



KEM Konstruktion: Wieso haben Sie Ihr Artificial-Intelligence (AI)-Know-how in einer Marke gebündelt?
Hartmut Pütz: Der Bereich Künstliche Intelligenz im weitesten Sinne ist eine strategische Initiative von uns. Das Thema wird mit Hochdruck konzernweit als zentrale Technologie entwickelt, die geschäftsbereichsübergreifend vermarktet wird. Dies geschieht übrigens auch mit Basistechnologien wie unseren Steuerungen, die ebenfalls in verschiedenen Geschäftsbereichen zum Einsatz kommen. Nun ist das Thema Künstliche Intelligenz von so großer strategischer Bedeutung für Mitsubishi Electric, das wir unsere Entwicklungen im Bereich Künstlicher Intelligenz auch leicht verständlich kommunizieren möchten und sie daher in Form einer Marke konsolidiert haben. Damit stellen wir in den Vordergrund, dass Mitsubishi Electric bei diesem wichtigen Thema strategisch auch in Richtung Lösungs- und Produktentwicklungen unterwegs ist. Ansonsten besteht die Gefahr, dass KI-Technologien in unserem sehr umfangreichen und diversifizierten Portfolio untergehen.
KEM Konstruktion: Wird es künftig eigene Maisart-Produkte geben oder ist Maisart dann eine Art Logo für „AI-inside“ wie Intel inside?
Pütz: Hinter Maisart verbirgt sich tatsächlich eine physische Entwicklung, das heißt ein Produkt mit dem Markennamen Maisart. Dieses Produkt soll Schritt für Schritt in die unterschiedlichsten Bereiche implementiert werden. Und es ist durchaus vorstellbar, dass wir an den Punkt kommen, an dem wir sagen, in den Produkten in denen die Maisart-Technologie verbaut ist, verwenden wir eine Art Logo á la „Maisart Inside“. Einfach um herauszustellen, dass es unterschiedliche Produktklassen gibt. Lösungen, bei denen wir keine Künstliche Intelligenz implementiert haben und auf der anderen Seite solche, in denen wir KI-Technologien nutzen. Grundsätzlich ist das weitere Vorgehen bei diesem Thema jedoch noch völlig offen.
KEM Konstruktion: Steckt hinter Maisart eine im eigenen Haus entwickelte Technologie? Oder wurde die AI-Technologie in Kooperationen beispielsweise mit Forschungsinstituten beziehungsweise Universitäten entwickelt?
Pütz: Unsere Strategie ist es, Basistechnologien so weit wie möglich selber zu entwickeln. Und das ist auch bei Maisart der Fall. Dafür unterhalten wir ein globales Netzwerk von Forschungs- und Entwicklungszentren, in Japan, Europa und den USA. Natürlich arbeiten diese Zentren lokal mit Partnern, Universitäten und Instituten zusammen, so dass hier ein großer Wissenspool besteht und viele unterschiedliche Synergien genutzt werden können.
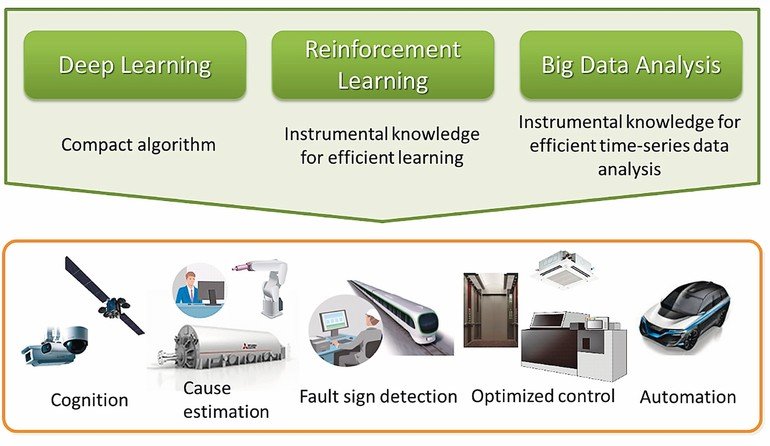
KEM Konstruktion: Technisch betrachtet liegen ja die Schwerpunkte von Maisart auf 3 Säulen: Deep Learning, Reinforcement Learning und Big Data Analysis. Wo sind hier die Unterschiede?
