

Inhaltsverzeichnis
1. Geringer Energiebedarf und lange Standzeiten
2. Applikationsspezifische Auslegung
3. Umweltfreundlich und einfach zu bedienen
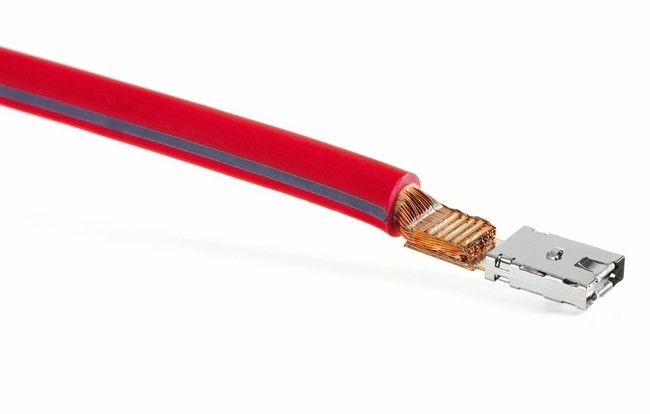
Die Anwendungsbereiche des Ultraschallschweißens reichen vom Fügen thermoplastischer Bauteile, dem Einbetten von Metalleinsätzen über das Verbinden von Drähten, Litzen mit Stromschienen, Schweißungen an Kabelbäumen und Kontakten in der Automobil- und Elektroindustrie bis hin zu Verpackungsmaterialien oder Sonderanwendungen mit Lackdrähten, Folien und dünnen Blechen. Obwohl die Ultraschalltechnik als Fügemethode für Metalle oder Kunststoffe im Vergleich zu anderen Verfahren höhere Investitionskosten verursacht, ist sie letztendlich auf längere Sicht meist wirtschaftlicher, wenn man Werkzeugkosten, Energieverbrauch und Verbindungsqualität berücksichtigt.
Die Ultraschallschweißtechnik der Telsonic AG aus dem schweizerischen Bronschhofen hat sich in vielen Anwendungsbereichen etabliert, weil es kurze und effiziente Prozesszeiten bietet und sich einfach in den Automatisierungsverbund integrieren lässt. Die Schweißzeiten betragen typischerweise 0,2 bis 2 s (maximal bis 3 s), je nach Fläche und Schweißhöhe. Im Gegensatz zu anderen Fügeverfahren, wie beispielsweise dem Spiegelschweißen (thermische Schweißtechnik zum Verbinden von Thermoplasten), sind keine Aufwärm- oder Abkühlzeit erforderlich. Unterschiedliche Legierungen in variablen Materialstärken lassen sich miteinander verbinden und die meisten natürlichen Oxidschichten behindern die Schweißbarkeit der Verbindungsstellen kaum. Außerdem ist z.B. Aluminium mit Ultraschall sehr gut schweißbar, was für andere Verfahren meist eine Herausforderung ist. Im Vergleich zu anderen Metallschweißverfahren erwärmen sich die Fügepartner weniger stark, so dass deren Schmelzpunkt nicht erreicht wird. Daraus resultieren gleich mehrere Vorteile gegenüber anderen Verbindungstechniken: So werden weitere Materialien in direkter Umgebung, wie beispielsweise eine Drahtisolation, nicht beschädigt. Zudem entstehen keine Gefüge-Veränderungen in der Grenzschicht wie Versprödungen der Fügepartner am Übergang zum Festmaterial.
