

Inhaltsverzeichnis
1. Unternehmenseigene Qualitätsstandards
2. KPQ-Index optimiert Pulverqualität
3. Dichtewürfel, Skalierungsleitern und Zugstäbe
4. Das Optimum additiver Fertigung
5. Additive Fertigung, ja oder nein? – Beachtenswerte Punkte
Beim professionellen 3D-Druck oder besser bei der additiven Fertigung entsteht das Bauteil direkt aus dem Datensatz. Ein Werkzeug und die damit verbundenen Investitionen sind also nicht mehr erforderlich, die maximal effiziente Produktionsmenge kann auf 1 reduziert werden. Dazu kommt die Flexibilität der additiven Fertigung, auf einer einzigen Maschine ohne Werkzeug-, Rüst- oder Umbaukosten eine Vielzahl unterschiedlicher Produkte herzustellen. Geometrische Komplexität im Bauteil gibt es sogar noch gratis dazu. Der Megatrend stetig steigender Erwartungen der immer anspruchsvolleren Endkunden führt in allen Branchen zu einem Wettbewerbsumfeld mit zunehmend großen Herausforderungen und hoher Dynamik. Da können additive Fertigungsverfahren riesige Chancen, teilweise sogar mit disruptivem Potenzial, eröffnen. Trotz dieser großen Vorteile muss die additive Fertigung jeweils gegenüber anderen Fertigungsverfahren im Hinblick auf Gesamtkosten, Losgröße und Qualität sorgfältig abgewogen werden. Auch bei einer Losgröße von 1 stellt sich die Frage nach dem Qualitätsnachweis. Der Nachweis reproduzierbarer Qualität bei additiver Fertigung ist zwar möglich, erfolgt jedoch ganz anders und wesentlich komplexer als bei Massenfertigung mit statistischer Qualitätsprüfung. Bei einer Losgröße von 1 macht eine Stichprobe mit einer zerstörenden Qualitätsprüfung nicht wirklich Sinn. Additive Fertigung produziert ein Bauteil auch nicht in einem einzigen Prozessschritt, wie es bei der Massenfertigung meist der Fall ist. Additive Fertigung ist vielmehr Teil eines größeren Produktionssystems, bei der Prozesse, Maschinen und Material stärker miteinander verzahnt sind als bei konventioneller Produktion.
Unternehmenseigene Qualitätsstandards
Bei der derzeitigen hohen Dynamik der additiven Fertigung mit einer Vielzahl an Technologien und Verfahren, an Herstellern von Maschinen genauso wie an Herstellern von Materialien, haben Standardisierungsgremien große Mühe mitzukommen. Bis entsprechende Qualitätsstandards auch im Hinblick auf spezielle Industriebereiche zu Ende diskutiert sind, bleiben Qualitätsnachweise originäre Aufgabe produzierender Unternehmen wie Kegelmann Technik. Ergänzend zu Zertifizierungen der Produkt- und Prozessqualität nach ISO 9001 und IATF16949 (Automobil) sowie DIN EN 9100 (Luft- und Raumfahrt) und aufbauend auf bestehenden Normen hat das Unternehmen eigene Standards bezüglich Anforderungsspezifikation, Kommunikationsleitlinien und Terminologien, Best Practice Dokumentation, Testmethoden und Protokolle, Dokumentation technischer Daten sowie Methoden zur beschleunigten Einführung neuer Technologien und Wissensvermittlung festgelegt.
Der wesentliche Unterschied auf dem Weg zur von der Serie gewohnten Qualität eines Bauteils ist das strikte Qualitätsmanagement von Prozessketten. Prozesskontinuität, Vorhersagbarkeit und Rückverfolgbarkeit sowie eine lückenlose Qualitätskontrolle entscheiden über die spätere Produktqualität und deren Reproduzierbarkeit. Am Beispiel des SLS-Verfahrens, des Selektiven Lasersinterns, wird im Folgenden dargestellt, wie sich additive Qualität nachweisen und zertifizieren lässt.
