




Inhaltsverzeichnis
1. Fundament der kundenindividuellen Produktion
2. Intuitive Programmierung der einzelnen Shuttles
3. Die elektronische Weiche
4. Digitaler Zwilling direkt mit an Bord
5. Technologie mit Potenzial
6. Mehr zu Transportsystemen der Automatisierer
– Beckhoff XTS, B&R Acopostrak, Rockwell iTrak & Co.
Transportsysteme mit unabhängig voneinander steuerbaren Shuttles bieten dem Maschinenbau eine technologische Basis für zukünftige, sehr flexible und damit leistungsfähige Maschinenkonzepte – sowohl bezüglich des mechanischen Grundaufbaus als auch der darauf aufsetzenden Antriebs- und Automatisierungstechnik. Zur SPS IPC Drives 2017 hat B&R mit Acopostrak nun eine weitere, interessante Variante vorgestellt. Diese geht mit Blick auf die in der Industrie 4.0 geforderten adaptiven, also an neue Aufgaben anpassbaren Maschinen einen Schritt über die bereits am Markt verfügbaren Lösungen hinaus. Acopostrak verfügt über eine rein elektronisch arbeitende Weiche. Diese kommt ohne zusätzliche mechanische Teile aus und ermöglicht daher, Warenströme individuell zu verzweigen oder zusammenzuführen. So können einzelne Shuttles zum Beispiel gezielt an unterschiedliche Bearbeitungsstationen geführt werden. Losgröße 1 wird auf diese Weise in einer automatisierten Anlage beherrschbar. Dass B&R mit dem Ansatz nicht ganz falsch liegt, zeigt die Reaktion des Jacobs-Automation-Gründers Keith Jacobs auf LinkedIn. Für Jacobs, einen der Pioniere im Bereich der Transportsysteme mit unabhängig agierenden Shuttles, repräsentiert Acopostrak die zweite Generation der ‚independent mover technology‘.
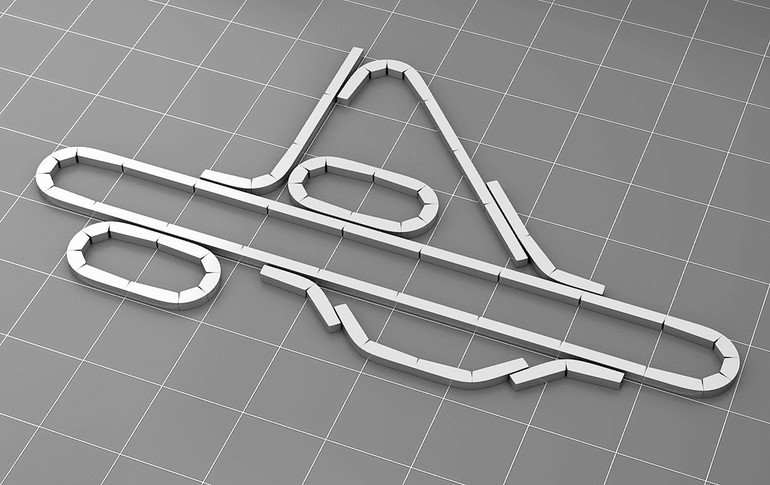
Acopostrak erlaubt den Aufbau beliebig komplexer Tracks mittels vier Grundelementen (Gerade, Übergang in die Kurve links beziehungsweise rechts mit variablem sowie ein Kurvensegment mit konstantem Radius). Laut Spezifikation lassen sich Tracks bis rund 100 m Länge realisieren, auf denen die einzelnen Shuttles mit einer Beschleunigung von bis zu 50 m/s2 Geschwindigkeiten bis 4 m/s erreichen. Der Antrieb erfolgt per Linearmotor mit feststehenden, einzeln ansteuerbaren Spulen in den Tracksegmenten und am Shuttle befestigten, bewegten Magneten.
Fundament der kundenindividuellen Produktion
Mit Blick auf Losgröße 1 bezeichnet Robert Kickinger, Manager Mechatronic Technologies bei B&R, Acopostrak als Antrieb für das Zeitalter der Digitalisierung. „Diese verlässt damit die abstrakten Ebenen der Software und der Cloud und ist nun als konkretes Bauelement für den Maschinenbau verfügbar.“ Entscheidend dabei ist: Mechanik und Automatisierung sind beide gleichermaßen Bestandteil von Acopostrak; mechanische Konstruktion und Automatisierer können damit von Beginn der Produktentwicklung an parallel zusammenarbeiten. Das in der Vergangenheit übliche Nacheinander der Disziplinen – dem mechanischen Grundaufbau folgt die Elektrotechnik und dann die Automatisierung – wird damit aufgebrochen.
