


Ob Leichtbau oder nicht, diese Frage stellt sich ein Ingenieur eigentlich nicht. Für uns ist es die Natur, ein Bauteil aus so wenig Material und so leicht wie möglich zu fertigen“, sagt Christoph Wagener, Leiter Forschung und Produktentwicklung des Strukturteil-Zulieferers Kirchhoff Automotive. Vor wenigen Jahren wurde der Leichtbau noch als wichtige Säule im Automobilbau der Zukunft gesehen – dann schlug die E-Mobilität ein wie eine Bombe: Die als grüne Speerspitze angesehenen Fahrzeuge trugen gerne eine halbe Tonne Akku unter dem Boden. Es schien, als würden die zuvor im Verbrenner mühevoll eigesparten Kilos nun völlig irrelevant. Das dem nicht ganz so ist, im Kern aber stimmt, erklärt Wagener anhand der hohen Effizienz der aktuellen Motoren, E-Antrieb wie Verbrenner: 100 kg Gewichtseinsparung würden bei Diesel und Benzin etwa 0,12 bis 0,16 l auf 100 km sparen, beim E-Auto blieben 0,46 kWh mehr im Akku. Da solche immensen Gewichtseinsparungen jedoch sehr aufwendig sind, sieht Wagenerr die Ziele des künftigen Leichtbaus nicht mehr allein in der CO2-Reduktion, sondern verstärkt auch in der Schonung von Ressourcen durch weniger Materialeinsatz, wodurch wiederum auch andere Bauteile wie Achsen schlanker gebaut werden können. Eine größere Fahrzeugmasse ist zudem im Crashfall nachteilig, da mehr Energie abgebaut werden muss. „Somit wird in Zukunft der Fokus noch stärker auf einem kostengünstigen, ganzheitlichen und systemischen Leichtbau liegen“, prognostiziert Wagener. „Durch Dinge wie den Digital Twin sind die Konzepte heute zudem besser zu verkaufen, da der Nutzen in einem komplexen System wesentlich schneller erkennbar ist.“
Digitales Presswerk
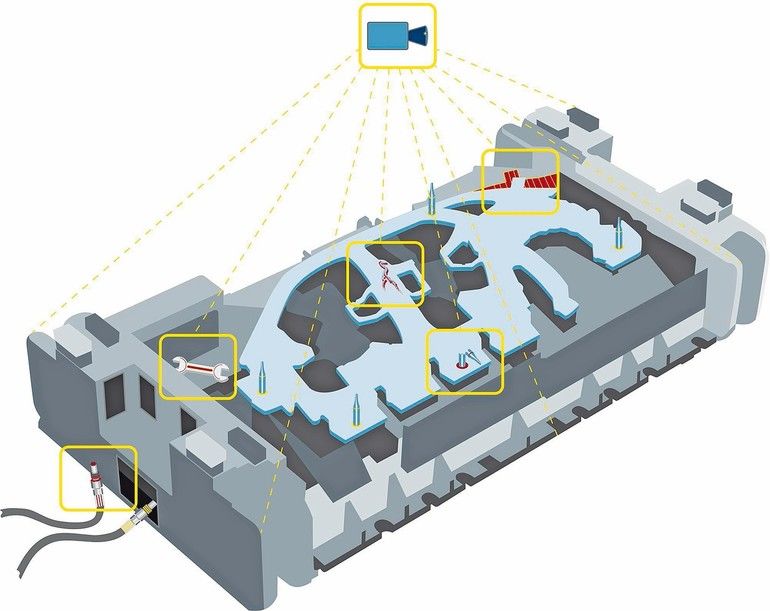
Um entsprechende Modelle aber sauber entwickeln zu können, bedarf es einem aktuellen und umfassenden Datensatz direkt aus der Produktion. „Richtig eingesetzt, hat das industrielle Internet der Dinge positiven Einfluss auf das Wachstum, die Wettbewerbsfähigkeit und die Zukunftsfähigkeit von Unternehmen“, sagt Tobias Schwarz, Leiter des Bereichs Technology bei Pressenhersteller Schuler. „Vor fünf Jahren hätte kein OEM seine Daten nach außen gegeben. Inzwischen wird es aber immer mehr Firmen bewusst, dass dadurch ein Mehrwert generiert werden kann. Viele sind daher bereit, ihre digitalen Schätze zu teilen, wenn dafür die Produktion sauber läuft.“ Auch im Prozess selbst optimiert man bei Schuler, um den Anforderungen der Nachhaltigkeit gerecht zu werden, etwa durch weniger Ausschuss: Ein vergessener Schraubenschlüssel im Werkzeug ist der Alptraum jedes Pressenbedieners. Läuft die Maschine jetzt an, sind Schäden an Werkzeug und Bauteil die unweigerliche Folge. Ein solcher kurzer Moment der Unachtsamkeit kann sogar die gesamte Anlage in Mitleidenschaft ziehen. Daher hat Schuler nun ein Überwachungssystem entwickelt, um so etwas zu verhindern. Kameras entdecken dabei nicht nur Fremdkörper oder Stanzreste: Das System prüft auch, ob das Werkzeug korrekt angeschlossen ist und die Rohlinge richtig eingelegt, umgeformt und entnommen wurden. Risse im Bauteil sieht es genauso wie eine mögliche Beschädigung der Zentrier- und Auswerfstifte. Liegt eine Abweichung vor, stoppt die Presse, um Schlimmeres zu verhindern. Um dies zu erkennen, müssen die Kameras vor dem Produktionsstart zunächst Referenzbilder des jeweiligen Werkzeugs machen. Die Bediener markieren dabei sensible Bereiche wie die Zentrier- und Auswerfstifte, die einer besonders genauen Überwachung bedürfen. Die künstliche Intelligenz auf einem separaten Rechner vergleicht im Produktionsprozess dann die aktuellen Fotos in Echtzeit mit dem Ursprungszustand des Werkzeugs und ermöglicht sofort die Einleitung von Gegenmaßnahmen. Die Herausforderung war hierbei die Schnelligkeit, denn die Kontrolle muss bei jedem Pressenhub durchgeführt