Eine Vielzahl von Parametern beeinflusst Gesamtkosten und Produktqualität. An erster Stelle steht der 3D-CAD-Datensatz in Verbindung mit dem vom Kunden geforderten Qualitätslevel in Bezug auf Geometrie, Oberfläche und mechanischen Eigenschaften wie Zugfestigkeit oder Bruchdehnung, u.ä. Nach Prüfung und eventueller Reparatur des Datensatzes erfolgen im Rahmen der Fertigungskonstruktion möglicherweise individuelle Anpassungen zur Eliminierung von Kostentreibern oder Gestaltung von Mehrwerten, auf Wunsch auch ein additiv optimiertes Redesign mit Funktionsintegration, Leichtbau oder Bionik. Der Schlüssel zum wirtschaftlichen Erfolg ist, über den eigenen Tellerrand hinauszublicken, das Projekt umfassender, ganzheitlicher zu betrachten und alle vor- und nachgelagerten Prozesse in die Optimierung einzubeziehen. Bauteilkomplexität steigert bei additiver Fertigung die Herstellungskosten nicht. Wenn es also gelingt, vor- oder nachgelagerte Prozesse zu eliminieren und in das additive gefertigte Bauteil zu integrieren, ergibt sich der Angelpunkt für einen riesigen wirtschaftlichen Hebel.
KPQ-Index optimiert Pulverqualität
Entscheidend für die Qualität ist natürlich das Material, im Falle vom SLS-Verfahren ist dies bei Kegelmann Technik zum Beispiel Pulver aus PA 11, PA 12, PA12 GF (glaskugelverstärkt), PA12 HST (mineralfaserverstärkt) sowie PP. Die Qualität des Materials wird beim Wareneingang durch das Chargenzertifikat des Pulverherstellers sowie durch eine technische Qualifizierung des Neupulvers dokumentiert. In der Praxis werden Qualität und Wirtschaftlichkeit beeinflusst durch das Pulvermanagement, das Mischungsverhältnis von Alt- und Neupulver. Beim Lasersintern wird ein Kunststoffpulver durch den Laser an definierten Stellen aufgeschmolzen. Dabei bleibt überschüssiges Pulver zurück, dieses wird dann ressourcenschonend durch Ultraschallsieben zu einem möglichst homogenen Pulver recycelt. Dieses recycelte Pulver kann in seiner Qualität allerdings nicht der eines ganz neuen und frischen Pulvers entsprechen. Der Kunststoff war beim ersten Produktionsprozess bereits irreversiblem Stress, vor allen Dingen durch erhöhte Temperatur, ausgesetzt. In der industriellen Praxis wird dem weiteren Produktionsprozess recyceltes Pulver in einem bestimmten Mischungsverhältnis mit neuem Pulver zugeführt, meist pragmatisch in einem festen Verhältnis. Die Materialqualitäten des Alt- und Neupulvers schwanken jedoch, ein fest definiertes Mischungsverhältnis führt daher auch zu einer schwankenden Qualität des Gemischtpulvers. Echte Reproduzierbarkeit ist mit Faustformeln unter solchen Umständen kaum zu erreichen. Der KPQ-Index, der Kegelmann Pulverqualitätsindex, stellt einen eigenen definierten Prozess für die Pulverqualifikation u.a. mithilfe der Analyse der Fließfähigkeit dar. Dieser Index ergibt sich durch „Zurückrechnen“ ausgehend von dem, was der Kunde eigentlich will: stabile reproduzierbare Qualität bei definierten Bauteileigenschaften wie zum Beispiel Dichte und Bruchdehnung. Kegelmann Technik verabschiedet sich also von geschätzten Pulverauffrischraten und macht mit dem KPQ Index die kumulierte thermische Schädigung des Pulvers durch genau kalkulierte variable Auffrischung beherrschbar.
