


Höchste Qualität und ein ausgezeichnetes Preis-/Leistungsverhältnis fordert die Automobilindustrie von ihren Zulieferern. Ein deutscher Autohersteller beweist im Gegenzug, daß es sich durch konsequente Automation immer noch rentiert, am Standort Deutschland Motoren zu produzieren.
Der Autor Robert Ruthenberg ist Freier Fachjournalist in Nürnberg und verfaßte diesen Beitrag im Auftrag der Firma Sommer Automatic
Automation „Made in Germany“
Damit die Produktion der neuen V6- und V8-Ottomotoren von Daimler Benz am Standort Deutschland in Bad Cannstatt/Stuttgart erfolgen konnte, mußten Motorenkonstruktion, Fertigung und Montage sowie nicht zuletzt die Arbeitsorganisation der Mitarbeiter den scharfen Wettbewerbsbedingungen angepaßt werden. So ermöglicht z. B. die Motorenkonstruktion, daß beide Motortypen nahezu komplett auf den gleichen Fertigungs- und Montagelinien hergestellt werden können.
In die ca. 600 m lange Montagestraße mit 25 weitgehend entkoppelten vollautomatischen Montagestationen sind 30 Industrieroboter integriert.
Die Fertigungsbereiche des Bad Cannstatter Werkes sind:
Kurbelgehäuseherstellung, Pleuel- und Kurbelwellenproduktion sowie Lagerbrücken- und Zylinderkopffertigung. Die ersten drei Komponenten des Motors werden in der Rumpfmontage zusammengebaut, während die letzteren in der Zylinderkopfmontage integriert werden. Anschließend erfolgt die Endmontage.
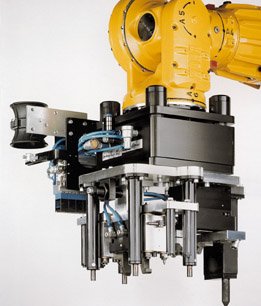
Äußerst anspruchvolle Roboterapplikationen innerhalb der Fertigung sind die Handhabung des Kurbelgehäuses und des Zylinderkopfes:
– Die komplexen Werkstück-Geometrien stellten hohe Anforderungen an die Konstruktion der Greiferwerkzeuge
– Eine hydraulische Klemmung sollte selbsttätiges Schwenken des Kurbelgehäuses nach einem Anlagenstillstand verhindern
– Das 26 kg-Aluminium-Kurbelgehäuse mußte zwischen den einzelnen Bearbeitungsstationen in kürzester Zeit gegriffen, um 270 Grad geschwenkt und wieder in die Originalposition, bzw. zusätzlich noch gedreht, zurückgestellt werden
– Die Späne vom vorhergehenden Bearbeitungszyklus waren auszukübeln
Ermöglicht werden die kurzen Zykluszeiten nicht zuletzt durch die Kombination von schnellen Greif- und Schwenkbewegungen der Großhub-Parallelgreifer mit Schwenkbacken von Sommer-automatic, Straubenhardt.
Der wartungsarme Großhub-Parallelgreifer GH6460 hat nur 0,45 Sekunden Schließzeit, Greifkräfte bis zu 3 180 N, 60 mm Hub pro Backe (Gesamthub 120 mm). Seine solide Konstruktion erlaubt es, selbst schwerste Lasten und/oder Backen sicher zu befestigen und spielarm zu betreiben. Die Wiederholgenauigkeit des Großhub-Parallelgreifers liegt bei +/- 0,05 mm und ermöglicht den gewünschten Automationsvorgang.
Die im Mercedes-Motorenwerk eingesetzten großen Schwenkbacken SB150 haben einen kundenspezifischen Drehwinkel von 270 Grad – die Standardausführung hat 90 sowie 180 Grad – eine Wiederholgenauigkeit von +/-0,01 Grad und sind mit maximal 23 Nm belastbar.
Auf die Greifer kommt es an!
Die Endlagen der Schwenkeinheit werden mittels der vollständig in die Schwenkbacken integrierten speziellen Industriestoßdämpfern von Sommerautomatic äußerst sanft angefahren.