und die Maschine im Fall des Falles rechtzeitig gestoppt werden. Ein Digitaler Zwilling ist hier derzeit noch nicht angebunden, nach Ansicht der Experten könnte das aber ein weiterer Schritt für die Zukunft sein. „Im intelligenten, voll vernetzten Presswerk der Zukunft ist es möglich, mithilfe von ausgefeilter Sensorik und Aktorik sowie den dadurch gesammelten Daten, sich abzeichnende Stillstände genau vorherzusagen und schon im Vorfeld abzuwenden. Das sichert die Produktivität unserer Kunden, erhöht die Qualität der gefertigten Teile und senkt den Energiebedarf“, so Lothar Gräbener, Direktor Vertrieb bei Schuler Pressen.
Schwankungen im Prozess kompensieren
Patric Winterhalter, Produktmanager Composites bei Schuler sieht ebenfalls einen steigenden Bedarf für Leichtbauanwendungen, Faserverbund stelle dabei eine wichtige Technologie dar: „Aktuell sind die Herausforderungen hier die ineffiziente Materialausnutzung, hohe Ausschussraten und teilweise keine fortlaufende Qualitätssicherung. Zudem sind die Verfahren nur für kleine und mittlere Produktionsvolumen geeignet.“ Notwendig sei daher eine Steigerung der Produktivität und Effizienz. Derzeit wird vor allem mit dem Harzinjektionsverfahren (RTM) gearbeitet, dabei wird die – mit Verschnitt – vorkonfektionierte Faser in eine Form gelegt und diese dann mit Harz ausgespritzt. Dabei staffelt sich die Kostenverteilung eines Bauteils in 50 % Material, 35 % Betrieb und 15 % Investition. Am Aachener Zentrum für integrativen Leichtbau (AZL) der RWTH will man durch das Projekt iComposite 4.0 nun die Kosten insgesamt um 49 bis 64 % reduzieren, Schuler ist einer der Partner. Als Demonstrator wird in einem hybriden Verfahren aus Lang- und Endlosfaser ein Fahrzeugboden mit einer Wandstärke von 2,15 mm hergestellt. Im ersten Schritt werden dabei die Langglasfasern per Roboter auf eine Negativform gespritzt, was für minimalen Verschnitt sorgt. Nicht steuerbar ist hier aber die Faserorientierung, weshalb anschließend bestimmte Bereiche mit Bändern aus Carbon verstärkt werden. Dann erfolgt der gewohnte RTM-Prozess.
Derzeit wird daran gearbeitet, während des Faserspritzens direkt die Ausrichtung der Fasern in Echtzeit zu messen. Der Vergleich mit dem Digitalen Zwilling des Bauteils legt fest, wo genau die Verstärkungsstruktur durch die Carbonbänder angebracht und mit welchen Parametern der RTM-Prozess gefahren werden muss. Diese vorausschauende Qualitätskontrolle wird für jedes einzelne Bauteil direkt im Fertigungsprozess durchgeführt, wodurch zwar jedes Teil minimal individuell wird, die erforderliche Steifigkeit aber immer garantiert gegeben ist. Experimentiert wurde dabei auch mit den Anteilen Glasfaser und Carbon, wobei die Eigenschaften hinsichtlich Torsionssteifigkeit, Biegesteifigkeit und Frontaufprall gleich bleiben mussten. Dabei stellte sich ein hoher Carbon-Anteil als die beste Lösung heraus, obwohl das Material wesentlich teurer ist als die Glasfaser. Im Best-Case wurde das Gewicht im Vergleich zum Referenzteil aus reinem Carbon-Textil-Material von 7,9 auf 7 kg reduziert, die Kosten sanken um 50 %. Denn bislang setzen Hersteller auf Carbonmatten als Ausgangsmaterial, das mit hohen Verlusten zugeschnitten werden muss, fast die Hälfte der teuren Kohlenstofffasern können die Produzenten dabei gar nicht verwenden. Bei iComposite 4.0 wird das benötigte CFK vollständig verbraucht, der Verschnitt beträgt ebenfalls null. Gleichzeitig sinkt die Durchlaufzeit um 40 %, wodurch die Ausbringungsleistung steigt. „Im Serienprozess kämen wir bei 35.000 Bauteilen pro Jahr auf unter 150 € Stückkosten“, so Winterhalter. Weiteres Potenzial zur Reduktion der Werkzeugkosten sehen die Experten in der Verringerung der Werkzeugsteifigkeit, wodurch die RTM-Presse mit bauteilspezifischen Parametern noch mehr Einfluss nehmen könnte.
