

Inhaltsverzeichnis
1. Mehr Effizienz durch additives Wuchten
2. Klebstoffe als Wuchtmasse
3. Völlig neuer Ansatz
4. Hohe Dichte des Klebstoffes
5. Kontaktloses Jetting-Verfahren
6. Wirtschaftlichkeit der drei Verfahren
7. Kleben liegt dazwischen
8. Ohne emotionale Vorbehalte
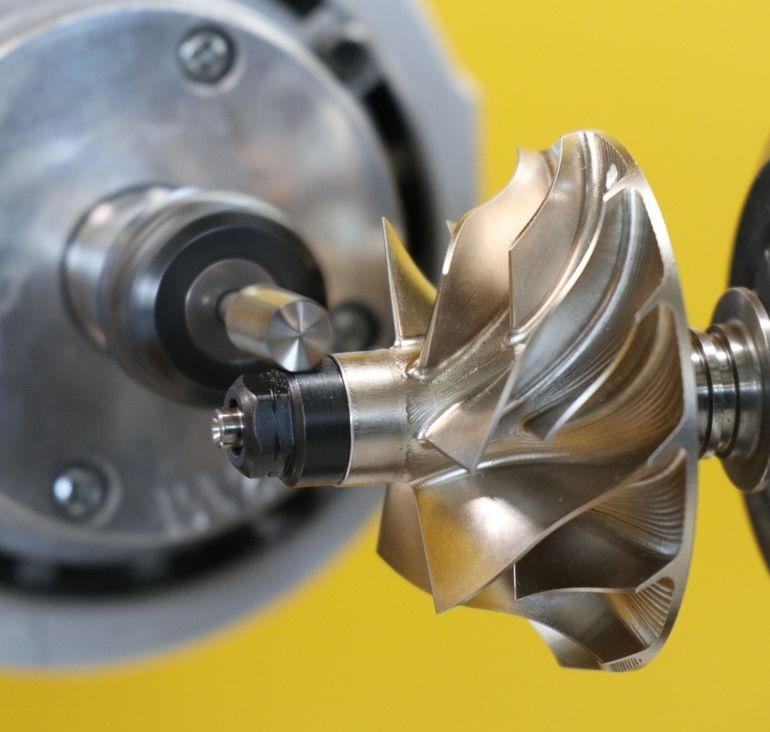
Auswuchten ist nicht nur beim Aufziehen neuer Reifen erforderlich, sondern bei den meisten Anwendungen mit rotierenden Bauteilen, zum Beispiel bei Elektromotoren, Lüftern, Gebläsen, Pumpen oder Turbinen. Schließlich steigert eine bessere Unwucht durch geringere Schwingungen und Belastungen die Qualität. Sie ermöglicht höhere Drehzahlen bei geringerer Lautstärke und eine längere Lebensdauer. So sorgt Auswuchten zum Beispiel dafür, dass Bohrmaschinen ruhig in der Hand liegen, ein Bohrer beim Zahnarzt mit seinem Lärm keine Patienten verschreckt oder ein Ventilator geräuscharm läuft.
Mehr Effizienz durch additives Wuchten
Ob in der Automobilindustrie, der Luftfahrt, der Medizintechnik oder im Maschinenbau: Beim Auswuchten ist höchste Präzision gefragt. Da Unwuchtkräfte quadratisch mit der Drehzahl zunehmen, muss bei Verdopplung der Drehzahl entsprechend viermal so gut ausgewuchtet werden.
Im Gegensatz zum erwähnten Beispiel des Autorads erfolgt Auswuchten besonders in der Serienwuchtung meist subtraktiv, also durch Entfernen überschüssigen Materials. Dabei muss immer zusätzliches Opfer-Material vorhanden sein, das dann teilweise abgetragen werden kann. Beim additiven Wuchten dagegen wird exakt das aufgetragen, was erforderlich ist – es ist also materialeffizienter.
Klebstoffe als Wuchtmasse
Daher wurde das Wuchtverfahren auf additiver Basis, bei dem Klebstoffe als Wuchtmasse zum Einsatz kommen, nun völlig neu entwickelt. Bislang in der Praxis beobachtete Versuche, Unwuchten mit zweikomponentigen Epoxidharzen zu korrigieren, sind langsam, ungenau und schlecht reproduzierbar.
Völlig neuer Ansatz
Das neue additive Verfahren dagegen beruht auf einem völlig anderen Ansatz und eignet sich für industrielle Serienprozesse, bei denen es auf höchste Genauigkeiten ohne Abtrag am Werkstück ankommt. Mit minimal möglichen Korrekturgenauigkeiten von 0,1 mg lassen sich Restunwuchten von 1 mg*mm erzielen, wie sie beispielsweise in der optischen Industrie gefordert sind. Wegen seiner sehr guten Prozesssicherheit ist dieser additive Ansatz auch für Anwendungen mit mittleren Unwuchten von 50 bis 100 mg*mm interessant, etwa für Kleinlüfter.
Hohe Dichte des Klebstoffes
Möglich wird dies, indem Unwuchten viel genauer als bislang üblich gemessen werden. Anschließend erfolgt eine Berechnung aus der Unwucht zu der erforderlichen Position und Menge der Wuchtmasse. Der zur Korrektur genutzte lichthärtende Klebstoff sollte dabei über eine hohe Dichte verfügen, sodass die erforderliche Masse pro Klebstofftropfen nur wenig Volumen beansprucht.
