


Inhaltsverzeichnis
1. Schattenzonen bei der Konstruktion vermeiden
2. Die natürliche Luftfeuchtigkeit nutzen
3. Licht-anaerob-härtende Klebstoffe
4. Volle Power: Licht + Wärme
5. Fazit: Nichts muss, alles kann
Von der Automobil- über die Elektronikindustrie bis zum Maschinenbau, in vielen Branchen wird das Kleben aus Gründen des Leichtbaus, der Miniaturisierung oder der gesteigerten Materialvielfalt wichtiger. Zudem finden Klebstoffe zunehmend als Vergussmassen Verwendung, um Bauteile vor Umwelteinflüssen zu schützen.
Fertigen Unternehmen Produkte in hohen Stückzahlen, setzen sie aus Produktivitätsgründen soweit wie möglich lichthärtende Klebstoffe ein. Ein weiterer Vorteil ist ihre hohe Positioniergenauigkeit, da sich Bauteile damit auf Knopfdruck vorfixieren lassen und der Klebstoff nach dem Auftragen nicht verfließt, wie es bei warmhärtenden Produkten etwa im Ofen der Fall sein kann. Lichthärtende Klebstoffe erhalten ihre volle Festigkeit innerhalb weniger Sekunden durch das Bestrahlen mit Licht, in besonderen Fällen sogar in weniger als einer Sekunde. Erreicht wird dies mittels hochenergetischer LED-Lampen, die in ihrem spezifischen Lichtspektrum eine 100- bis 1000-fache Intensität des normalen Tageslichts erzeugen. Gewisse Limitierungen dieser Klebstoffe liegen bei maximalen Einsatztemperaturen von mehr als 150 °C und bei regelmäßigem Kontakt zu aggressiven Chemikalien wie Ölen oder Säuren.
Schattenzonen bei der Konstruktion vermeiden
Werden zwei Bauteile miteinander verklebt, ist es wichtig, dass das gesamte Klebstoffvolumen vollständig aushärtet. Erreicht das Licht nur einen Teil des Klebstoffs, bleibt er in diesen so genannten Schattenzonen flüssig. Es droht Korrosion oder, im Falle optischer Produkte, eine ungewünschte Beeinflussung des Lichtverlaufs. Für lichthärtende Klebstoffe sollten daher Schattenzonen schon bei der Konstruktion vermieden werden.
Für die Fälle, in denen das nicht oder nur aufwendig möglich ist, hat die Klebstoffindustrie viele neue, dualhärtende Systeme entwickelt. Bei diesen gibt es außer Licht noch einen zweiten Härtungsmechanismus, sodass Klebstoffe auch in Schattenzonen zuverlässig Haftung aufbauen. Das kann entweder Luftfeuchtigkeit, Luftabschluss oder Wärme sein. Jede Variante erfüllt andere Anforderungen und ermöglicht andere Fertigungsprozesse. Immer handelt es sich um einkomponentige Produkte, die frei von Isocyanaten und Silikonen – mit Ausnahme von UV-Silikonen natürlich – sind.
Die natürliche Luftfeuchtigkeit nutzen
Licht-feuchtehärtende Klebstoffe vernetzen sich nach dem Vorfixieren in Schattenzonen mit der in der Luft vorhandenen Feuchtigkeit. Ein Vorteil liegt darin, dass kein zusätzliches Equipment erforderlich ist und nach der Lichthärtung kein weiterer Prozessschritt zur Aushärtung erfolgen muss. Zudem lassen sich geklebte Bauteile sofort weiterverarbeiten.
Licht-feuchtehärtende Klebstoffe sind chemisch eng mit klassischen lichthärtenden Acrylaten verwandt und haben vergleichbare Eigenschaften. Aufgrund des einfachen Prozesses sind sie bei mittleren Anforderungen, d.h. bei maximalen Einsatztemperaturen von 120 bis 150 °C und moderatem Chemikalieneinfluss die Produktgruppe der Wahl, können aber durchaus für strukturelle Verbindungen verwendet werden. UV-Silikone funktionieren nach demselben Prinzip und können sogar bis rund 300 °C eingesetzt werden, eignen sich aber aufgrund ihrer geringen Festigkeiten nur für Dichtanwendungen und haben zudem die bekannten Nachteile von Silikonen wie ihr Quellverhalten oder die Kontamination von Produktionsanlagen.
Licht-anaerob-härtende Klebstoffe
Liegen die Anforderungen höher, kommt die anaerobe Härtung anstelle der Luftfeuchtigkeit als zweiter Mechanismus ins Spiel. Licht-anaerob-härtende Klebstoffe bieten hohe Festigkeiten und besitzen einen Temperatureinsatzbereich von bis zu 180 °C, womit sie zum Beispiel für anspruchsvolle Anwendungen im Elektromotor zum Einsatz kommen, bei denen viel Abwärme generiert wird. Zudem sind sie widerstandsfähig gegenüber Chemikalien im Automobilbereich wie Bremsflüssigkeit, Öl oder Streusalz.
