
Für eine Aluminiumgießerei realisierte der oberösterreichische Vorrichtungsbauer Plantech ein hydraulisches Doppelspannsystem für die gleichzeitige Bearbeitung von zwei Pkw-Motorgehäusen. Als zentrale Komponenten kamen dabei vier Zentrierspanner des deutschen Herstellers WPR zum Einsatz. Mit ihrer Hilfe ließen sich die Genauigkeitsanforderungen des Anwenders übertreffen und die Werkzeugwechselzeiten um 50 % reduzieren.
Julius Moselweiß, freier Fachjournalist, Darmstadt
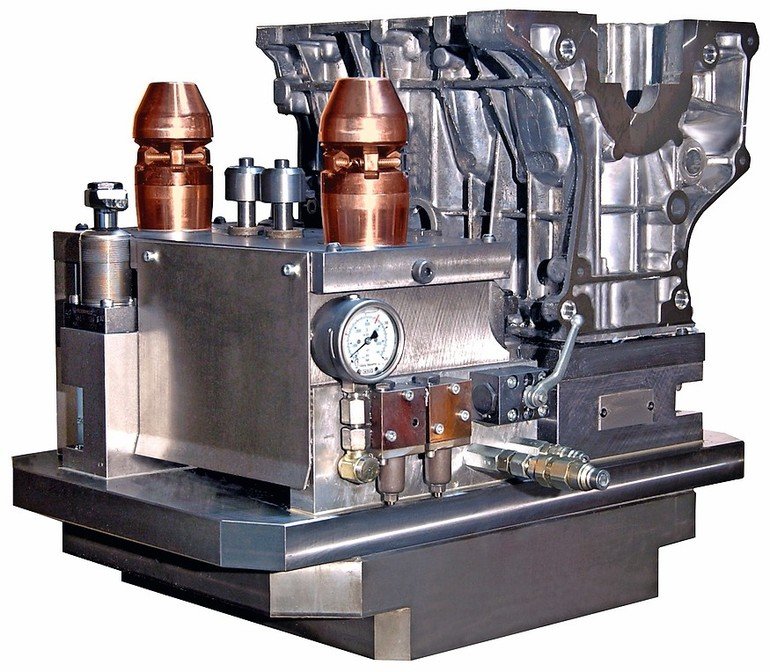
Die Entwicklung und Herstellung von innovativen Spannvorrichtungen für die Fertigungslinien der Zulieferer- und Automobilindustrie gehört zu den Stärken des Vorrichtungsbauers Plantech (www.plantech.org), der seinen Firmensitz im oberösterreichischen Ternberg hat. Als Leopold Pranzl, der Inhaber und Chefentwickler des Unternehmens, von einer namhaften Aluminiumgießerei den Auftrag erhielt, eine möglichst effiziente Spannvorrichtung für die mechanische Vorbearbeitung von Motorgehäusen aus Aluminium zu realisieren, ließ er sich ein hydraulisches Spannsystem einfallen, das mit einem entscheidenden Argument auftrumpfen konnte: Auf einer Grundplatte von 396 mm x 596 mm erlaubte es das gleichzeitige Aufspannen von zwei Motorgehäusen und eröffnete der Gießerei so die Möglichkeit, bis zu 50 % der Werkzeugwechselzeiten einzusparen.
Erreicht wurde diese enorme Effizienzverbesserung nicht nur durch zahlreiche clevere Detaillösungen und die abgestufte Anordnung von zwei Spannbänken, sondern auch durch die funktionelle Integration von insgesamt vier selbstzentrierenden Innenspannern des deutschen Herstellers WPR in die Spannvorrichtung.
Maßgeschneidert und einbaufertig
WPR lieferte diese vier Innenspanner über seinen österreichischen Vertriebspartner B-S-D Spanntechnik (www.die-spanntechniker.at) in anwenderspezifischer Größe und Ausführung. Jeder Zentrierspanner verfügt über eine Spannebene mit sechs Sechskant-Spannelementen sowie ein Gehäuse, das sich dank einer beidseitig konischen Formgebung passgenau in die Spannbänke der Vorrichtung einbauen ließ. Die Motorgehäuse werden von oben aufgesetzt und zunächst von zwei Zylinderbuchsen längsgerichtet.
Anschließend übernimmt jeweils ein Paar hydraulisch angetriebener WPR-Zentrierspanner dessen schnelle und zuverlässige Querausrichtung und Niederzugspannung. Aufgespannt mit einer Positioniergenauigkeit von ±0,05 mm – anwenderseitig waren lediglich 0,15 mm gefordert – gehen die Motorgehäuse dann auf der Vorrichtung in die mechanische Vorbearbeitung der Aluminiumgießerei. Im gleichen Prozessschritt erhalten hier beide Gehäuse eine Bearbeitung ihrer Außenflächen sowie zwei Bohrungen für die Aufnahme in der Fertigungslinie des Motorenherstellers.
Ein universelles Spannsystem
Dieser Fall aus der Automobilindustrie ist nur ein Beispiel für die große Variabilität und Flexibilität, mit der sich der Zentrierspanner von WPR in der Fertigungstechnik immer wieder als Faktor der Prozessvereinfachung und Effizienzsteigerung nutzen lässt. Ob solo oder als Komponente einer komplexen Vorrichtung – es gibt nur wenige Spannsysteme, die sich mit so geringem Aufwand so vielseitig einsetzen lassen wie der patentierte Universalist aus Hessen.
Ob gusseiserne Motor- und Getriebegehäuse, Aluminiumprofile, Keramik- oder Glasrohre mechanisch zu bearbeiten sind, ob Metallrohre parallelgenau verschweißt werden müssen oder Montageprozesse das exakte Fixieren eines Werkstücks erfordern: In diesen und vielen anderen Fällen erweist sich dieser Innenspanner immer wieder als Ideallösung. Er lässt sich manuell oder – wie im Fall der gestuften Doppelspannvorrichtung von Plantech – vollautomatisch bedienen. Seine Wiederholgenauigkeit beim Werkstückwechsel liegt bei ±0,05 mm.
Wie ebenfalls am Beispiel von Plantech gesehen, fertigt WPR auf der Basis einiger Grundausführungen und unter Verwendung von Norm- und Standardteilen nahezu jeden Innenspanner als kunden- oder anwendungsspezifische Sonderlösung. Als Minimalvoraussetzung für seinen Einsatz benötigt der Zentrierspanner lediglich eine werkstückseitige Bohrung mit wenigstens 12 mm Durchmesser. Damit lässt sich das zu bearbeitende Bauteil problemlos auf dem Spannsystem aufsetzen und die Spannelemente seiner schwimmend geführten Spannebenen können ihre expansive Kraft – bis zu 10 kN – voll entfalten. Die Anzahl der Spannebenen und die Geometrie die Spannelemente für den Einpunkt-, Linien- oder Vielpunktkontakt richten sich dabei ebenso nach dem konkreten Einsatzfall wie die Position des Anschlagpunktes, die Höhe und der Durchmesser des WPR-Innenspanners. I
Info & Kontakt
WPR System, Oberursel
Dieter Reis, Inhaber
Tel.: +49 6171 587288
Teilen:







{kind=link}