Der Mehrwert für den Anwender liegt auf der Hand: Nur auf diese Weise lassen sich flexible und adaptive Maschinen bauen. „Wir erfüllen damit den Traum vieler Konsumgüterhersteller“, ergänzt Markus Sandhöfner, Geschäftsführer von B&R Deutschland. „Maschinen lassen sich nun auch für zukünftige Produkte nutzen – vorhandene Kapazitäten und getätigte Investitionen gehen nicht verloren, wodurch die Kosten drastisch sinken.“
Betrachtet man den Aufbau von Acopostrak, charakterisieren vor allem drei Eigenschaften das Transportsystem:
- Erstens die Art der Programmierung, die das prozesstechnische Denken des Anwenders in den von ihm gewünschten Abläufen unterstützt,
- zweitens die Möglichkeit, mittels der elektronischen Weiche Produktströme bei hoher Geschwindigkeit gezielt trennen und vereinen zu können (was die Realisierung beliebig komplexer Tracks erlaubt) und
- drittens die Möglichkeit, mit der Programmierung direkt auch über den ‚digitalen Zwilling‘ zu verfügen, was entsprechend umfangreiche Chancen hinsichtlich Simulation und Visualisierung des Materialflusses eröffnet.
Intuitive Programmierung der einzelnen Shuttles
Naturgemäß muss für jedes Shuttle des Transportsystems kontinuierlich die Sollposition festgelegt und der Antrieb (hier der ‚Linearmotor‘ über die einzeln ansteuerbaren Spulen in den Tracksegmenten) entsprechend gesteuert werden. Außerdem ist sicherzustellen, dass es nicht zu Kollisionen auf dem Track kommt. „Diese Funktionen jedes Mal aufs Neue zu programmieren, wäre ein immenser Aufwand“, sagt Kickinger. Daher hat B&R die Steuerung der einzelnen Shuttles und die Kollisionsvermeidung fest im System implementiert. Der Anwender muss lediglich den gewünschten Prozess programmieren. Was im Hintergrund passiert, ist eine Trennung in
- eine übergeordnete zentrale und prozessnahe Steuerung per Industrie-PC, die jedes Shuttle kollisionsfrei von einer Station zu beliebig anderen Stationen schicken kann, und
- die dezentrale, segmentweise Steuerung der Antriebsspulen in den einzelnen Tracksegmenten, um die Shuttles entsprechend der Sollwertprofile zu bewegen.
Der Rest erfolgt automatisch: Der zentrale Industrie-PC berechnet aus den vorgegebenen Abläufen die Sollwertprofile und stellt die Kollisionskontrolle sicher und die einzelnen Segmente übernehmen die Antriebssteuerung, indem sie an den Segmentgrenzen die Shuttles übernehmen beziehungsweise übergeben und die Spulen des Linearmotors shuttleindividuell ansteuern. „In jedem Segment steckt dazu in etwa die Rechenleistung eines Mobiltelefons“, fährt Kickinger fort. „Unser Ziel ist, möglichst viele Aufgaben dezentral abzuarbeiten.“ Mit dem zentral steuernden Industrie-PC sind die Segmente übrigens über Powerlink verbunden, was eine Übermittlung der Fahrbefehle in Echtzeit sicherstellt.
„Wir bieten damit eine sehr effiziente Art der prozessoptimierten Programmierung an – vor allem mit Blick auf die mit Acopostrak möglichen, sehr ausgedehnten und komplexen Anlagentopologien“, betont Markus Sandhöfner. Als Maximalzahl nennt B&R derzeit 250 Shuttles, die sich von einem einzigen Industrie-PC aus steuern lassen, was wiederum die Programmierung und auch Wartung des Systems erleichtert. „Parallel mehrere Industrie-PCs und Echtzeitnetzwerke zu synchronisieren, kann nicht die Lösung sein – es geht darum, Netzwerk und Architektur möglichst einfach zu gestalten und die Programmierung möglichst prozessnah umzusetzen.“ Nur auf diese Weise könne der Hersteller seine Maschinen und Anlagen schnell umsetzen und zur Marktreife bringen – und nur so könne der Anwender später seine Fertigung entsprechend flexibel an neue Aufgabenstellungen anpassen.
Welche Leistung das System erbringen kann, macht Sandhöfner mit folgendem Beispiel klar: Geht man von einer Anwendung in der Getränkeindustrie aus, bei der Wasserflaschen mit 0,75 l Inhalt transportiert werden, führt dies bei einem Abstand zwischen den Shuttles von 70 mm (minimal zulässig sind 50 mm) und ‚halber‘ Geschwindigkeit von 2 m/s (maximal möglich sind 4 m/s) pro Stunde zu einem Durchsatz von 102.857 Flaschen entsprechend 77.142,75 l Wasser – bei 2 l pro Tag und Mensch ergäbe sich also binnen einer Stunde ein Vorrat für 38.571 Tage oder mehr als 105 Jahre. Sehr anschaulich ist dazu auch ein Video des Abfüllspezialisten Krones mit dem Titel ‚Bottling on Demand‘, bei dem mit scharfem Auge als Transportsystem Acopostrak zu erkennen ist.
