


Erfolg auf der Rennstrecke und Einsatz modernster Fertigungsverfahren in der Motorradproduktion gehören für die Verantwortlichen bei der WP Performance Systems GmbH untrennbar zusammen. Der Hersteller von Motorrad-Fahrwerkskomponenten war unter den Ersten, die die MIG/MAG-Schweißstromquelle TPS/i des Schweißtechnikspezialisten Fronius getestet haben. Aufgrund des durchschlagenden Erfolgs in Form deutlicher Produktivitätssteigerungen setzt WP heute bereits mehr als ein Dutzend Geräte aus der TPS/i-Serie im Rahmenbau und der Auspufffertigung ein – Tendenz steigend.
Franz Joachim Roßmann, Fachredakteur, Gauting
„Die TPS/i ist nicht einfach nur eine Weiterentwicklung, sie stellt einen Quantensprung in allen Bereichen dar, die für uns von Belang sind“, so fasst der Produktionsleiter der WP Performance Systems GmbH, Josef Baier, seine Erfahrungen im Umgang mit der Schweißstromquelle von Fronius zusammen. Sein Urteil stützt der Fertigungsprofi sowohl auf eigenhändig durchgeführte Schweißungen als auch auf Erkenntnisse aus dem umfangreichen Einsatz der Geräte in der Rahmen- und Auspufffertigung. „Es gibt derzeit kein vergleichbares Gerät auf dem Markt. Wir greifen daher sofort auf die TPS/i zurück, wenn mindestens eines der Kriterien garantierter Einbrand, hohe Schweißgeschwindigkeit oder absolut spritzerfreie Naht zu erfüllen sind.“
Garantierter Einbrand bei Stick-Out-Schwankungen
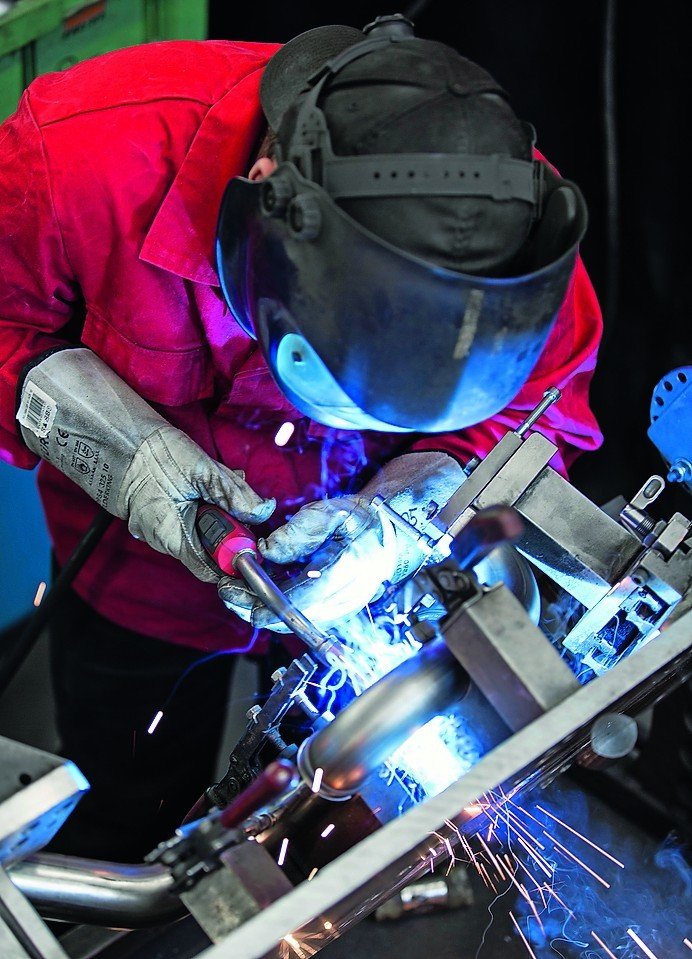
So ist ein zuverlässiger Einbrand in der Motorradrahmenfertigung von WP gefragt. Hier werden zwar 98 Prozent aller Schweißungen am Fahrwerk aus 25CrMo4-Stahl von Robotern durchgeführt. Die verbleibenden zwei Prozent lassen sich aber nicht mit dem Roboter erledigen, weil die betreffenden Stellen an den Rohrverschneidungen für ihn nicht zugänglich sind. Daher müssen sie von Hand geschweißt werden. „Dabei ist entscheidend, dass der erforderliche Einbrand auch in Zwangslagen bzw. bei längerem freien Drahtelektrodenende zuverlässig erreicht wird“, erläutert Josef Baier. „Hier ist der Einbrandstabilisator der TPS/i gefragt.“ Diese innovative Funktion regelt den Lichtbogen mit hoher Geschwindigkeit und Präzision nach, sodass der Einbrand bei Stick-Out-Schwankungen konstant bleibt.
Auch wenn die TPS/i den Einbrand so selbst bei sehr langem freien Drahtelektrodenende konstant hält und damit die wichtigste Forderung von WP an die Schweißnaht auf bisher nicht erreichbarem Niveau erfüllt, stellt das Unternehmen eine weitere Anforderung an die Qualität der Naht. „Während von der internen Qualitätskontrolle noch vor wenigen Jahren kleinere Spritzer am Rahmen akzeptiert wurden, ist das heute nicht mehr der Fall“, unterstreicht der WP-Produktionsleiter. „Wir haben den Anspruch, dass sogar Bereiche spritzerfrei sind, die später nicht mehr zu sehen sind, weil sie beispielsweise von der Verkleidung verdeckt sind.“
Erstmals absolut spritzerfreie Nähte