Ohne Schrauben oder Kleber
Ebenfalls mit hybriden Materialien beschäftigt sich das EU-geförderte Projekt FlexHyJoin: Verschiedene Partner wie Gubesch, das Fraunhofer ILT und Produktentwicklungsspezialist Edag untersuchen hier, wie Hybridbauteile aus thermoplastischen Faserkunststoffverbünden und Metallen erzeugt werden können. Dabei kommen keine zusätzlichen Fügeelemente wie Kleben oder Schrauben zum tragen: Eine Laservorbehandlung sorgt für Mikrokavitäten in der Metalloberfläche, durch diese werden die Werkstoffe anhand lokalem Wärmeeintrag verbunden. Zum Einsatz kommt dafür je nach Geometrie der Bauteile eine Kombination aus Induktions- und Lasertemperierung, die aufgeschmolzene Polymermatrix wird in die ösenförmigen Vertiefungen im Metall gepresst, wodurch dieses mechanisch „verkrallt“ wird. Im Anschluss erfolgt eine zerstörungsfreie Inline-Prüfung via Lock-In-Thermografie. Den Nachweis der Großserientauglichkeit will man anhand einer vollautomatischen Fertigungszelle liefern. Als Versuchsteil dient eine Dachquerstrebe des Fiat Panda, bisher wurden hier die an der Karosserie verschweißbaren Endstücken aus Metall mit dem Carbon-Träger vernietet: „Löcher sind aber eigentlich der Tod für Composite-Materialien, ein besserer und schnell handelbarer Prozess stand aber nicht zur Verfügung – bis jetzt“, so Michael Begert von Edag. „Wir erreichen so 50 MPa Zug- und 20 MPa Schälfestigkeit, was eher für semistrukturelle Bauteile spricht. Die Gewichtseinsparung gegenüber einem reinen Stahlteil beträgt aber 40 %.“
Funktionsintegration, Massereduzierung und Fertigungseffizienz vereinen
Nachhaltigkeit bei Faserverbundwerkstoffen ist auch Thema der Leichtbau-Plattform Forel, wo etwa im Projekt ReLei Recyclingtechnologien zur CFK-Aufbereitung vorangetrieben werden. Dabei entwickelt man eine aufwendige Werkstofftrennung und Sortierung sowie ressourceneffiziente Fertigungsprozesse, um integrative Sandwichstrukturen mit wiederverwerteten Werkstoffen zu ermöglichen. Dabei können vielseitige Einleger zum Einsatz kommen, etwa Vliese oder Organobleche. Letztere sind Faserverbund-Halbzeuge auf thermoplastischer Basis. Diese können in den vom Automobilbau angestrebten kurzen Prozesszeiten thermisch umgeformt werden, was mit regulären duroplastbasierten Verbundwerkstoffen nicht funktioniert. Im ReLei-Projekt arbeitet man mit dem automatisierten Spritzgieß-Fertigungsprozess Schäumformen, wobei der Anteil des Recyclingmaterials bei ca. 80 % liegt. Ein weiteres Projekt des Forel-Netzwerks mit dem Namen FuPro entwickelt einen neuartigen Fertigungsprozess zur Kombination von Organoblechen, Faserverbund-Hohlprofilen und Spritzgießknotenstrukturen. So sollen integrative Mehrkomponentenbauweise mit faserverstärkten Thermoplasten die Punkte Funktionsintegration, Massereduzierung und Fertigungseffizienz vereinen. Als Demonstrator fungiert hier ein Autositz, der so etwa 30 % bzw. 2 kg leichter ist und aus zehn Teilen weniger besteht. „Die Stückkosten sind zwar moderat höher, dafür konnten wir die nötigen Investitionen aber deutlich reduzieren“, versichert Maik Gude, Innhaber der Professur für Leichtbaudesign und Strukturbewertung an der TU Dresden.
Generell sieht auch Gude aber den ganzheitlichen Footprint eines Fahrzeugs als künftiges Argument für den Leichtbau, wobei auch Recycling und Hybridbauteile eine große Rolle spielen werden: „Eine prinzipielle Ablehnung des Leichtbaus sehe ich auch in Zeiten der E-Mobilität nicht, auch dort wird die Thematik gerne gesehen – sie darf aber nicht mehr kosten.“
Mehr Details zu den aktuellen Projekten bietet die Arbeitsgemeinschaft Hybride Leichtbau Technologien des VDMA:
hier.pro/SJYdR









{kind=link}