Pütz: Bei diesen drei Säulen handelt es sich um unterschiedliche Themen. Fangen wir mit der Big Data Analysis an. In diesem Bereich haben wir Ende letzten Jahres unsere MELIPC-Serie für Anwendungen zur Fertigungsautomatisierungssteuerung (FA) und für Edge Computing vorgestellt. Gleichzeitig dienen diese Geräte zur Real Time Data Analysis. Big Data Analysis oder Echtzeitdatenanalyse gehört im erweiterten Sinn in den Bereich Künstliche Intelligenz. Das heißt, die Echtzeitdatenanalyse oder Big Data Analysis verwendet Künstliche-Intelligenz (KI)-Technologien, um größere Datenmengen entweder offline oder in Echtzeit effizienter analysieren zu können – und mehr noch gleichzeitig auch Schlüsse aus den Daten ziehen zu können. Ein typischer Anwendungsfall ist zum Beispiel Predictive Maintenance.
Über die entsprechende Sensorik können wir zum Beispiel unterschiedliche Maschinenzustände in Echtzeit aufnehmen und dann mittels Künstliche-Intelligenz (KI)-Technologie, also in unserem Fall mithilfe von Maisart, den aktuellen Maschinenzustand erkennen und daraus dann Handlungsempfehlungen für den Maschinenbetreiber ableiten. Die Bereiche Reinforcement und Deep Learning sind im Grunde genommen Untermengen des Oberbegriffs Künstliche Intelligenz. Dabei handelt es sich um unterschiedliche Algorithmen, die in unterschiedlicher Präzision oder Ausprägung Daten, Maschinenzustände oder generell Situationen analysieren können. Wenn wir den Deep-Learning-Algorithmus betrachten, ist er von der Intensität, mit der die Daten bearbeitet werden, sicher am Weitesten fortgeschritten. Reinforcement Learning ist eine Ebene, je nach Perspektive, oberhalb oder unterhalb des Deep Learning. Das heißt, der zugrundeliegende Algorithmus geht nicht so ins Detail wie ein Deep-Learning-Algorithmus.
Unser Deep-Learning-Ansatz beinhaltet einen Machine-Learning-Algorithmus der neurale Netzwerke kompakter und effizienter simuliert, indem dieser nur auf die wahrscheinlichsten und relevantesten Möglichkeiten für die jeweilige Anwendung fokussiert ist, anstelle alle Möglichkeiten zu evaluieren.
KEM Konstruktion: Ein Einsatzfeld für die Big Data Analysis ist Predictive Maintenance, also die vorausschauende Wartung. Wo werden Technologien wie das Reinforcement Learning und Deep Learning eingesetzt?
Pütz: Ein Ausgangspunkt für Deep Learning, und damit letztendlich auch für Maisart, war unter anderem eine automatisierte 3D-Mapping-Technologie für das Autonome Fahren. Diese verwendet Künstliche Intelligenz, um schneller präzise dynamische dreidimensionale Karten zu erstellen und zu aktualisieren, was für das sichere Autonome Fahren von elementarer Bedeutung ist. Und im Bereich Fabrikautomatisierung ist ein Anwendungsfall für Deep-Learning-Algorithmen die Robotik. Mitsubishi Electric geht hier einen anderen Weg als viele Marktbegleiter. Zum Beispiel im Bereich der „Pick-and-Place“-Anwendungen. Hier erreichen wir mit dem Einsatz von Künstlicher Intelligenz eine wesentlich höhere Produktivität. Diese ermöglicht durch einen eigenständigen Lernprozess eine extreme Effizienz beim Greifen sich bewegender und verschiedenster geformter Objekte. Das ist ein klassischer Anwendungsfall von Deep-Learning-Algorithmen.
KEM Konstruktion: Maisart umfasst auch die im Jahr 2016 angekündigte „small-memory, compact AI“: Was genau zeichnet sie aus? Worauf zielt diese Lösung ab?
Pütz: Die compact AI ist die Implementierung von KI-Technologien mit Algorithmen unterschiedlicher Ausprägung. Sei es jetzt das Reinforcement oder Deep Learning. Das Ganze aber implementiert auf einem Chip. Der Vorteil: wir brauchen für unsere Künstliche-Intelligenz-Fähigkeit keine Serverfarm mehr. Natürlich gibt es Grenzen, denn die Rechenleistung eines Chips ist mit der Rechenleistung einer Serverfarm natürlich nicht zu vergleichen. Aber es gibt genügend Anwendungen, bei denen diese Leistung vollkommen ausreicht, etwa um in der Fabrik einen lokalen Anlagenteil intelligenter zu gestalten.