Die elektronische Weiche
Besonders spannend ist natürlich die Frage, wie die Shuttles an einer Weiche den Track wechseln können. Da Acopostrak die Shuttles rein über die Magnetkraft hält, heben sich theoretisch die Haltekräfte in der Weiche selbst gegenseitig auf. Dementsprechend müsste nur der Antrieb von der einen auf die andere Seite ‚umgeschaltet‘ werden – doch basierend auf der elektrischen Antriebstechnik gibt es einen eleganteren Weg, der einen weichen Wechsel erlaubt.
Um die Wirkungsweise zu verstehen, lohnt zunächst ein Blick auf den Effekt der Feldschwächung, den sich die Antriebstechniker bei konventionellen, rotativen Antrieben zunutze machen. „Prinzipiell entsteht eine Gegen-EMK (elektromotorische Kraft), wenn ein mit Permanentmagneten bestückter Rotor im Magnetfeld der Statorspulen gedreht wird“, erläutert Kickinger. Diese steigt mit der Drehzahl und verhindert ab einem bestimmten Punkt, dass der Motor weiter Strom aufnehmen kann. „Diese Gegen-EMK lässt sich aber über eine um 90 Grad phasenversetzte Bestromung im Spulensystem des Motors beeinflussen – sprich reduzieren.“ Dadurch kann der rotative Motor wieder Strom aufnehmen und mehr Moment beziehungsweise Leistung liefern – was zwar die Wicklungen deutlich stärker belastet und erwärmt, kurzfristig aber Sinn macht. Mit anderen Worten: Kurzfristig lässt sich mehr Leistung aus dem Antrieb holen, was typischerweise den Einsatz ‚kleinerer‘ und damit kostengünstigerer Motoren erlaubt.
Diesen Effekt der Feldschwächung nutzen die B&R-Ingenieure nun auch bei der Weichenaktuierung. „Wir können damit gezielt die Anziehungskraft zu einem Motorkamm schwächen, zum anderen stärken – was einen sehr eleganten Wechsel des Tracks ermöglicht“, führt Kickinger weiter aus. „Dieser Weichenmechanismus ist serientauglich implementiert und mit Schutzrechten abgesichert.“ Aufbauend auf der seit vielen Jahren in konventionellen Servoumrichtern genutzten Funktionalität entstand so im Ergebnis die elektronische Weiche. Diese kann zudem mit der Maximalgeschwindigkeit von 4 m/s durchfahren werden. Gesteuert wird der Trackwechsel wieder dezentral auf der Segmentebene.
Digitaler Zwilling direkt mit an Bord
Weichen werden durch die Abbildung des Tracks im Programmiertool Automation Studio berücksichtigt. Der steuernde Industrie-PC kann auf diese Weise die einzelnen Shuttles sicher an das gewünschte Ziel bringen und den jeweiligen Segmenten den Auftrag für den Spurwechsel geben. Diese Art der Programmierung kann der Anwender darüber hinaus nutzen, um Simulationen des Materialflusses durchzuführen. Hintergrund ist, dass mit der Programmierung bereits der sogenannte ‚digitale Zwilling‘ zur Verfügung steht. Das Plus dabei: Simulationen geben bereits vor dem Aufbau des realen Tracks Auskunft darüber, ob sich die Prozessabläufe wie vorgesehen umsetzen lassen. Anders formuliert: Tauchen in der Simulation Probleme auf, lassen sich diese ohne großen Aufwand beseitigen, so dass die folgende Inbetriebnahme weitestgehend reibungsfrei erfolgen kann.
Simulationen sind zudem das Mittel der Wahl, wenn im Verlaufe des späteren Produktiveinsatzes neue Produkte gefertigt werden sollen. Der Anwender kann dann wiederum zunächst ‚virtuell‘ planen und testen, bevor die neue Programmierung unter realen Bedingungen zum Einsatz kommt.
Technologie mit Potenzial
Dem Maschinenbau eröffnet Acopostrak aufgrund der genannten Eigenschaften eine Reihe von Möglichkeiten, den Materialfluss in und zwischen Maschinen und Anlagenteilen flexibel umzusetzen, nicht zuletzt durch leicht realisierbare zusätzliche Stationen an beliebigen Stellen des Tracks, Ergänzungen um Bypass-Strecken sowie durch standardisierte Schnittstellen, die eine Anpassung der Fertigung erleichtern. „Bestehende Maschinen lassen sich auf diese Weise um Prozesse erweitern, so dass auch neue Produkte mit den bereits vorhandenen Anlagen gebaut werden können“, so Markus Sandhöfner abschließend. „Acopostrak lässt sich schnell anpassen, ohne die Programmierung von Grund auf ändern zu müssen – daher sprechen wir auch von ‚Enabling the adaptive Machine‘.“
Mehr zu Transportsystemen der Automatisierer
– Beckhoff XTS, B&R Acopostrak, Rockwell iTrak & Co.
Weitere Details zu Acopostrak:
hier.pro/4rzPa









{kind=link}