

Inhaltsverzeichnis
1. Bauteil wurde sofort konstruktiv angepasst
2. Qualität und Ergonomie optimiert
3. Produktion wird nach Lean-Aspekten organisiert
4. Spannelemente reduzieren Setzerscheinungen
5. Software gibt Überblick in Echtzeit
„Offiziell würden diese Schraubstellen in die Schraubfallklasse B fallen, wobei wir noch in B-1 und B-2 unterscheiden“, sagt Patrick Rauch, Teamleiter Konstruktion der Rollstar AG im schweizerischen Egliswil. „Aber sie sind uns so wichtig, dass wir sie wie Kategorie-A-Schrauben behandeln.“ Zwar bestehe keine Gefahr für Leib und Leben oder die Umwelt, wie es für Kategorie A definiert ist. „Aber bei einem Ausfall während des Betriebes könnte es zu langen Stillstandszeiten und folglich hohen Kosten kommen.“ Rauch spricht von den jeweils 20 Schrauben des oberen Flanschdeckels eines Planetengetriebes, das mit Abtriebs-Drehmomenten von bis zu 100.000 Nm später zum Beispiel in schweren Tunnelbohrmaschinen oder Biegemaschinen eingesetzt wird. Seit sich bei einem Getriebe aus dieser Baureihe vor zwei Jahren im Betrieb einmal Schrauben lösten, hat Rollstar im Unternehmen keinen Stein auf dem anderen gelassen. Geschäftsführer Ulrich Ziegler bat kurz nach dem Vorfall Atlas-Copco-Vertriebsberater Frank Thies zu einem Gespräch. Der erklärte dem Rollstar-Projektteam, dass die VDI/VDE 2862 Blatt 2 neuerdings alle Maschinen- und Anlagenbauer in die Pflicht nehme: Die Richtlinie definiert Mindestanforderungen an Schraubsysteme in Abhängigkeit vom Risiko, das von den jeweiligen Schrauben ausgeht. Thies machte klar, dass dafür eine Risikobewertung und damit Klassifizierung der Schraubfälle erforderlich sei. Und er erklärte, dass die VDI 2230 und andere Richtlinien eine „fachgerechte konstruktive Auslegung“ vorgäben, die VDI/VDE 2645 „fachgerechte Prüfprozesse“ anmahne. Das wichtigste Argument aber war, dass sich die Jurisdiktion im Falle von Produkthaftungsfragen früher oder später auf diese Richtlinien beziehen werde. Rollstar hatte damals noch keinen abgesicherten Prozess gemäß neuester Normen installiert, nach welchen die Schraubfälle im Unternehmen klassifiziert und die Montage geplant wurde. „Rollstar hat die Dringlichkeit damals sofort erkannt“, sagt Atlas-Copco-Mitarbeiter Frank Thies. Der Rollstar-Chef habe sofort eine Projektgruppe zusammengestellt und von seiner Mannschaft gefordert, nicht nur diesen (Problem-)Schraubfall genau zu untersuchen und abzusichern, sondern nach und nach alle Schraubfälle zu klassifizieren und die Montageprozesse auf die Notwendigkeiten auszurichten.
Bauteil wurde sofort konstruktiv angepasst
„Wir haben damals als erste Sofortmaßnahme das Bauteil konstruktiv angepasst und unter anderem längere Schrauben verwendet“, erklärt Rollstars Teamleiter Konstruktion, Patrick Rauch, die ersten Maßnahmen. „Danach haben wir den kompletten Schraubprozess neu aufgerollt, um alle negativen Szenarien durchdenken zu können und zu vermeiden.“ Nach internen Diskussionen zwischen Konstruktion und Geschäftsführung wurde Atlas Copco Tools noch einmal eingeladen. Gemeinsam schaute man sich die Montage an, Frank Thies und seine Kollegen rieten zunächst zu Schraubfallanalysen, um herauszuarbeiten, welche Klemmkräfte in den Verbindungen wirklich vorherrschten und welche nötig seien. Rollstar griff den Ansatz auf und beriet sich wiederum mit seinem Schraubenlieferanten. „Vor allem haben wir damals die neuen Normen und Richtlinien konsultiert und Kapitel für Kapitel durchgearbeitet“, betont Rauch. Neben der VDI/VDE 2862 Blatt 2 war das auch die VDI 2230 Blatt 2, um sich neben den Risikoklassen der Schraubfälle auch über jeweils zulässige Werkzeuge und geforderte Prüfverfahren klarzuwerden. Dann wurden intern die Schraubfallkategorien definiert und die Montageanweisungen entsprechend angepasst.