KEM Konstruktion: Wird compact AI nur von Mitsubishi verwendet oder steht die Lösung auch anderen Unternehmen in Lizenz zur Verfügung?
Pütz: Grundsätzlich sind wir mit dem Thema Maisart und compact AI noch am Anfang. Wenn wir aber unsere Strategie in anderen Bereichen betrachten, dann ist es durchaus denkbar, dass wir die compact AI in Zukunft auch lizensieren werden. Aber so weit, uns darüber Gedanken zu machen, sind wir noch nicht. Traditionell gehen wir so vor, dass wir die von uns entwickelten Basistechnologien – ein Beispiel ist das Powermodul IGBT – später auch unseren Wettbewerbern verfügbar machen. Eine ähnliche Strategie will ich bezüglich Maisart nicht ausschließen.
KEM Konstruktion: Wo sehen Sie bevorzugte Einsatzbereiche für Maisart im industriellen Umfeld?
Pütz: Im industriellen Umfeld überall da, wo Daten entstehen, die bei richtiger Analyse Rückschlüsse auf Maschinenzustände geben können. Und auf deren Basis sich dann Handlungsempfehlungen ableiten lassen. Wie erwähnt, wäre die Optimierung einer kompletten Anlage oder einer Fertigungslinie zum heutigen Zeitpunkt zu komplex für unsere Maisart AI, allerdings können wir damit beispielsweise einen kritischen Anlagenteil optimieren. Hier arbeiten wir nach dem japanischen Kaizen-Ansatz, der für schrittweise Verbesserung und Perfektionierung steht. Das Große und Ganze vor Augen wird nach jedem Schritt reflektiert, ob die Richtung noch stimmt oder angepasst werden muss. Einen ähnlichen Ansatz fahren wir mit der compact AI: Sinn macht es, mit Big Data Analytics unter Einsatz von Künstlicher Intelligenz in einem überschaubaren Rahmen zu starten, um sie dann sukzessive auf die gesamte Fabrik auszurollen. Das gleiche sehen Sie zum Beispiel auch, wenn Sie sich das Thema Real Time Data Analysis und Edge Computing anschauen. Dank Edge Computing können voranalysierte beziehungsweise voroptimierte Daten an übergeordnete Systeme weitergeleitet werden. Somit werden Rechnerleistung und Kosten minimiert.
KEM Konstruktion: Wo wird es erste KI-integrierte Produkte geben?
Pütz: Ein Raumklimagerät mit simplerer AI ist bereits in Japan auf dem Markt. Im industriellen Umfeld ist sicherlich der Bereich der Robotik das wichtigste Anwendungsgebiet der Maisart-Technologie. Beispielsweise aber auch für industrielle Steuerungen, wie eine CNC- und SPS-Steuerung. Dabei geht es darum, in wie weit wir durch Einsatz von der Maisart-Technologie existierende Control-Algorithmen automatisch anpassen können aufgrund eines veränderten Anlagenteilzustands. Das bedeutet, dass wir die Daten die in der Sensorik entstehen aufnehmen, mithilfe unseres Deep-Learning-Algorithmus’ analysieren und auf Grundlage dieser Analyse den Steuerungsalgorithmus für einen bestimmten Anlagenteil automatisch korrigieren. Bis dato wird ein Steuerungsalgorithmus geschrieben, der dann stabil bleibt. Ändert sich in diesem Fall der Maschinenzustand, lässt sich die Maschine nicht in eine optimale bzw. optimierte Situation fahren. Eine dynamische Anpassung wäre so ein denkbarer und typischer Anwendungsfall für unsere compact AI.
KEM Konstruktion: Wie passt Maisart in die e-Factory-Initiative? Könnte es im Rahmen der Initiative dennoch weitere Kooperationen mit AI-Firmen geben (etwa IBM Watson usw.)?
