Aufgrund des stetig steigenden globalen Wettbewerbs im Maschinen- und Anlagenbau steht der Schaltschrankbau in puncto Fertigung und Kosten vor großen Herausforderungen. Die Prinzipien der industriellen Linienfertigung können hier Abhilfe schaffen und einen Mehrwert erzeugen.
Anzeige

Wie können Automatisierer KI-Modelle intuitiv entwickeln und in die Steuerung integrieren? Wie lässt sich überschüssige Energie im Antriebsverbund wieder...
Exklusiv in KEM Der Autor: Christian Großmann, M.Sc., Technologie-Manager in der Support Unit Manufacturing Solutions, Phoenix Contact GmbH & Co. KG, Blomberg
In den letzten Jahren sind die einzelnen Prozessschritte im Schaltschrankbau zunehmend in den Fokus gerückt. Dies resultiert unter anderem aus der Tatsache, dass der Bereich traditionell auf dem kritischen Pfad bei der Erstellung von Maschinen und Anlagen liegt. Obwohl die verbauten Komponenten meist modular konzipiert sind und dem Baukastenprinzip entsprechen, ist der Schaltschrankbau durch einen vergleichsweise geringen Automatisierungsgrad charakterisiert:
- Die Bearbeitung und Konfektionierung der Schaltschrank-Rückplatten erfolgt mit etablierten Systemen.
- Zur Konfektionierung von Tragschienen werden überwiegend teilautomatische Lösungen herangezogen.
- Die Bestückung der Tragschienen mit den jeweiligen Komponenten geschieht oftmals manuell.
- Für die Kennzeichnung der installierten Geräte werden in der Regel mittels eines Drucksystems beschriftete Markierungsschilder verwendet. Der Automationsgrad ist gering.
- Zur Konfektionierung der Leitungen stehen unterschiedliche maschinelle Lösungen zur Verfügung. Für die Verdrahtung mit Einzeladern wird derzeit kein wirtschaftlicher automatisierter Ansatz angeboten.
Die Schaltschränke werden zumeist in einer werkstattorientierten Fertigung hergestellt, wobei die Stückzahlen im Sinne einer Serienproduktion gering ausfallen. Eine Fließfertigung ist selten und für manche Prozessschritte gar nicht anzutreffen. Dies liegt an historisch gewachsenen organisatorischen und technischen Strukturen sowie dem Zwang zur Losgröße 1-Fertigung. Bei den vorhandenen Konzepten zur Automatisierung des Schaltschrankbaus handelt es sich deshalb häufig um Insellösungen.
Durchgängiger, prinzipienkonformer Ansatz
Der zunehmende Kostendruck bei gleichzeitig wachsender Komplexität erfordert jedoch einen durchgängigen Fertigungsansatz, der den produkt-, prozess- und organisationsübergreifenden Grundprinzipien entspricht. Nur so lassen sich die Herstellungskosten senken und parallel ein Mehrwert für den Kunden in Form von kurzen Durchlaufzeiten, einem geringen Fehleranteil oder einer höheren Varianz schaffen. Zu den Grundprinzipien zählen folgende Punkte:
- Lean Design, also bereits in der Engineering-Phase ein systematisches Varianten-Management umzusetzen, das die Vielfalt der verbauten Komponenten reduziert
- Design to Manufacture, worunter die automatisierungsgerechte Gestaltung der herzustellenden Produkte und ihrer Teilbausteine zu verstehen ist
- Lean Manufacturing als Synonym für wandlungsfähige Linienfertigungs-Konzepte
- One-Piece-Flow-Fähigkeit, womit die Intelligenz der Maschinen gemeint ist, anhand von digitalen Auftrags- und Artikeldaten automatisierte Prozesseinstellungen vornehmen zu können
- Single Minute Exchange of Die (SMED), also das parallele Rüsten während der Hauptzeit.
