


Leichtbau- oder Sandwichmaterialien stellen Konstrukteure und Entwickler vor verschiedenste Herausforderungen: Die verwendeten Lösungen müssen ein Höchstmaß an Sicherheit sowie Effizienz bieten und gleichzeitig so ausgelegt sein, dass sie die besonderen Eigenschaften des Trägermaterials sowie die Anforderungen der jeweiligen Anwendungen berücksichtigen. Mit der patentierten MultiMaterial-Welding-Technologie steht nun eine gleichermaßen neue wie innovative Befestigungstechnik für eine dauerhaft kraft- und formschlüssige Verbindung dieser Materialien zur Verfügung – ein Verfahren, bei dem thermoplastische Verbindungselemente per Ultraschallenergie fest mit dem Trägermaterial verbunden werden. Sie bietet eine ideale Alternative für traditionelle Fixierlösungen wie Nieten, Schrauben, Kleben oder ähnliches.
Was steckt hinter MM-W?
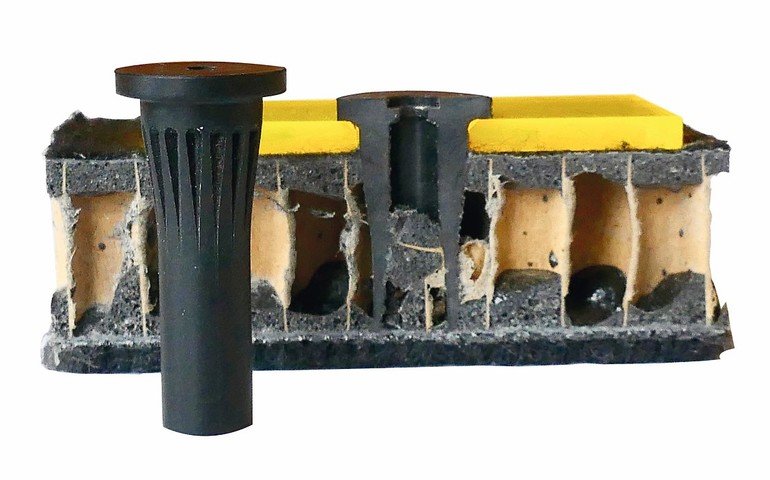
Bei der MM-W-Technologie, die von der MultiMaterial-Welding AG patentiert und von der KVT-Fastening Mutter Bossard unterlizenziert ist, werden statt herkömmlicher Befestiger thermoplastische Verbindungselemente in stift-, hülsen- oder frei wählbarer Form verwendet. Das Funktionsprinzip: Der thermoplastische Befestiger wird in Phase 1 über die Kombination von Ultraschallbewegung und Druck durch die Deckschicht „gestoßen“. Durch die Reibung zwischen Verbinder-Oberfläche und Bauteil wird die Oberfläche des Verbinders selbst zum Verbindungsmaterial. Dank seiner Materialhärte bleibt der Verbinder an sich jedoch formbeständig. Das MM-W-Verfahren nutzt die Kombination von Ultraschallenergie, Materialhärte und Design des Verbinders aus, um diesen einerseits in das Bauteil einzutreiben und andererseits den angeschmolzenen Kunststoff als Verbindungsmasse zu nutzen. Über die Kapillare der Schmelze wird der poröse Werkstoff des Bauteils ideal gefüllt, was in der Summe zu einer größervolumigen und größerflächigen Halteverankerung führt.
