebenfalls simulativ abzubilden. Hierbei wird zusätzlich zu der Klebstoffverteilung die Klebstoffaushärtung bzw. der Klebstoffschrumpf während der Temperaturbeaufschlagung berücksichtigt. Somit lassen sich zukünftig potentielle fertigungsbedingte Einflüsse auf die Maßhaltigkeit des Endproduktes frühzeitig bewerten. I
Info & Kontakt

Fraunhofer IFAM, Klebtechnische Fertigung
Dr. Holger Fricke
Gruppenleiter Prozesse und Automatisierung
Tel.: +49 421 2246-637
Mehr Informationen zu Fügetechniken
t1p.de/7ay7
Unsere Whitepaper-Empfehlung

Vielseitiges DST-System – eine Alternative, mit der verschiedene Verbindungsformen realisiert werden können.
Teilen:








{kind=link}