Zuvor wurde aber noch die Verschraubung der Getriebe optimiert. Nachdem die ersten Analysedaten vorlagen, war klar, dass die Schraubverbindungen so zahlreichen unterschiedlichen Einflüssen unterlagen, dass man diese mit den bisherigen Montagevorgaben nicht optimal umsetzen konnte. „Unter anderem schwankten die Reibwerte sehr stark“, erklärt Rauch. „Das war ein Punkt, den wir mit dem Wechsel auf beschichtete Schrauben lösen konnten. So erhielten wir konstantere Reibwerte, die sich in definierten Drehmomenten beziehungsweise einer immer gleichen Schraubstrategie niederschlugen.“ Außerdem wurde ein neues Element entwickelt und patentiert, welches den Befestigungsflansch – neben den Schrauben – zusätzlich verbindet und zugleich die Montage erleichtert. Neben den längeren Schrauben, der Beschichtung und dem neuen Spannelement führte die Konstruktion zum Teil andere Werkstoffe ein. Der erste Verbesserungsansatz sah vor, „nur“ die Prüfprozesse zu verändern: Die Schraubverbindungen sollten mit einem elektronischen Messschlüssel vom Typ ST-Wrench nachgezogen werden. Stattdessen wurde aber der Fertigungsprozess optimiert, und zwar mit einem gesteuerten Hochmomentschrauber des Typs Tensor Revo von Atlas Copco Tools. „Hintergrund für uns war, dass wir den Bedienereinfluss reduzieren, reproduzierbare Anzugswerte erhalten und auch die Möglichkeit der Dokumentation nutzen wollten“, führt der Konstrukteur weiter aus.
Qualität und Ergonomie optimiert
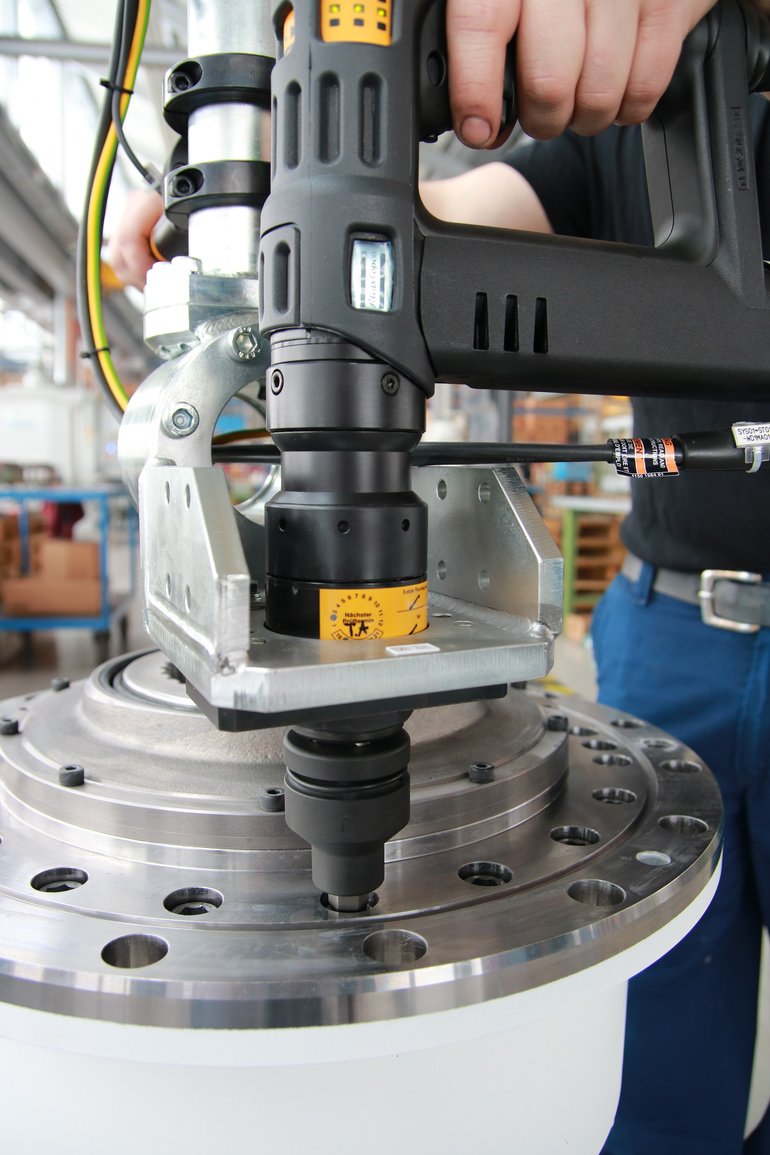
Nach einigen Testwochen stellte sich heraus, dass die Verschraubungsqualität gestiegen war. Jedoch war es weiterhin eine ergonomische Herausforderung für die Mitarbeiter, den Hochmomentschrauber jeweils aufzusetzen, den Gegenhalter zu platzieren und dabei trotzdem eine vernünftige Montagezeit einzuhalten. Atlas-Copco-Berater Frank Thies schlug dann vor, das Werkzeug in einen Articulated Arm einzuspannen. Damit werden die Kräfte über die Mechanik des flexiblen Drehmomentarms abgeleitet, der zugleich das Werkzeuggewicht aufnimmt. Der Monteur kann sich komplett auf den Schraubprozess konzentrieren. Bei der für Rollstar umgesetzten Lösung wurde in den Articulated Arm ein Tensor-Revo-Werkzeug fixiert (Typenbezeichnung: Tensor ETP ST101–750–25-F). Der Schrauber ist für Drehmomente von 220 bis 750 Nm ausgelegt. Das System wurde gleich zweimal identisch aufgebaut, um keine Engpässe in der Produktion hinnehmen zu müssen.