Pütz: Die e-Factory-Strategie wurde genau aus dem Grund ins Leben gerufen, weil die industrielle Automation mittlerweile oft so komplex ist, dass ein Unternehmen allein dies nicht mehr abbilden kann. Ein typisches Beispiel ist IBMs Watson, mit dem wir zusammen bereits erfolgreich Pilotapplikationen entwickelt haben. Das heißt, die e-Factory-Strategie zielt darauf ab, dem Kunden eine Lösung anbieten zu können, die genau dem entspricht, was er benötigt. Dazu haben wir im Rahmen e-Factory-Initiative strategische Partnerschaften mit IBM, SAP, Oracle und vielen anderen geschlossen. Wir denken derzeit auch im Bereich der Vision-Systeme über den Einsatz von Künstlicher Intelligenz nach. In der Qualitätssicherung vergleichen Vision-Systeme ja letztendlich ein aktuelles Bild mit einem Masterbild. Stimmen beide überein, ist das Teil gut. Hierbei ist eine gewaltige Rechenleistung im Hintergrund erforderlich, denn man muss jeden einzelnen Pixel beider Bilder miteinander vergleichen. Der Einsatz von Künstlicher Intelligenz selbstlernender Algorithmen könnte diesen Bild-Bild-Vergleich schneller und exakter zu machen.
KEM Konstruktion: Was kann Mitsubishi in Sachen Künstliche Intelligenz besser als KI-Größen aus dem IT-Umfeld wie Google und IBM?
Pütz: Es ist schwierig zu sagen, was wir besser oder schlechter können. Wir gehen die Dinge anders an. Wir könnten im Bereich der komplexen KI-Anwendung nicht, was zum Beispiel IBMs Watson kann. Das wollen wir aber auch nicht. Daher arbeiten wir im Rahmen der e-Factory-Initiative mit diesen Unternehmen zusammen. Wir sind Automatisierungsexperten und ermöglichen es, Künstliche Intelligenz lokal einsatzfähig zu machen. Von daher haben Mitsubishi Electric und die genannten Unternehmen völlig unterschiedliche Ansätze.
https://eu3a.mitsubishielectric.com
Details zu KI-Aktivitäten von Mitsubishi Electric:
hier.pro/HgOYb
„Wir können AI-Algorithmen auf einem Mini-Chip verkleinern und damit KI lokal zur Verfügung stellen.“
 Hartmut Pütz, President Factory Automation – European Business Group, Mitsubishi Electric Europe B.V.
Hartmut Pütz, President Factory Automation – European Business Group, Mitsubishi Electric Europe B.V.Stefan Telaar/Konradin Mediengruppe
„Ein typischer Anwendungsfall für KI-Technologien ist etwa Predictive Maintenance.“
 Hartmut Pütz, President Factory Automation – European Business Group, Mitsubishi Electric Europe B.V.
Hartmut Pütz, President Factory Automation – European Business Group, Mitsubishi Electric Europe B.V.Bild: Stefan Telaar/Konradin Mediengruppe
„Unsere compact AI ist die Implementierung von KI-Technologien auf einen Chip.“
 Hartmut Pütz, President Factory Automation – European Business Group, Mitsubishi Electric Europe B.V.
Hartmut Pütz, President Factory Automation – European Business Group, Mitsubishi Electric Europe B.V.Bild: Stefan Telaar/Konradin Mediengruppe
info
Mitsubishi vereint KI unter der Marke Maisart
Mit seiner Marke „Maisart“ bildet Mitsubishi Electric die Bandbreite seiner künstlichen Intelligenz (KI)-Technologien ab. „Maisart“ ist die Abkürzung für „Mitsubishi Electric‘s AI creates the State-of-the Art in technology“ und steht für den Beitrag, den Mitsubishi Electrics KI in der Entwicklung moderner Technologie leistet. Unter dem Unternehmensgrundsatz „Original AI technology makes everything smart“ (KI-Technologie macht alles „smart“) nutzt das Unternehmen eigene KI-Technologie und Edge Computing, um intelligentere Produkte und höhere Sicherheit, Benutzerfreundlichkeit und mehr Komfort im Alltag zu schaffen. Es wird erwartet, dass die neue Marke im Bereich der künstlichen Intelligenz eine höhere Aufmerksamkeit für die Initiativen des Unternehmens schafft und einen vielseitigen Einsatz in verschiedenen Geschäftsfeldern, darunter auch in der Informationsverarbeitung, erzielt. Der weltweite Markt für KI hatte im Jahr 2015 einen geschätzten Wert von 35 Milliarden US-Dollar (ca. 29,2 Milliarden Euro). Laut Ernst & Young Institute Co., Ltd. ist mit einem jährlichen Wachstum von durchschnittlich 30 Prozent zu rechnen. Der Schwerpunkt der originalen KI-Technologien von Mitsubishi Electric liegt auf kompakten Deep Learning-Algorithmen und maßgeblichem Know-how im Hinblick auf effizientes Reinforcement Learning und leistungsstarke Big-Data-Zeitreihenanalysen.









{kind=link}