


Müssen Bauteile aus unterschiedlichen Werkstoffen verbunden und wärmebehandelt werden, befinden sich am Bauteil mehrere Lötstellen oder sind lokaler Verzug oder Überhitzung unzulässig, dann treten kombinierte Hochtemperatur-Wärmebehandlungsprozesse auf den Plan. Damit gehören Fremdeinschlüsse, Poren und Lunker der Vergangenheit an und Oxidation wird vermieden.
Hartlöten hat bei der Härterei Gerster neben verschiedenen anderen Wärmebehandlungsverfahren seit vielen Jahren einen sehr hohen Stellenwert. Ursprünglich auf das Hartlöten mittels Induktions- und Flammerwärmung konzentriert, wurden die Lötverfahren weiterentwickelt.
Die heute zur Verfügung stehende Vakuumtechnologie ermöglicht Kombinationen von Hochtemperatur-Hartlötungen mit Wärmebehandlungen in einem Schritt. So können zum Beispiel mehrere Bauteile in einem Prozess hartgelötet, gehärtet und auf optimale Korrosionsbeständigkeit hin behandelt werden.
Definition Hoch- temperaturlöten
Beim Hochtemperaturlöten handelt es sich um eine Weiterentwicklung des klassischen Hartlötens. Der Lötprozess erfolgt unter Vakuum oder Schutzgas. Die Liquidustemperatur des Lotes liegt über 900 °C. Die Lötung erfolgt flussmittelfrei.
Hochtemperatur-Hartlötungen zeichnen sich durch qualitativ hochwertige Verbindungen aus: Fremdeinschlüsse, Poren und Lunker treten praktisch nicht auf. Ebenso wird eine Oxidation vermieden. Derart behandelte Baugruppen weisen nach den durchgeführten Behandlungen blanke Oberflächen auf. Damit erübrigen sich chemische oder mechanische Nacharbeiten.
Die Lotwahl wird bestimmt durch:
- die zu verbindenden Werkstoffe
- die an die Verbindung gestellten Anforderungen (beispielsweise Festigkeit oder Korrosionsbeständigkeit)
- das verwendete Verfahren
- die Einsatzbedingungen des Bauteils.
Kombinierte Hochtemperatur-Wärme-Behandlungsprozesse werden angewendet, wenn:
- ein Löten und Wärmebehandeln in einem Prozess mit wirtschaftlichen Vorteilen realisierbar ist
- Bauteile aus unterschiedlichen Werkstoffen miteinander verbunden und wärmebehandelt werden müssen
- sich am Bauteil mehrere Lötstellen befinden
- lokaler Verzug oder Überhitzung am Bauteil unzulässig sind.
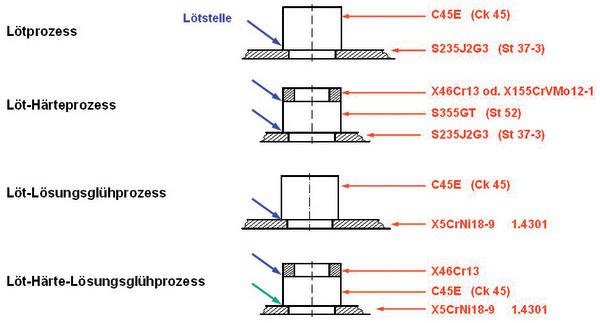
An Behandlungsverfahren stehen zur Verfügung:
- Hochtemperatur-Hartlöten und Härten
- Hochtemperatur-Hartlöten und SolNit (Einsatzhärten mit Stickstoff von korrosionsbeständigen Stählen)
- Hochtemperatur-Hartlöten und Lösungsglühen von austenitischen Stählen sowie
- Hochtemperatur-Hartlöten und nachfolgendes Aufkohlen und Einsatzhärten.
Halle 4, Stand C12
Randschichthärten KEM 539
Durchgreifend wirkende Verfahren KEM 540
Thermochemische Diffusionsverfahren KEM 541
Borieren KEM 542
Nitrieren KEM 543
Hartlöten KEM 544
Laserhärten KEM 545
Spezialist für Wärmebehandlung
Die Härterei Gerster wurde 1950 gegründet. Das Familienunternehmen beschäftigt zirka 130 Mitarbeiter und ist spezialisiert auf die Wärmebehandlung von Stählen, Gusswerkstoffen und Buntmetallen. Die eingesetzten Verfahren reichen vom Randschichthärten, durchgreifend wirkenden Verfahren und thermochemischen Diffusionsverfahren (Einsatzhärten) über Borieren, Nitrieren und Hartlöten bis zum Laserhärten. Das Unternehmen führt Wärmebehandlungen in großer Serie ebenso durch wie für Einzelstücke. Die Größe der Werkstücke ist unterschiedlich: Teile für die Feinmechanik, Uhrenindustrie, Automobil oder Medizintechnik gehören ebenso dazu wie Teile von mehreren Tonnen Gewicht wie Kolbenstangen für Schiffsdiesel oder Walzen.
Löt-Solnit-Prozesse

Bei Korrosionsproblemen eröffnet die „Solnit“-Wärmebehandlung neue Möglichkeiten: In Vakuumanlagen werden im Temperaturbereich von 1050° bis 1150 °C korrosionsbeständige martensitische und austenitische Stähle mit Stickstoff randaufgestickt. Das steigert deren Korrosionsbeständigkeit und Härte.
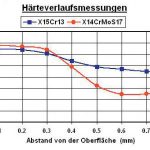
Im Bild ein Beispiel einer Solnit-Anwendung in Kombination mit Hochtemperatur-Hartlöten: Die Teile A und B werden mit einem Hochtemperaturprozess unter Vakuum gelötet. Beide bestehen aus korrosionsbeständigem martensitischen Stahl, Teil A aus 1.4104, X14CrMoS17, Teil B aus 1.4024, X15Cr13. Innerhalb des Lötprozesses wurden die Teile auch Solnit-behandelt, also mit Stickstoff einsatzgehärtet. Danach weist das Bauteil folgende Eigenschaften auf:
- je zwei unterschiedliche Oberflächen- und Kernhärtewerte sowie Aufstickhärtungstiefen
- die Korrosionsbeständigkeit ist für unterschiedlich korrosive Medien optimierbar
- aufgrund verzugsarmer Abschreckung weist das Teil geringen Verzug auf
- verbesserter Verschleißwiderstand
- Druckeigenspannungen in der Randschicht
- reduzierter Reibungskoeffizient
- blank nach Behandlung
Es ist auch möglich, einen martensitischen korrosionsbeständigen Stahl mit einem austenitischem Stahl in gleicher Art und Weise zu verbinden.
Unsere Whitepaper-Empfehlung

Whitepaper Sealing Plugs: So verschließen Sie Hilfsbohrungen in Motoren, Pumpen, Hydraulikaggregaten oder Werkzeugmaschinen dauerhaft und absolut dicht. Leichte Installation, niedrige Kosten. Für Betriebsdrücke bis 500 bar.
Teilen:







{kind=link}