Kontaktloses Jetting-Verfahren
Für das Aufbringen des Klebstoffs, das in ein oder zwei Wuchtebenen erfolgen kann, findet wegen seiner hohen Geschwindigkeit und der hohen volumetrischen Genauigkeit das kontaktlose „Jetting“-Verfahren Verwendung. Anschließend härten die Wuchtmassen unter hochintensivem UV-Licht innerhalb weniger Sekunden vollständig aus, bevor eine Kontrollmessung das Ergebnis verifiziert. Die Wuchtung ist üblicherweise nach einem Korrekturschritt abgeschlossen.
Je nach geforderter Taktzeit kann das Dosieren und Aushärten in der Vermessungs- oder in einer eigenen Station erfolgen. Indem Prozessschritte parallel ablaufen, lässt sich dieses Verfahren auch für höchste Stückzahlen nutzen – es ist also von Klein- bis Großserie skalierbar.
Wirtschaftlichkeit der drei Verfahren
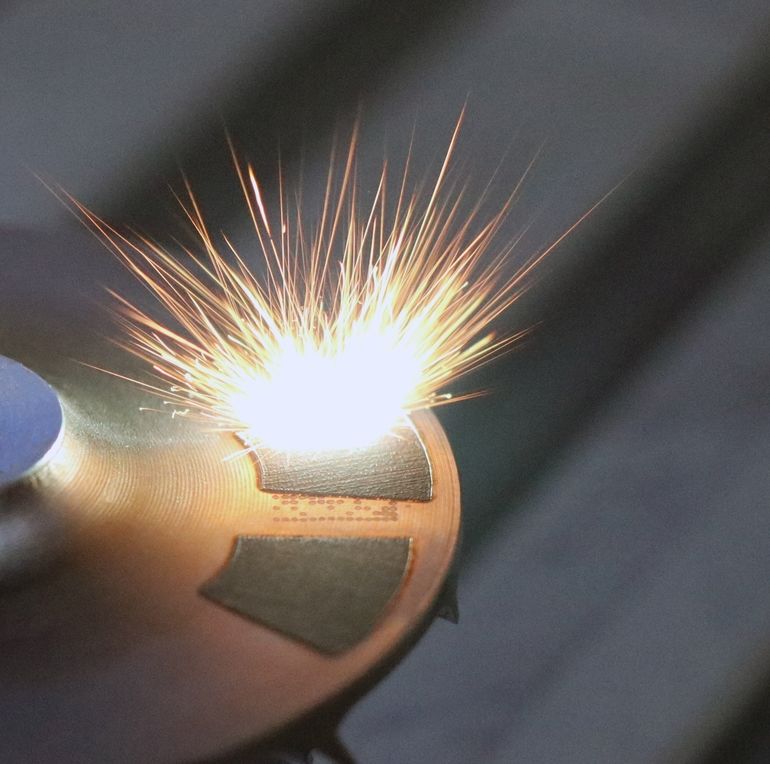
Neben technischen Fragen ist bei allen industriellen Anwendungen auch eine Betrachtung der Wirtschaftlichkeit wichtig. Betrachtet man die Kosten der drei Wuchtverfahren Zerspanen, Lasern und Kleben, wird das Zerspanen in der Regel die niedrigsten Investitionskosten aufweisen. Dafür fallen durch Werkzeugkosten, Staub- und Spanentfernung und die Zeit für den Werkzeugwechsel laufende Betriebskosten an. Beim Laser stehen zunächst die höchsten Investitionskosten an. Dafür kann er mit den geringsten Betriebskosten aufwarten, weshalb er sich insbesondere für Anwendungen mit hohen Stückzahlen rechnet.
Kleben liegt dazwischen
Das Kleben dürfte bei den Investitionskosten in der Regel zwischen diesen beiden Verfahren liegen. Bei den Betriebskosten fällt Klebstoff als Verbrauchsmaterial an – bei typischen Bauteilen 0,03 g Klebstoff je Stück.
Aus Controlling-Sicht dürfte die Entscheidung für eines der drei Verfahren insbesondere von den jährlichen Stückzahlen und der Größe der Anwendung abhängen. Entscheidender als die wirtschaftliche Frage sind im Highend-Bereich jedoch in der Regel technische Vorteile.
Hier besteht mit dem Zerspanen eine dauerhafte Lösung, allerdings muss wie erwähnt überschüssiges Material vorhanden sein, es fallen Späne an und eine hohe Genauigkeit verursacht wegen des Antastproblems Aufwand. Mit Laser steht ein präzises Verfahren zur Verfügung, es bleibt aber subtraktiv. Demgegenüber benötigt das Jetten von Wuchtmassen als additives Verfahren kein Opfermaterial und bietet ebenfalls höchste Präzision. Dazu kommt auch, dass in Baugruppen zum Schutz der Lagerung vor Schmutz oft nicht subtraktiv gearbeitet werden darf.
Ohne emotionale Vorbehalte
Wichtig ist daher, dass sich Anwender von emotionalen Vorbehalten gegenüber allen drei Verfahren lösen
- Kleben: hält das?
- Zerspanen: altertümlich
- Laser: Feinstaubbelastung
und objektiv anwendungsbezogene Vor- und Nachteile betrachten, die Wirtschaftlichkeit kalkulieren und Vorversuche durchführen. Aufgrund der kurzen Taktzeiten, der Spanfreiheit und der genau steuerbaren Massenkorrektur lohnt sich insbesondere eine Beschäftigung mit dem neuen additiven Wuchtverfahren.
Kontakt:
Delo Industrie Klebstoffe
Delo-Allee 1
86949 Windach
Tel.: +49 8193 9900 0
E-Mail: info@delo.de
Website: www.delo.de









{kind=link}