Um technische Rohteile innerhalb einer Anlage sowohl bearbeiten als auch anschließend palettieren zu können, benötigte ein süddeutscher Hersteller von Antriebstechnik eine Produktionsanlage. Die Leantechnik AG, spezialisiert auf die Produktion präziser und langlebiger Zahnstangengetriebe, entwickelte innerhalb ihrer Produktsparte Leantranspo für diesen Einsatzzweck eine Portalanlage.
Der Autor: Marcus Hirschen, Marketing, Leantechnik
Eine Kombination aus Zuführeinheit und Palettierer – mit dieser Aufgabenstellung wandte sich ein Hersteller von Antriebstechnik aus Süddeutschland an die Oberhausener Leantechnik AG. Es galt, technische Rohteile innerhalb einer Bearbeitungsstation zunächst zu bearbeiten, bevor die in Blister eingebrachten Fertigteile palettiert werden. Für die Bearbeitung werden die Rohteile aus dem Blister in eine entsprechende Station eingebracht, indem sie auf einem Förderband platziert werden. Danach sind die fertigen Teile an gleicher Stelle vom Laufband zu entnehmen und in den Blister zurückzustellen. Die Blister werden schließlich in einem nächsten Schritt palettiert.
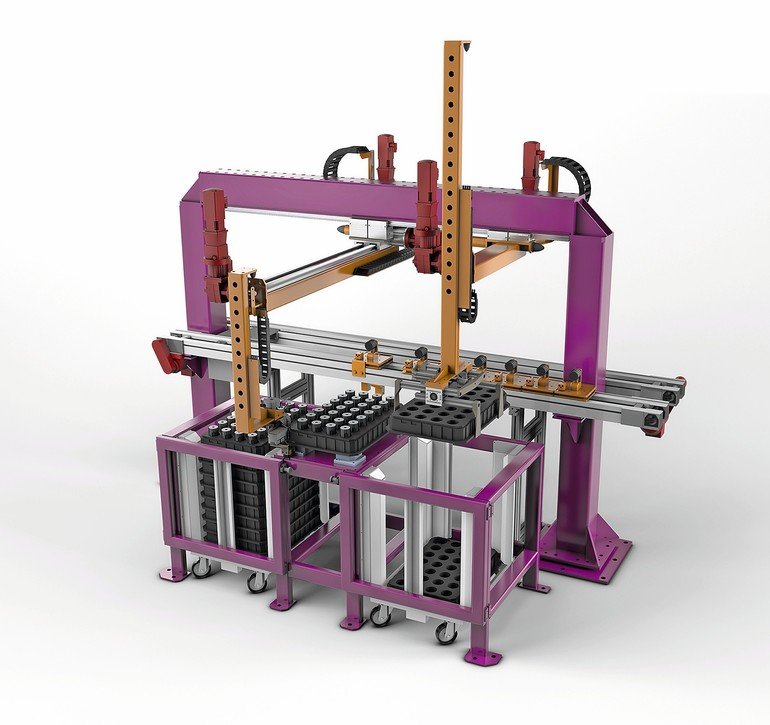
Die zu konzipierende Anlage sah zwei Palettenstellplätze neben der eigentlichen Bearbeitungsstation vor. Auf der linken Palette sind Blister mit den zu verarbeitenden Rohteilen untergebracht, die rechte Palette nimmt später die Blister mit den Fertigteilen auf. Eine Verbauung mit präziser Vermaßung ermöglicht eine exakte manuelle Platzierung der Paletten innerhalb des Portals. Die besondere Herausforderung bei der Entwicklung der Anlage waren für den Getriebespezialisten aus dem Ruhrgebiet die vorgegebenen Taktzeiten.