Doch bis dato ließen sich selbst mit den fortschrittlichsten MIG/MAG-Geräten Spritzer beim manuellen Schweißen kaum vermeiden. „Gerade die Start- und Stoppphase war nicht ganz spritzerfrei“, blickt Josef Baier zurück. Da die im Rahmenbau bei WP manuell zu schweißenden Nähte sehr kurz sind, musste das Unternehmen in der Vergangenheit einigen Aufwand in das Säubern der Schweißnähte stecken.
Erst mit dem Wechsel zur TPS/i hat sich das grundlegend geändert, wie Josef Baier berichtet: „Seitdem wir das manuelle Schweißen der Rohrteile des Motorradrahmens ausschließlich mit der TPS/i erledigen, lässt sich ganz ohne Beschönigung oder Übertreibung feststellen, dass die Nähte spritzerfrei sind.“
Wesentlichen Anteil an dem Erfolg haben die von Fronius speziell entwickelten neuen Kurzlichtbogenkennlinien LSC (Low Spatter Control), die WP vornehmlich beim Schweißen des Rahmens einsetzt, weil sie sich durch eine extrem hohe Lichtbogenstabilität auszeichnen.
LSC Root wurde speziell für Wurzelschweißungen entwickelt und sorgt durch ein besonderes Stromprofil für eine sehr gute Wurzelerfassung und Spaltüberbrückbarkeit. Diese hohe Spaltüberbrückbarkeit der TPS/i ist gerade im Auspuffbereich willkommen, wo bei WP in der Regel ein Millimeter dicke Bleche aus Edelstahl, Baustahl oder Titan verschweißt werden. „Bei so dünnen Blechen besteht eigentlich immer die Gefahr, dass die Naht durchfällt“, sagt Josef Baier. „Aber dank LSC Root haben wir dieses Problem im Griff.“ Wie im Rahmenbau geht WP auch in der Auspuffanlagenfertigung keine Qualitätskompromisse ein. Josef Baier hat dafür gesorgt, dass die vielen sichtbaren Schweißnähte am Auspuff auf jeden Fall mit einer TPS/i geschweißt werden.
Da der Anteil der manuell geschweißten Nähte bei einer Auspuffanlage deutlich größer ist als beim Motorradrahmen und darunter auch lange Nähte zu schweißen sind, hat die erreichbare Schweißgeschwindigkeit in diesem Einsatzfall spürbare Auswirkungen auf die Produktivität. Auch hier überzeugt die TPS/i in Kombination mit LSC. Mit ihrem im Vergleich zu den bisher verfügbaren und eingesetzten Lösungen höheren Wurzeldurchdruck und ihrer höheren Abschmelzleistung hat diese Lösung auch in punto Schweißgeschwindigkeit die Nase vorne, wie Baier mit Blick auf den Praxiseinsatz bestätigt: „Unsere Schweißer erreichen mit der TPS/i eine etwa 20% höhere Schweißgeschwindigkeit.“
Weil der Umfang der Schweißarbeiten in der Auspuffanlagenproduktion sehr hoch ist – WP stellt die Auspuffanlagen ausgehend von der Blechtafel bzw. 6 m langen Rohrstange bis zum fertigen Enddämpfer bzw. Auspuffkrümmer komplett selbst her – hat sich die Produktivität mit dem Einsatz der TPS/i insbesondere in der Auspufffertigung spürbar erhöht. Bei jährlich über 120 000 produzierten Rahmen bzw. Aufpuffanlagen rechnet sich die Anschaffung eines solchen Schweißsystems für WP durch den fast auf null reduzierten Nachbearbeitungsaufwand und die höheren Produktivität innerhalb weniger Monate. I
Info & Kontakt

Fronius International GmbH,
Pettenbach, Österreich
Friedrich Egger, Fachberater
Tel.: +43 662 430763-7330
Weiterführende Informationen zu TPS/i Roboticswwwwww.tps-i.com
Teilen:








{kind=link}