Diese Produkte basieren auf den in der Industrie weitverbreiteten Metallklebstoffen. Sie benötigen also Metallionen und Sauerstoffabschluss in Schattenzonen, um vollständig auszuhärten. Gegenüber klassischen Metallklebstoffen haben sie jedoch zwei Vorteile: Zum einen ist die Produktivität aufgrund der schnellen Lichtfixierung höher, zum anderen härtet der Klebstoff auch an der Kehlnaht, an die sonst häufig Luft kommt. Sowohl die rein lichtgehärteten als auch die anaerob gehärteten Bereiche sind gut vernetzt und besitzen ähnliche Eigenschaften. Sind ausreichend Metallionen vorhanden, brauchen auch diese Systeme für das Vernetzen in Schattenzonen keinen weiteren Prozessschritt.
Volle Power: Licht + Wärme
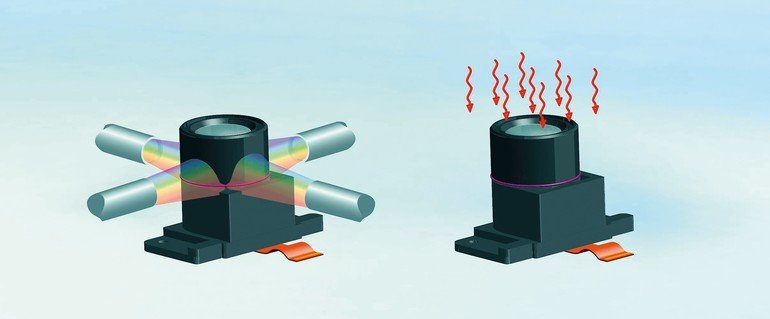
Als dritte Möglichkeit gibt es licht-warmhärtende Systeme, die ihre vollständige Festigkeit über die Zufuhr von Wärme erhalten. Diese Gruppe ist die vielfältigste, da es Produkte auf Basis von Epoxidharzen, Acrylaten sowie weiteren Chemien gibt, wobei letztere aufgrund ihrer hohen Transparenz, geringen Vergilbung sowie niedrigen Ausgasung vor allem in der Optoelektronik Verwendung finden.
Epoxide zeigen tendenziell höhere Festigkeiten, sind härter und dank ihrer engeren Vernetzung resistent gegenüber Chemikalien und hohen Temperaturen. Teilweise sind diese Produkte so widerstandsfähig, dass sie in Baugruppen eingesetzt werden können, die sich dauerhaft in heißem Getriebeöl befinden. Acrylate sind weicher und damit flexibler sowie spannungsausgleichender, wodurch sie dynamische Belastungen besser kompensieren. Ein Beispiel dafür ist das Befestigen von Zierblenden und Cockpit-Elementen im Auto: Hier müssen im Temperaturbereich von -40 bis 100 °C Spannungen von Bauteilen ausglichen werden.
Gemeinsam haben diese Produktgruppen sowie die anderen Basischemien, dass sie Bauteile mit UV- oder sichtbarem Licht innerhalb weniger Sekunden fixieren und somit für eine hohe Genauigkeit in der Fertigung sorgen als dies Standardprodukte ermöglichen. Ein Verrutschen der Bauteile auf dem Weg zur oder während der Warmhärtung wird somit vermieden.
Die für die Endaushärtung notwendige Wärme wird den Bauteilen in den meisten Fällen in Umluftöfen zugefügt. Alternativ kann dies auch mittels Durchlaufofen, Induktion oder Thermode erfolgen. Typische Temperaturen liegen bei etwa 100 °C, wobei die widerstandsfähigsten Produkte mindestens 120 °C benötigen und das Aushärten temperatursensibler Bauteile mit anderen Produkten auch bei gerade einmal 60 °C erfolgen kann – und so hohe Genauigkeit, definierte Produktionsprozesse und kurze Taktzeiten mit einer geringen thermischen Belastung kombiniert wird.
Fazit: Nichts muss, alles kann
Dualhärtende Klebstoffe besitzen die Vorteile lichthärtender Systeme, ohne dafür Zuverlässigkeit, Klebfestigkeit oder Verarbeitbarkeit zu opfern. Sie sorgen dafür, dass es im Endprodukt nur ausgehärteten Klebstoff gibt, und erlauben höchste Klebgenauigkeit in komplexen Baugruppen. Sie bieten eine große Flexibilität in der Produktion und geben Anwendern damit mehr Freiheit beim Entwickeln ihrer Fertigungsprozesse. bt
Details zu Grundlagen der Klebtechnik in Theorie und Praxis
hier.pro/QISZM
Messe Bondexpo 2018 Halle 6, Stand 6409
PLUS
Vorteile der Lichthärtung
- Schnelles Aushärten, kurze Taktzeiten
- Hohe In-Line-Prozesskontrolle möglich
- Einfacher Anlagenbau
- Einfaches Automatisieren
- Einfaches Verarbeiten
Zusätzliche Vorteile Dualhärtung
- Festigkeit und Dichtigkeit auch in Schattenzonen
- Vollständiges Aushärten verhindert Korrosion
- Hohe Klebgenauigkeit auch bei Hochzuverlässigkeits-
Produkten möglich - Teilweise kein weiterer Prozessschritt erforderlich








{kind=link}