Bearbeiten und Palettieren im Gleichtakt
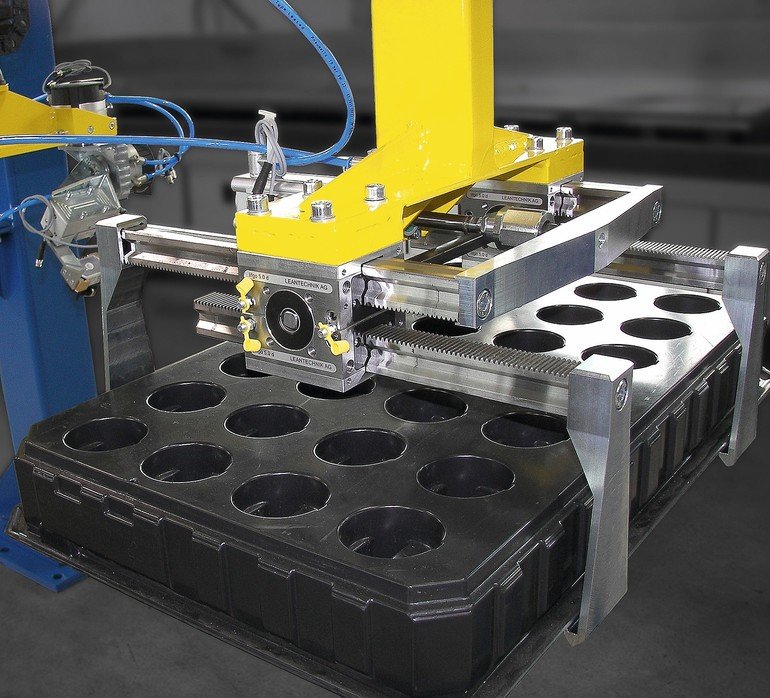
12 s lautete die Anwenderanforderung für den gesamten Prozess. Die Palettiervorrichtung entnimmt zunächst dem linken Stapel ein Blister mit Rohteilen und platziert es zwischen den Palettenstapeln. Für die Bearbeitung wird mithilfe des Greiferarms ein Rohteil aus dem Blister entnommen und auf der Laufbandführung platziert. Nach der Bearbeitung gelangt es auf dem Laufband als Fertigteil zurück zur Ausgangsposition. Jedem platzierten Rohteil folgt somit ein Fertigteil, das dem Band zu entnehmen und zurück in das leere Nest im Blister zu setzen ist. Nach und nach werden auf diese Weise die Rohteile im Blister durch Fertigteile ersetzt.
Neben dem eigentlichen Bearbeitungsprozess gilt es, die Blister mit Roh- und Fertigteilen zu entnehmen und abzustapeln. Dafür wurde ein zeitlicher Puffer von 4 s eingeplant. In dieser Zeit soll die Palettiervorrichtung den mit Fertigteilen gefüllten Blister greifen und auf der rechten Palette abstellen sowie der linken Palette erneut einen Rohteil-Blister zur Platzierung zwischen den Palettenstapeln entnehmen. Wenn die rechte Palette komplett mit Fertigteil-Blistern beladen ist, werden die Stellplätze neu bestückt. Der tatsächliche Transferzyklus beläuft sich schließlich nach Berücksichtigung der Pufferzeiten auf 8 s.