Dichtewürfel, Skalierungsleitern und Zugstäbe
Neben der Bauteilgeometrie und dem Pulver des Ausgangswerkstoffes beeinflussen auch Umweltfaktoren wie zum Beispiel Temperatur und Luftfeuchtigkeit sowie Stromschwankungen und die optimale Kalibrierung der SLS-Stationen die spätere Bauteilqualität. Sensoren ermöglichen einen transparenten Bauprozess, um Anomalien frühzeitig zu erkennen. Vorbeugend können somit eine Wartung (predictive maintenance) durchgeführt und Abweichungen von den zu erwartenden Bauteileigenschaften minimiert werden.
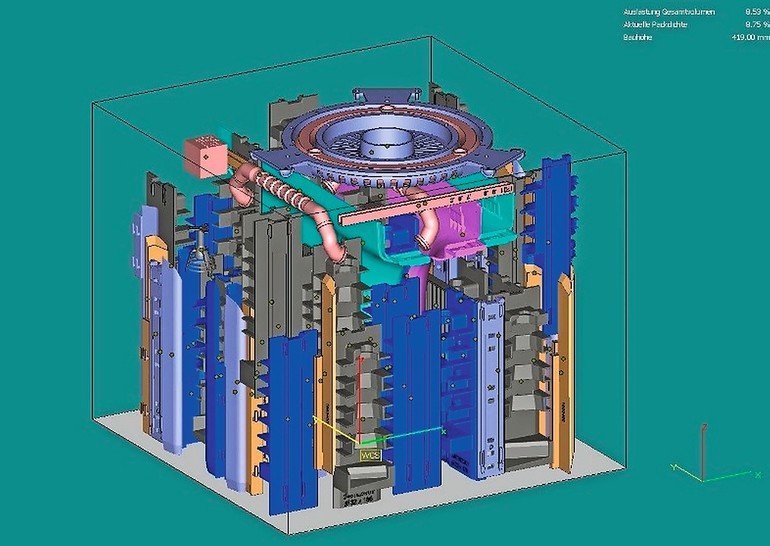
Prozessvorbereitende Maßnahmen wie zum Beispiel die Bauteilorientierung und -positionierung im Bauraum, der eigentliche Bauprozess mit Parametern wie Laserstrategie, Thermomanagement, Material und Materialqualität sowie die nachgelagerten Prozesse wie Abkühlung und Nachbearbeitung beeinflussen die Bauteilqualität in Bezug auf Maßhaltigkeit, Toleranzen und wichtige Materialeigenschaften wie zum Beispiel Homogenität, Dichte und Festigkeit. Prüfkörper wie Dichtewürfel, Skalierungsleitern und Zugstäbe dienen der stetigen Überwachung der Prozessparameter in jedem Baujob und werden zusammen mit den Jobprotokollen archiviert. Anhand des Dichtewürfels wird der Energieeintrag, anhand der Skalierungsleitern wird die Maßhaltigkeit im Bauraum des jeweiligen Jobs geprüft und dokumentiert. Zugversuch und Kerbschlagbiegeversuch werden mit im Bauraum des gleichen Jobs definiert positionierten Zugstäben zur Prüfung mechanischer Eigenschaften wie Bruchdehnung, Zugfestigkeit und E-Modul durchgeführt.