Produktion wird nach Lean-Aspekten organisiert
Eine Besonderheit der beiden Articulated Arms in Egliswil ist, dass sie mobil sein mussten und nicht, wie sonst üblich, im Betonboden verankert oder an einer festen Säule in der Halle fixiert werden sollten. „Wir sind gerade dabei, unsere Montage nach Lean-Gesichtspunkten umzugestalten“, erklärt Michael Wacker, Projektleiter bei Rollstar. „Da diese Planungen aber noch nicht abgeschlossen sind, wollten wir mit den Montagestationen für unsere Planetengetriebe erst mal flexibel bleiben.“ Spricht es und nimmt sich einen elektrischen Hubwagen, um einen der beiden Articulated Arms samt Schraubtechnik für die nächsten Getriebe an eine andere Stelle zu fahren. Bevor die neue Schraubtechnik eingeführt wurde, waren einige Kollegen des Montageteams nach Deutschland gefahren, um sich eine Referenzanlage von Atlas Copco anzuschauen. „Wir wollten schon alle Kollegen mitnehmen und ihre Einschätzung wissen“, betont Wacker. Diese Vorgehensweise hat sicher dazu beigetragen, dass die Montagemitarbeiter die neue Technik sofort akzeptierten. Nicht zu reden von den ergonomischen Vorteilen: Der früher verwendete Impulsschrauber des Typs EP 25 PTX wog mehrere Kilogramm. Die Monteure mussten das Werkzeug auf 20 Schrauben pro Getriebe aufsetzen, wobei in diesem Prozess bis zu zwölf Getriebeeinheiten in Serie montiert werden. „Das hat mir die Muckibude erspart“, nimmt es Monteur Michael Buchmann locker, der seit 2009 bei Rollstar ist. Anschließend wurde jede Schraube mit dem Knickschlüssel auf das vorgeschriebene Drehmoment endangezogen. Heute führen Buchmann und seine Montage-Kollegen den in die Handlingvorrichtung eingespannten Tensorschrauber zu den Schraubstellen, setzen ihn auf die M16-Schrauben auf, betätigen den Starter, und das Schraubsystem zieht mit 220 Nm unter Überwachung eines vorgegebenen Drehwinkel-Fensters jede Schraube fest. Sollte bei einer Schraube das Gewinde fressen, stoppt der Schrauber, und die Steuerung sowie die Signalampel melden „nicht in Ordnung“.
Spannelemente reduzieren Setzerscheinungen
Buchmann wechselt dann die Schraube – oder zieht bei wiederholten Fehlern einen Kollegen zurate. Erst wenn die Steuerung die vorgegebene Anzahl Schrauben gezählt hat, gibt sie das Werkstück für den nachfolgenden Prozess frei. „Mit dem neuen Schraubsystem konnte die Streuung der Klemmkräfte reduziert werden“, bestätigt Michael Wacker, der die Parametersätze für diese Station selbst programmiert hat. Atlas Copco hatte ihn und seine Kollegen von Rollstar auf die neue Technik geschult; die ausgebildeten Mitarbeiter gaben ihre Kenntnisse intern weiter. Heute können sieben Monteure mit dieser Schraubstation umgehen. Über einen Wartungsvertrag hat man gleich sichergestellt, dass die Messwertgeber in den Schraubern immer richtig kalibriert sind und die Werkzeuge also dauerhaft wiederholgenau arbeiten.
Software gibt Überblick in Echtzeit
„Inzwischen haben wir auch die Tools-Net-4000-Software von Atlas Copco angeschafft und uns nach den ersten montierten Getrieben vergewissert, dass die Drehmomente und Drehwinkel stimmen“, sagt Wacker. Derzeit nutzt Rollstar die Software vorrangig, um alle Schraubergebnisse zu speichern. Demnächst will man einen Barcode-Scan integrieren, über den der Mitarbeiter das Aggregat identifiziert und den Prozess startet. Atlas-Copco-Berater Frank Thies ergänzt, dass über Tools-Net auch eine Analyse des Schraubprozesses möglich sei: „Damit können Sie etwaige Fehler in Schraubenlosen schneller finden oder auch ein engeres Toleranzfenster setzen und so den Prozess weiter optimieren“, wendet er sich an die Herren Wacker und Rauch, die diese Information interessiert aufnehmen. Denn nach und nach wollen sie alle 80 bis 140 Schrauben an dieser Serie an Planetengetrieben sowie später alle Schrauben an allen Produkten klassifizieren. Gegebenenfalls werden dann die Konstruktionen sowie Werkzeugtechnologie und Schraubstrategien angepasst. Außerdem sollen in Kürze Ultraschallmessungen weiteren Aufschluss über das Setzverhalten geben, woraufhin möglicherweise eine definierte Anziehreihenfolge vorgegeben werden könnte. „In jedem Fall wollen wir alles tun, um unsere Prozesse so sicher wie nur irgend möglich im Griff zu haben“, betonen Rauch und Wacker. jg
Details zu den Getrieben von Rollstar:









{kind=link}