Geringer Energiebedarf und lange Standzeiten
Ultraschallschweißen ist obendrein sehr energieeffizient. Die elektrische Energie wird durch das Ultraschallsystem dank moderner Hochleistungselektronik mit hohem Wirkungsgrad in Vibrations- und in der Fügezone in Wärmeenergie umgewandelt, die zwischen einigen Joule bis zu mehreren Kilojoule variieren kann. Die Schweißkraft wird in der Regel durch Pneumatik-Zylinder erzeugt. Je nach Anwendung und Einschaltdauer kann zusätzlich noch Druckluft zur Kühlung der Werkzeuge erforderlich werden. Ein typischer Ultraschallgenerator hat eine Leistung von 3.6 kW, die deutlich kleiner ist als die Leistung eines Widerstandsschweißgerätes. Widerstandsschweißen erfordert zudem oft noch eine kostspielige Wasserkühlung mit zusätzlichen Recycling- und Reinigungskosten oder gar eine neue Stromversorgung, um die benötigte Leistung zur Verfügung stellen zu können, wenn mehrere Systeme im Einsatz sind.
Auch die Werkzeugkosten sind beim Ultraschallverfahren überschaubar. Die akustischen Werkzeuge, die sogenannten Sonotroden, sind typischerweise aus Aluminium, Titan oder gehärtetem Werkzeugstahl gefertigt. Aluminium ist kostengünstig und lässt sich schnell und einfach bearbeiten. Titan ist zwar teurer, aber sehr verschleißfest. Alle Varianten überzeugen durch lange Standzeiten.
Ultraschall-Sonotroden halten je nach Anwendung mehrere hunderttausend Zyklen. Widerstandsschweißwerkzeuge müssen normalerweise in einer automatisierten Umgebung täglich gewechselt werden. Beim Kunststoffschweißen liegen die Standzeiten der Sonotroden-Arbeitsflächen teilweise noch bedeutend höher und können bei wenig abrasiven Materialien weit über eine Million Zyklen erreichen.
Applikationsspezifische Auslegung
Ultraschallschweißen ist also eine kostengünstige Fügemethode für die meisten thermoplastischen Kunststoffe sowie Nichteisenmetalle wie Aluminium, Kupfer, Messing oder Nickel. Wird jedoch nicht auf eine passende Teilegestaltung geachtet, kann das auch umfangreiche Anpassungen nach sich ziehen und der wirtschaftliche Vorteil ist dahin. Telsonic rät deshalb, dass der Anwender bereits in einem frühen Designstadium Ultraschallspezialisten mit ins Boot nimmt für eine ultraschallkonforme Gestaltung von Bauteil und Fügezone. Dann lassen sich nachträgliche Modifikationskosten vermeiden. Ultraschall ist also immer eine Überlegung wert, denn oft kann der Preis des Ultraschallschweißgerätes durch die Substitution eines anderen Prozesses, beispielsweise einer Verzinnungsstation oder durch das Einsparen von Befestigungselementen gerechtfertigt werden. Auch kann ein Ultraschallschweißgerät die Verletzungsrisiken durch Crimp- oder Lötprozesse beseitigen.
Umweltfreundlich und einfach zu bedienen
Das Ultraschallschweißen von Metallen erfordert keine weiteren Verbrauchsmaterialien wie Crimp-Hülsen, Flussmittel und Lote. Beim Fügen von Kunststoffen mit Ultraschall entfallen zusätzliche Komponenten wie Dichtungen, Klebstoffe oder Lösungsmittel. Eine Reinigung der Fügeteile ist in der Regel ebenfalls nicht notwendig, da durch die eingebrachten Ultraschallschwingungen Verunreinigungen entfernt oder Oxidschichten aufgebrochen werden. Die Bedienung ist bei den meisten Ultraschallschweißanlagen relativ einfach. Eine eintägige Schulung reicht in der Regel aus. Heutige Schweißprozess-Steuerungen sind menügeführt und bedienerfreundlich. Die Prozessparameter für die verschiedenen Schweißkombinationen und -projekte sind gespeichert und können einfach abgerufen werden, wodurch die Gefahr von Bedienungsfehlern aufgrund falscher Maschineneinstellungen praktisch ausgeschlossen ist. bt
Details zu den unterschiedlichen
Ultraschallanwendungen:
Kontakt:
Telsonic AG
Industriestr. 6b
CH-9552 Bronschhofen
www.telsonic.com
info@telsonic.com
Tel. +41 71 9139888








{kind=link}