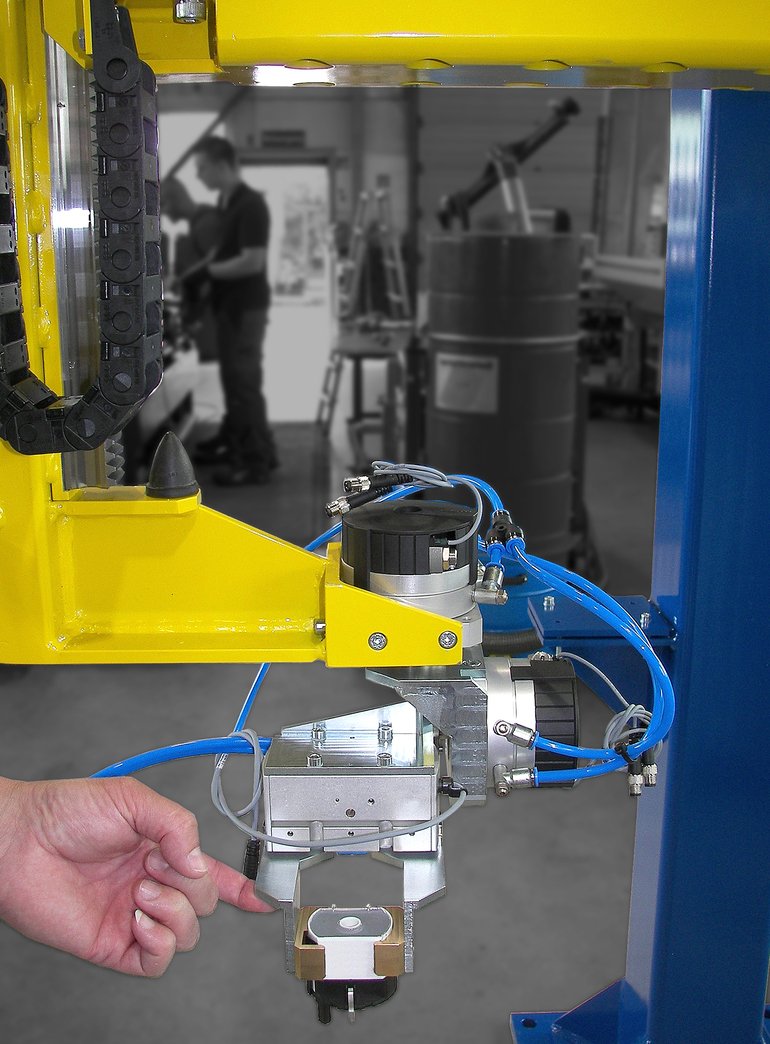
„Für diese komplexe und zeitlich anspruchsvoll getaktete Positionieraufgabe galt es auf unserer Seite, eine entsprechende Lösung zu finden“, erläutert Reinhard Janzen, Geschäftsführer der Leantechnik AG. Die Ingenieure entwickelten dazu eine maßgeschneiderte Portalanlage, die einen 2-Achs-Palettierer und einen 3-Achs-Greifarm miteinander kombiniert. Leantranspo nennt Leantechnik diese Produktsparte innerhalb des Unternehmens, die teil- und funktionsfertige Anlagen auf Basis der robusten und kombinierbaren Zahnstangengetriebe Lifgo und Lean SL umfasst. „Der Vorteil der von uns konstruierten Zuführeinrichtung liegt in dem 3-Achs-Greifarm. Unterstützt durch entsprechende Drehachsen lässt sich damit eine beliebige Bewegung im kubischen Raum ausführen und jede beliebige Position anfahren. Außerdem ist es uns durch Kombination mit dem 2-Achs-Palettierer gelungen, die geforderten Taktzeiten problemlos zu realisieren“, fasst Janzen die Leistungswerte des Portals zusammen, die nach oben noch Luft aufweisen.
Universell einsetzbare Zahnstangen
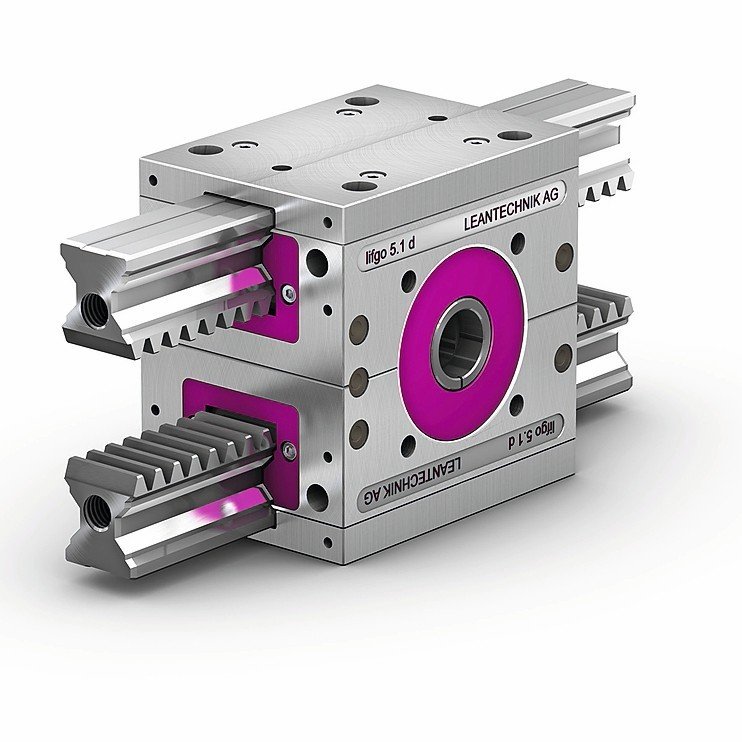
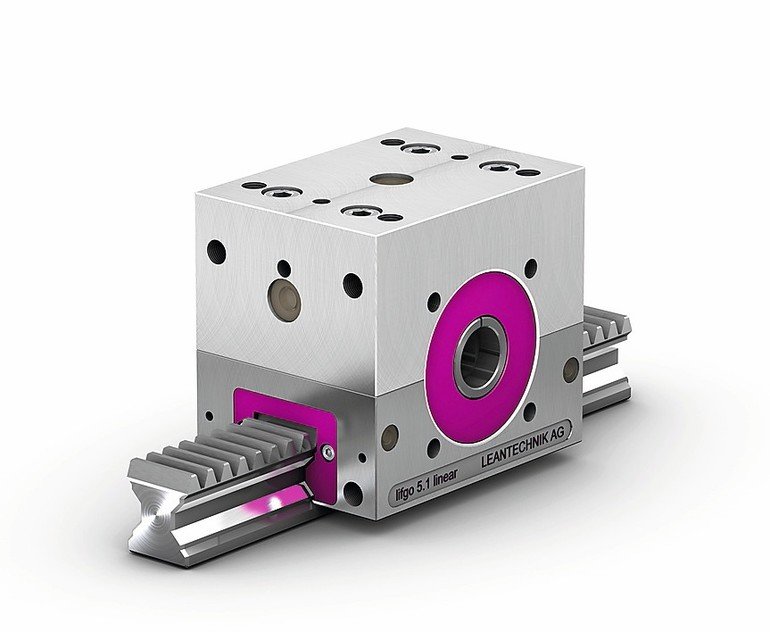