Schneller, stärker und flexibler verbinden
Die MM-W-Technologie bringt verschiedene Vorteile mit sich. Einer davon ist die deutlich kürzere Prozesszeit als bei alternativen Verbindungstechniken, die zu einer effizienteren Inline-Verarbeitung führt: Der gesamte Fügeprozess dauert dabei weniger als eine Sekunde. Zudem müssen weder Abkühlphasen noch Aushärtezeiten beachtet werden, die Verbindung ist unmittelbar nach Freigabe der Verbindungsstelle belastbar. In den meisten Fällen muss zudem kein Loch im Material vorgebohrt werden. Ein weiterer Vorteil: Die Technologie bietet hohe Flexibilität, da sich die Befestiger ohne Vorpositionierung zum Toleranzausgleich verwenden lassen. Darüber hinaus gewährleistet das MM-W-Verfahren signifikant stärkere Bindungen als bei vielen anderen Befestigungsmethoden. Hintergrund ist, dass durch die Gestaltung einer den Anforderungen entsprechenden Oberflächenform und Größe in Kombination mit der Auswahl des passenden thermoplastischen Verbinders Lasten großflächig in das Bauteil eingebracht werden. Dabei wird nicht nur ein Befestigungspunkt erzeugt, sondern der Befestiger funktional im Bauteil integriert. Diese „Applikations-Freiheiten“ sind zudem nicht an bestimmte Geometrievorgaben, beispielsweise die Radialsymmetrie, gebunden. Darüber hinaus können auch dünne Substrate ohne optische Beeinträchtigung der „Rückseite“ mit Verbindungspunkten versehen werden. Des Weiteren ist die Verarbeitung im Vergleich zu herkömmlichen Verbindungstechniken sauberer, da keine zusätzlichen Werkstoffe oder Vorbehandlungen der Oberflächen erforderlich sind und kein Abfall produziert wird. Nicht zuletzt garantiert die Möglichkeit zur statistischen Kontrolle des Prozesses die durchgängige Qualität jedes einzelnen Verbindungspunkts und macht das Verfahren dauerhaft reproduzierbar sowie sicher.
Einsatzbereiche von MM-W
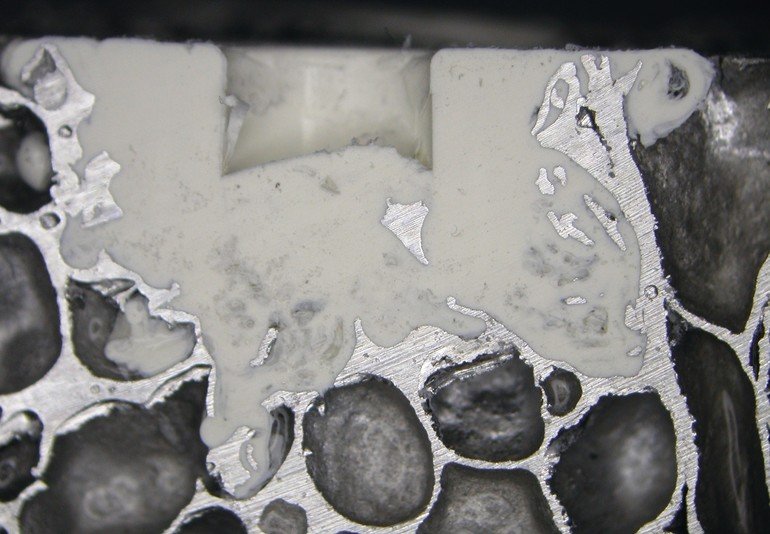
Ihren Ursprung hat die MM-W-Technologie in den WoodWelding- und BoneWelding-Verfahren, die seit vielen Jahren in ähnlicher Form in der Möbelindustrie und Medizin angewendet werden. Hauptaugenmerk der von der MultiMaterial-Welding AG weiterentwickelten MM-W-Technologie liegt aktuell auf der Verbindung von geschäumten Werkstoffen, Sandwichmaterialien oder Wabenplatten, wie sie in der Automobil- und Transportindustrie verwendet werden. Durch die aktuellen Anforderungen der Industrie sind zudem auch Verbindungen zwischen Blech und kompakten Kunststoffen möglich. Dabei wird im Blech eine tiefzugartige „Pore“ in den kompakten Thermoplast getrieben. Des Weiteren kann ein metallischer Befestiger, beispielsweise eine Mutter oder ein Bolzen, mit einer bestimmten Verankerungsgeometrie ausgestattet werden, der dann im MM-W-Verfahren auf der Rückseite eines Bauteils mit Class A-Oberfläche aufgebracht wird und so eine unsichtbare Verbindungsstelle erzeugt. Weitere Entwicklungen sind in der Testphase und werden in naher Zukunft mit den steigenden Anforderungen zur Anwendung kommen. bt
„Kürzere Prozesszeit
als bei alternativen
Verbindungstechniken.“








{kind=link}