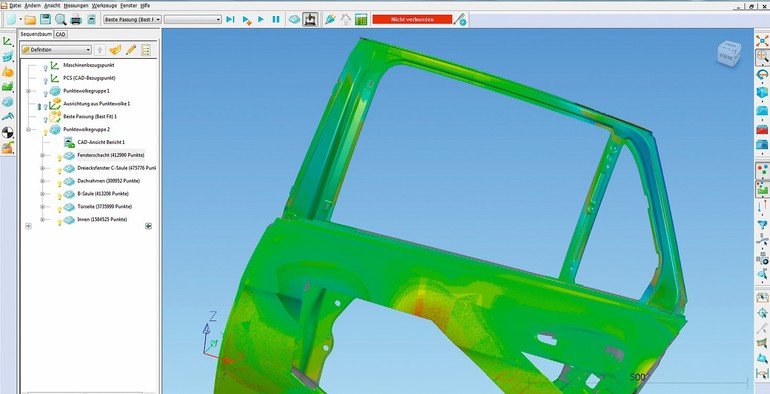
Nach dem Abkühlen und dem teilautomatisierten Auspacken des Bauteils erfolgen Oberflächenbehandlung, Färben, Lackieren sowie mechanische Bearbeitungen. Die abschließende Qualitätskontrolle umfasst neben einer 100% Sichtprüfung auf Kundenwunsch auch eine präzise geometrische Bauteilvermessung mit dem ursprünglichen 3D-CAD-Datensatz und der vom Kunden erwarteten Maßgenauigkeit, Passfähigkeit und mechanischen Funktionalität. Mit dem Scan-Arm wird die gesamte Bauteilgeometrie in einer hochauflösenden Punktewolke erfasst und mit den CAD-Daten abgeglichen. In einer kompletten Form- und Maßanalyse mit präzisen 3D-Koordinaten werden Abweichungen zu den CAD-Daten farblich in x-, y- und z-Vektorrichtung markiert und können nachbearbeitet werden. Für Serien- und Ersatzteile werden Erstmusterprüfberichte angefertigt und Rückstell- sowie Grenzmuster mit dem Kunden abgestimmt.
Das Optimum additiver Fertigung
All diese Qualitätsanstrengungen dienen dazu, das Optimum additiver Fertigung in der Schnittmenge aus Design und Materialspezifikationen, der Supply Chain und vor allem der wirtschaftlichen Gesamtkostenbetrachtung zu finden. Kegelmann Technik erzeugt durch diese additive Serienqualität zusätzliche Wertschöpfung für Kunden. Diese zusätzliche Wertschöpfung zeigt sich in der Optimierung der Supply Chain aufgrund der effizientesten Losgröße (von 1 – 10.000), der Produkt- und Nutzenoptimierung durch additives Design, der Entwicklung neuer Produkte, die anders als additiv gedacht nicht möglich wären, bis hin zum Erkennen des disruptiven Potenzials und Ermöglichen neuer Geschäftsmodelle. eve
Details zum SLS-Verfahren bei Kegelmann Technik:
PLUS
Additive Fertigung, ja oder nein? – Beachtenswerte Punkte
- Welche Effekte hätte ein leichteres Bauteil? Geringere Schwungmassen, geringerer Energieverbrauch, geringerer CO²-Ausstoß?
- Welchen Nutzen für Ihren Kunden hätte eine mögliche Individualisierung des Bauteils?
- Können Baugruppen zu einem einzigen Teil zusammengefasst werden? Können Funktionen integriert werden?
- Wäre das Bauteil in Bezug auf die Größe überhaupt additiv herstellbar?
- Welche Genauigkeit ist gefordert? (Durchbiegung, Oberflächenbeschaffenheit, u.ä.)
- Welches Material, welche Materialeigenschaften sind gefordert? (Kunststoff, Metall, Zugfestigkeit, Bruchdehnung, etc.)
- Was sind die vor- und nachgelagerten Prozesse in der Produktion und im Einsatz? (Werkzeugwechsel, Montagen, Hygiene, Reinigung, etc.)
- Welche Losgrößen sind geplant? Welche Vorteile bringen kleinere Losgrößen?
- Wäre bei additiver Fertigung nun ein noch nie dagewesenes innovatives Produktdesign möglich? Komplexität gibt’s bei additiver Fertigung gratis.
- Könnte eine Produktion auf Basis additiver Fertigung ein neues innovatives Geschäftsmodell in Ihrer Branche begründen?









{kind=link}