Ziel: geringere Varianz
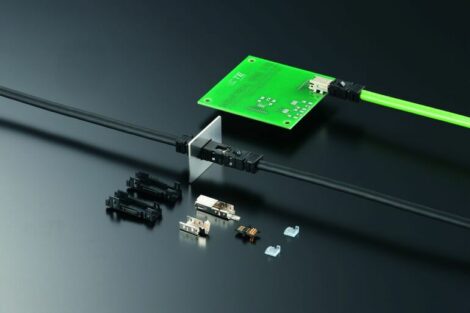
Das weite Spektrum der installierten Komponenten stellt eine besondere Herausforderung dar. Soll eine Fließfertigung etabliert werden, ist die Varianz der verbauten Komponenten so weit wie möglich einzuschränken. Das lässt sich allerdings nur bedingt realisieren, da neben der Herstellbarkeit des Schaltschranks vor allem dessen Funktion im Vordergrund steht. Die sogenannten Funktionselemente wie Netzteile und Signalkonverter erweisen sich als derart unterschiedlich und gleichzeitig von so zentraler Bedeutung, dass ihre Varianz letztendlich nicht begrenzt werden kann. Anders gestaltet sich die Situation bei den Reihenklemmen, die in ähnlichen Varianten und Funktionen bei verschiedenen Anschlusstechniken erhältlich sind. Hier kann sich der Anwender auf eine Anschlusstechnik und sogar eine Produktfamilie festlegen. Hinsichtlich der Anschlusstechnik trifft dies ebenfalls auf die Funktionselemente zu, sodass auch in diesem Fall ein Varianzfaktor entfällt. Im nächsten Schritt sind die Komponenten selbst zu betrachten. Bei der Auswahl der jeweiligen Geräte sollte deren Aufbau über alle Prozessschritte hinweg berücksichtigt werden. Für eine Linienfertigung empfehlen sich beispielsweise solche Komponenten, die sich durch einfaches Aufrasten direkt auf der Tragschiene montieren lassen, also nicht festgeschraubt werden müssen. Die passende Anschlusstechnik wie die Push-in-Technologie erlaubt eine einfache Verdrahtung, weil sie ohne jegliches Werkzeug auskommt.
Erste praktische Umsetzung des Konzepts
Ausgehend von der Idee einer Linienfertigung und den beschriebenen Rahmenbedingungen hat Phoenix Contact ein erstes Fertigungskonzept für die durchgängige und rationalisierte Produktion von Schaltschränken entwickelt. Der Ansatz beinhaltet, dass zunächst lediglich die aufrastbaren Komponenten mit gleicher Anschlusstechnik ohne Markierung automatisiert auf der Tragschiene verbaut werden. Anschließend werden die Geräte mit Markierungsschildern versehen. Eine weitere Station setzt die Brücken zur Potenzialverbindung. Im nächsten Schritt erfolgt eine optische Kontrolle der automatisiert installierten Elemente. Für weitere Komponenten, die nicht automatisiert montiert werden, findet sich an vorgegebener Stelle ein entsprechender Freiraum. Zu diesem Zweck ist ein manueller oder teilautomatisierter Arbeitsplatz vorgesehen, der gegebenenfalls über eine Montagehilfe wie Augmented Virtual Reality verfügt. Danach werden Zusatzkomponenten wie Stecker oder Prüfabgriffe eingesetzt. Den letzten und aufwändigsten Schritt nach dem Einbau der Geräte in den Schaltschrank stellt das Vorbereiten der Leitungen für die Verdrahtung oder das – einseitige – Verdrahten der Klemmenleisten dar.
Nahtloser Datenfluss zwischen den Systemen
Neben dem Beherrschen der Prozesstechnik identifizieren viele Anwender insbesondere den Informationsfluss als größte Herausforderung. Denn die vielfältigen Daten sind anwender- und anbietergeprägt und daher kaum standardisiert. Was heute im Büroumfeld oft reibungslos funktioniert, führt beim Engineering elektrotechnischer Anlagen oftmals zu Problemen: die Durchgängigkeit der Daten zwischen den E-CAD- und den nachfolgenden fertigungsnahen Systemen. Als zentrales Element könnte hier der sogenannte „digitale Artikel“ fungieren. Dessen Datenmodell ermöglicht die Bereitstellung der Information, die für jede Prozessstation in der Fertigungskette notwendig ist. Dazu bedient sich der digitale Artikel zahlreicher in der Anwender-Systemlandschaft existierender Quellen und generiert daraus bedarfsgerecht die vom aktuellen Prozess geforderte Sicht. Jedes real hergestellte Produkt erhält demnach ein digitales Abbild, das wiederum eine Instanz der Schablone oder des zu Beginn des Engineering-Prozesses erzeugten Typs ist. Die Auftragsdaten, die separat erstellt werden, sind unabhängig vom digitalen Artikel. Alle Prozesse entlang der Fertigungskette weisen dann einen derart standardisierten Datenbedarf auf, dass sie komplett auf die spezielle Instanz zurückgreifen können.