Leistungsstarke Zahnstangengetriebe der Serie Lifgo 5 in den Ausführungen Lifgo linear und Lifgo doppel bilden das Herzstück des Portals. Der Antrieb erfolgt über Servogetriebemotoren mit Absolutwertgebern, die die besonders hohe Positioniergenauigkeit gewährleisten. Jedes Lifgo-Getriebe besitzt ein kompaktes Gehäuse, in dem sich ein Ritzel mit Kugelumlaufführung befindet. Durch diese Führung fährt eine Zahnstange am Ritzel entlang – daher werden die Getriebe auch als Zahnstangengetriebe bezeichnet. Je nachdem, ob die Zahnstange oder das Ritzel angetrieben werden, kommt entweder eine Übersetzung der Bewegung des Ritzels in die Zahnstange oder umgekehrt zustande.
Zahnstange und Gehäuse lassen sich als Heber und Träger von Vorrichtungen verwenden und sind somit flexibel für viele verschiedene Aufgabenstellungen einsetzbar. Der 2-Achs-Palettierer für den Blister-Transfer erhielt zwei Getriebe der Ausführung Lifgo doppel sowie zwei Lineareinheiten der Ausführung Lifgo linear. Die Lifgo-doppel-Getriebe sind mit zwei Zahnstangen ausgestattet, die vom Ritzel im Inneren angetrieben werden und sich beide in die jeweils entgegengesetzte Richtung (x-Achse) bewegen. Durch das Anbringen von Greiferbacken an den Enden der Zahnstangen werden die Doppelgetriebe zu Greifermodulen, die das Greifen der Blister übernehmen.
Die erforderlichen horizontalen und vertikalen Fahrwege (x- und y-Achse) für den Blister-Transfer erledigen Lifgo-linear-Getriebe. Über zwei nebeneinander angebrachte Zahnstangen an der Unterseite des Grundportals verfährt der Ausleger in horizontaler Richtung. Der Antrieb erfolgt auf der hinteren Zahnstange über eine Lifgo-linear-Einheit. Zwei hintereinander positionierte Führungswagen auf der vorderen Zahnstange dienen zur Stabilisierung des Systems. Am vertikalen Greiferarm ist ebenfalls eine Zahnstange angebracht. Sie dient der notwendigen Hubbewegung über ein fixes Linearmodul am Ende des horizontalen Auslegers.
Biegesteif mit hoher Querkraftaufnahme
Die zweite Funktionseinheit innerhalb der anwenderindividuell erstellten Portalanlage stellt der 3-Achs-Greiferarm mit pneumatischem Greifer dar. Dieser erhielt zwei Drehachsen, mit denen sich Positionierbewegungen ausführen lassen. Der Arm bewegt sich horizontal (x-Achse) ebenfalls mithilfe eines Lifgo-linear-Moduls entlang der zwei Zahnstangen an der Portalunterseite. Zur Stabilisierung des Systems wurden ebenfalls zwei Führungswagen auf der zweiten Zahnstange eingesetzt. Sie erhöhen die Biegesteifigkeit der Achse erheblich und neutralisieren die auftretenden Querkräfte, was beim vertikalen Verfahren des Auslegers zum Tragen kam.
Anders als beim 2-Achs-System kann der Ausleger auch über dem Laufband der Anlage in y-Richtung verfahren. Er wurde dazu ebenfalls mit zwei nebeneinander angebrachten Zahnstangen ausgestattet. Zur Aufnahme des Auslegers hat Leantechnik an den Unterseiten der Führungswagen der x-Achse zwei weitere Führungswagen per Distanzstück montiert. Im Zusammenspiel mit einer Lifgo-linear-Einheit sind sie für den vertikalen Verfahrweg des Auslegers verantwortlich. Außerdem wurde beim 3-Achs-System zusätzlich die vertikale Zahnstange (z-Achse) deutlich kürzer als die Stahlträger gewählt, um eine präzise und schwingungsfreie Positionierung zu gewährleisten. Diese Maßnahme erhöht ebenfalls die Biegesteifigkeit und erlaubt eine Anpassung an unterschiedliche Querkräfte.
„Selbst bei hohen Geschwindigkeiten und auftretenden Querkräften arbeitet die Anlage so mit der erforderlichen Positioniergenauigkeit“. Janzen ist mit den Leistungseigenschaften des Portals sehr zufrieden. Ein Höchstmaß an Biegesteifigkeit haben die Spezialisten mit einem ausgeklügelten Stahlbau erreicht, der die entstehenden Querkräfte in der Anlage effektiv neutralisiert. bec
Kontakt

info
Leantechnik AG, Oberhausen
Dirk Gastberg, Vertrieb Innendienst
Tel.: +49 208 49525-19
Detaillierte Informationen zur Produktsparte Leantranspo:
t1p.de/h8rn
Kombinierbares Baukastensystem
Info
Unter dem Produktnamen Leantranspo bietet Leantechnik teil- und funktionsfertige Anlagen für unterschiedliche Positionieraufgaben an. Basis bilden die untereinander und in verschiedenen Baugrößen erhältlichen Lifgo-Zahnstangengetriebe oder die mit runder Zahnstange und Gleitführung arbeitenden Lean-SL-Getriebe. Zusammen mit zusätzlichen Anbauteilen, Motoren und dem entsprechenden Stahlbau konstruiert der Getriebespezialist Anlagen, die hohen Ansprüchen an Hubkraft, Geschwindigkeit und Positioniergenauigkeit genügen. Selbst bei hohen Traglasten erreicht Lifgo 5 eine Hubgeschwindigkeit von bis zu 3 m/s. Die Getriebe zeichnen sich durch eine hohe Querkraftaufnahme und eine lange Lebensdauer aus.
Unsere Webinar-Empfehlung

Antriebstechnik - wenig Platz ist kein Argument. Jetzt Webcast ansehen und mehr erfahren über Lösungsansätze für kleinere – aber leistungsfähige – Komponenten!
Teilen:







{kind=link}