Bei Mercedes Benz werden die Schwenkbacken einmal hydraulisch und zum anderen mittels NC-gesteuertem Getriebemotor und Zahnriemenantrieb bewegt. Sommer-automatic liefert auch pneumatisch angetriebene Schwenkbacken und kann Schwenkwinkel größer/kleiner 90 bzw. 180 Grad realisieren.
Schwierige Teilehandhabung
Um bei der Zylinderkopfaufnahme eine präzise Positioniergenauigkeit zu erreichen, sind die beiden Innengreiferbacken – angetrieben durch einen Parallelgreifer GP420NC mit 40 mm Gesamthub und mit bis zu 2 900 N Greiferkraft – konvex geformt.
Vier Stempel, die nach dem Greifvorgang ausfahren, tragen dazu bei, daß der Zylinderkopf gegen die Parallelgreiferbacken satt hingezogen wird.
Um den Zylinderkopf bei der Aufnahmen/Ablage nicht zu beschädigen, ist zwischen der Werkstückaufnahme und dem Robotergelenk ein Achsausgleichmodul vom Typ XY 220 integriert, das Positionierfehler bis +/- 5 mm kompensiert. Die Ausgleichsbewegungen werden über präzise, kugelgelagerte Führungen realisiert.
Die Zentrierung in die Null-Position erfolgt in X-Y-Richtung über doppeltwirkende Pneumatikzylinder.
Eine äußerst interessante Automationslösung ist die Zylinderkopfmontage:
Zusätzlich zum Werkstückhandling übernehmen die Roboter nach kurzem Werkzeugwechsel auch den Austausch der leeren gegen beladene Werkstückpaletten mit 844 x 1 100 mm Abmaß.
Werkstückpaletten-Handling
Die groß bauende Greiferkonstruktion auf einem Aluminiumprofilgestell für die leeren 10 kg-Werkstückpaletten besteht aus
– zwei Großhub-Parallelgreifer GH6240 mit 0,4 s Schließzeit, 80 mm Hub und 1 275 N Greifkraft
– vier Greiferbacken-Verlängerungen GBV 72, die auf die Großhub-Parallelgreifer abgestimmt sind und die Werkstückpaletten mit einer Wiederholgenauigkeit von +/-0,02 mm sicher handhaben. Gehäuse ebenfalls aus harteloxiertem Aluminium, Führungselemente auch gehärtet und geschliffen
Bei dieser Applikation sitzen die beiden Parallelgreifer mittig zwischen den Greifer-backen-Verlängerungen.
Je nach Anwendung, vor allem wenn die Mitte frei sein muß, lassen sich die Parallelgreifer auch extrem außermittig anordnen.
Hohe Anlagenproduktivität
Mit hinreichend viel Automa-tion werden ebenso die manuellen, V-förmig angeordneten 29 Endmontageplätze unterstützt. Nach der Endmontage der V-Motoren erfolgt im Prüffeld der Motorentest – jeder produzierte Motor wird getestet
Derzeit produziert das neue V-Motorenwerk von Daimler rund 1 100 Motoren/Tag. Diese Kapazität wird aktuell auf 1 750 Motoren/Tag ausgebaut. Die hohe Anlagenproduktivität von K=0,8 erfordert eine Einzelmaschinenverfügbarkeit von über 95 Prozent.
Mit den zuverlässigen Automationskomponenten von Sommerautomatic, Straubenhardt, schaffen Anwender vielfach erst die Basis für solche hohe Gesamtverfügbarkeit.
Das neue Greifer- und Schwenkeinheiten-Auwahl-Programm der Firma. Sommerautomatic bietet dem Anwender drei Suchmöglichkeiten, die für ihn passenden Greifer und Schwenkeinheiten zu finden:
– Suche nach kompletten Produktgruppen wie Winkel-, Parallel-; Dreibackengreifer usw.
– Suche des Produktes zu einer bestimmten Bestell-Nr.
– Selbständige Produktauswahl durch das Programm nach Vorgabe der Kundenkriterien
Teilen:








{kind=link}