Neben der einheitlichen Datenbasis zeichnet sich das Konzept durch einen weiteren Vorteil aus: So kann das datentechnische Abbild des real hergestellten Produkts kontinuierlich wachsen und sich mit fortschreitendem Fertigungsgrad immer mehr dem realen Produkt annähern. Auf diese Weise entsteht während des Produktionsprozesses eine „digitale Kopie“ des realen Produkts mit eindeutigem datentechnischem „Fingerabdruck“. Die digitale Kopie umfasst sämtliche Parameter und Einflüsse, die im Laufe der Fertigung angefallen sind. In einem folgenden Schritt lässt sich so eine zeitlich und räumlich flexible Verkettung der Produktionsschritte bei gleichbleibender Qualität realisieren. Darüber hinaus geben die Daten einen Überblick über die Robustheit und Produktivität der Prozesse.
Konsequentes Varianten-Management
Das beschriebene Projekt bei Phoenix Contact zeigt, dass eine Linienfertigung von Schaltschränken bereits heute machbar ist, sofern sich Anbieter und Kunde auf ein geeignetes Austauschformat aller Informationen der Produktionskette verständigen. Wird ein konsequentes Varianten-Management der Komponenten betrieben, lassen sich die einzelnen Prozesse automatisieren. Die konkrete Umsetzung muss dabei stets eine Einschätzung der erforderlichen Wandlungsfähigkeit, Produktivität und Wirtschaftlichkeit der Anlage beinhalten, da insbesondere der datentechnische Aufwand erheblich sein kann. Abschließend bleibt also festzustellen, dass auch Bereiche, die durch eine große Varianz bei gleichzeitig hoher Komplexität gekennzeichnet sind, erhebliche Automatisierungspotenziale besitzen. Die Kombination aus IT-technischer Standardisierung und prozessseitigem Know-how kann hier zu substanziellen Einsparungen führen, welche die Wettbewerbsfähigkeit des Hochlohn-Standorts Deutschland stärken. I
Info & Kontakt
Phoenix Contact
Bernd Naguschewski, Leiter Technical Sales Industrial Components Tel.: 05235 3-14511 bernd.naguschewski@phoenixcontact.de www.phoenixcontact.de
Direkt zum Fachglossar Industrie 4.0
Automatisierte Fertigung von Klemmenleisten
Phoenix Contact kooperiert derzeit mit einem deutschen Anlagenbauer, um dessen Prozesse im Hinblick auf eine Datenintegration und Automatisierung zu optimieren. Die individuelle Konfektionierung von Tragschienen mit anschließender Bestückung stellt einen Teilprozess des Projekts dar. Auf diese Weise lassen sich bis zu fünfzig unterschiedliche Produkte verarbeiten. Die individuellen Tragschienen können dabei eine Länge von maximal einem Meter haben. Phoenix Contact hat hier Lösungen bis zur Marktreife entwickelt, die im Zusammenspiel mit marktüblichen Engineering-Systemen einen durchgängigen Informationsfluss bis in die Fertigung ermöglichen.
Unsere Whitepaper-Empfehlung
Der AGV5D von Aerotech bringt neuen Wind in die hochpräzise Mikrobearbeitung. Erfahren Sie, wie das 5-Achsen-Lasersystem präzise Bohrungen, konturierte Schlitze und komplexe Geometrien mit Submikrometer-Toleranzen realisiert.
Teilen: