

Inhaltsverzeichnis
1. Gestuftes Mechatronikprogramm
2. Digitale I/O für einfache Anwendungen
3. IO-Link überträgt Parametrier- und Diagnosedaten
4. Industrielles Ethernet ermöglicht Echtzeitregelung
5. Technologie folgt Funktionalität
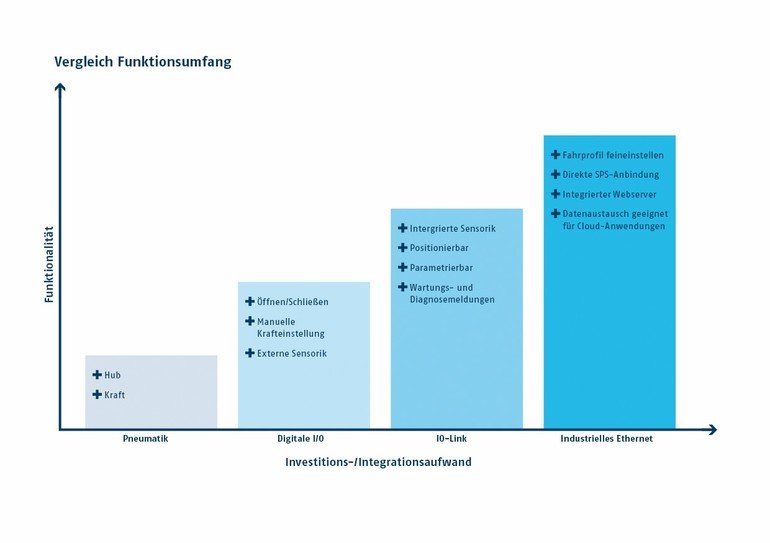
Im Rahmen seiner Mechatronikstrategie unterscheidet Schunk drei Segmente der Kommunikation: Digitale I/O, IO-Link sowie industrielle Ethernet- und Bus-Schnittstellen. Vor allem Greifsystemkomponenten mit IO-Link- und industriellen Ethernet-Schnittstellen (Profinet, EtherCAT und EtherNet/IP) gewinnen neben den seit Jahren etablierten Busschnittstellen Profibus und CAN an Relevanz. Das deckt sich mit der Gesamtentwicklung: Über 21 Millionen Profinet-Knoten sind weltweit bereits installiert, über 8 Millionen sind es bei IO-Link. Tendenz steigend. Vor allem Steuerungs- und Elektronikhersteller wie Beckhoff, Bosch, Rockwell Automation und Siemens sowie Robotikhersteller wie Fanuc, Kuka oder Mitsubishi gelten als Treiber der modernen Standards. Komponentenlieferanten wie Schunk, deren Anspruch es ist, mit einem sowohl breiten als auch tiefen Katalogprogramm den kompletten Markt umfassend abzudecken, müssen die gesamte Klaviatur der Kommunikation und Ansteuerung beherrschen, schließlich sollen deren Komponenten an möglichst jeder SPS und jeder Robotersteuerung tadellos arbeiten.
Gestuftes Mechatronikprogramm
Entsprechend frühzeitig hatte der Spezialist für Greifsysteme und Spanntechnik neben seinen robusten und langlebigen Pneumatikkomponenten ein ebenso ausgereiftes Mechatronikprogramm aufgebaut, das kontinuierlich erweitert wird. Es basiert zunächst auf drei Säulen:
- Auf robust aufgebauten Komponenten, wie dem 24V-Kleinteilegreifer EGP, die über digitale I/O angesteuert werden und in der Lage sind, vorhandene pneumatische Komponenten 1:1 zu substituieren.
- Auf Komponenten, wie dem Großhubgreifer EGA, die über Motoradapter mit marktüblichen Servomotoren verbunden und so einfach an vorhandene Steuerungsumgebungen adaptiert werden können.
- Auf Komponenten, wie dem in der höchsten Kategorie C zertifizierten Profinet-Universalgreifer EGL, bei denen Motor, Steuerungstechnik und Intelligenz vollständig integriert sind und die über industrielle Ethernetschnittstellen angesteuert werden.
Darüber hinaus wurde das Programm sukzessive beispielsweise um Komponenten mit IO-Link-Schnittstelle ausgebaut. Gründe waren die fallenden Preise pro IO-Link-Knoten, die Offenheit und Einfachheit von IO-Link, Vereinfachungen bei der Installation sowie die immer häufiger gefragten Parametrier- und Diagnose-Möglichkeiten. So sind die mechatronischen 24V-Universalgreifer PGN-plus-E und die mechatronischen 24V-Kleinteilegreifer EGP seither auch mit IO-Link-Schnittstelle erhältlich. Umso wichtiger erscheint es für Anlagenbauer, Integratoren und Anwender, die Vorteile, aber auch technischen Grenzen der einzelnen Schnittstellen zu kennen, um diese abwägen zu können.
Digitale I/O für einfache Anwendungen
Greifer mit digitalen I/O gelten als Einstiegssegment in die Welt der mechatronischen Handhabung. Gerade beim ersten Umstieg von pneumatischen Greifsystemen auf mechatronische erweist sich die Ansteuerung über digitale I/O als vorteilhaft, da das Prinzip der Ansteuerung beibehalten wird und keinerlei Programmierkenntnisse erforderlich sind. Wohl auch aus diesem Grund konnte der fürs Kleinteilehandling konzipierte EGP Erfolge am Markt verzeichnen. Der leistungsdichteste elektrische Kleinteilegreifer mit integrierter Elektronik am Markt verfügt über ein hohes Tempo bei gleichzeitig hoher Greifkraft. Bürstenlose und damit wartungsfreie Servomotoren sowie eine leistungsfähige Kreuzrollenführung gewährleisten einen hohen Wirkungsgrad. Seine Greifkraft lässt sich je nach Baugröße in zwei beziehungsweise vier Stufen einstellen. In der Speedversion beträgt die Schließzeit 0,03 s. An Grenzen stößt die Ansteuerung über digitale I/O, wenn neben dem reinen Öffnen und Schließen der Greifer sowie der stufenweisen Einstellung der Greifkraft weitere Funktionen erforderlich sind, Zyklus für Zyklus unterschiedliche Hübe oder Greifkräfte eingestellt oder Prozessdaten abgefragt werden sollen. All das ist über digitale I/O nicht möglich.
IO-Link überträgt Parametrier- und Diagnosedaten
Bei den Greifern mit IO-Link-Schnittstelle aus Lauffen hingegen können über die digitale Punkt-zu-Punkt-Verbindung auch Parametrier- und Diagnosedaten übertragen werden. Zusätzlich lässt sich der Verdrahtungsaufwand sowie die Zahl der Schnittstellen- und Steckverbindervarianten in der Anlage verringern. Die beiden IO-Link-Boliden PGN-plus-E und EGP basieren auf den bewährten Greifern aus dem Portfolio, erfüllen den IO-Link Class B Standard und halten sowohl softwareseitig als auch hardwareseitig die IO-Link Spezifikationen ein. Beide IO-Link-Greifer lassen sich einfach und intuitiv in die Produktionsumgebung integrieren und mit geringem Aufwand in Betrieb nehmen. Ein einziges Kabel zur Steuerung und Spannungsversorgung genügt, damit der Greifer betrieben und Daten von der übergeordneten Steuerung empfangen oder an sie senden kann. Über die IO Device Description (IODD) meldet sich der Greifer an der übergeordneten Steuerung an. Wo bisher nur binäre Schaltzustände (Ein/Aus) oder analoge Signale übertragen wurden, können dank IO-Link Parameter wie die Position und Greifgeschwindigkeit im laufenden Anlagenbetrieb zentral festgelegt und verändert werden. Auch die Greifkraft lässt sich über Einstellungen in der Software individuell an das jeweilige Werkstück anpassen, so dass Handhabungsszenarien mit deformationsempfindlichen Teilen realisiert werden können. Damit steigt die Flexibilität innerhalb der Anwendung. Im Extrem können die Parameter von Zyklus zu Zyklus angepasst werden. Treten Störungen und Fehler auf, hat der Anwender die Möglichkeit, punktgenau einzugreifen. Dies führt zu einer hohen Zeitersparnis bei der Inbetriebnahme oder bei einem Austausch des Greifers. Ein integriertes Diagnosetool überwacht permanent den Zustand der Greifer und übermittelt Fehler automatisch an die übergeordnete Steuerung. Zusätzlich können Anlagenbetreiber beliebige Wartungsintervalle der Anlage auf dem Tool hinterlegen. Einstellparameter, die früher nach einem Variantenwechsel der Maschine zeitaufwändig durch Teachen, Anfahren und Korrigieren erneut ermittelt werden mussten, sind bei den IO-Link-Greifern auf der Steuerung hinterlegt und damit sofort verfügbar. Vorteilhaft ist sicherlich die Universalität des IO-Link-Standards: IO-Link-Master sind mit anderen Kommunikationsprotokollen, wie etwa Modbus/TCP, kompatibel. Nachteilig hingegen kann sich auswirken, dass bei der Kommunikation über IO-Link eben stets ein IO-Link-Master erforderlich ist, der das Investitionsvolumen erhöht, programmiert werden muss und den Datendurchsatz einschränkt. IO-Link ist also kein wirklich echtzeitfähiges Kommunikationssystem. Spätestens wenn Zusatzfeatures wie Kameras, Sensoren oder zusätzliche Daten gefragt sind, stößt auch die Kommunikation über IO-Link an Grenzen.
Industrielles Ethernet ermöglicht Echtzeitregelung
Greifer mit industrieller Ethernet-Schnittstelle (Profinet, EtherCAT, Ethernet/IP) ermöglichen einen deutlich größeren Funktionsumfang als Greifer, die über digitale I/O oder IO-Link angesteuert werden. So lässt sich allein die Referenzierart wahlweise auf Block, auf Geschwindigkeit, Stromfahrt oder Werkstück einstellen. Allein diese Einstellung der Referenzierart würde die Möglichkeiten von Greifern mit IO-Link-Schnittstelle sprengen. Hinzu kommen weitere Funktionalitäten, wie Messen, Positionieren, eine Anbindung an einen Webserver zur Inbetriebnahme oder an ein Gateway zur Datenauswertung über ERP-Systeme oder Cloud-Lösungen. Bestes Beispiel: der EGL mit Profinet Schnittstelle. Seine hochperformante Profinet-Schnittstelle schafft die Voraussetzungen für eine Echtzeit-Prozessregelung und eine maximale Performance. Mit einer variablen Greifkraft zwischen 50 N und 600 N deckt der kompakte Greifer ein breites Teilespektrum ab. Im Kraftschluss kann er unterschiedlichste Teile bis 3 kg im Wechsel handhaben – Leiterplatten in der Elektronikindustrie ebenso wie Bauteile in der Konsumgütermontage oder im Maschinenbau. Dabei lassen sich die Fingerposition, die Schließgeschwindigkeit und die Greifkraft innerhalb des Maximalhubs von 42,5 mm pro Finger frei programmieren. Um die Taktzeit zu verkürzen, können die Finger zudem mit einer Geschwindigkeit von bis zu 150 mm/s beliebig vorpositioniert werden. Weitere Releases, dann mit den hochperformanten Schnittstellen EtherCAT und Ethernet/IP, sind beim Greiferhersteller bereits in Planung. Zudem wird das Unternehmen auf der Hannover Messe einen flexibel einsetzbaren Mechatronikgreifer mit großem Hub für variantenreiche industrielle Anwendungen vorstellen, der ebenfalls über Profinet angesteuert wird und seine Finger außerordentlich schnell positioniert.
Technologie folgt Funktionalität
Grundsätzlich gilt: Jede Art der Ansteuerung – sei es pneumatisch oder elektrisch – sowie jede Kommunikationsschnittstelle hat spezifische Vor- und Nachteile. Pauschale Empfehlungen sind nicht möglich. Die Greifsystemspezialisten raten daher, Anwendungen und deren jeweiligen Anforderungen stets individuell zu betrachten. Wer lediglich ein Werkstück greifen möchte und keine weiteren Anforderungen an den Greifprozess stellt, kann getrost auf pneumatisch angesteuerte oder elektrisch angesteuerte Greifer mit digitalen I/O zurückgreifen. Damit reduzieren sich der Inbetriebnahmeaufwand, die Komplexität der Ansteuerung und nicht zuletzt auch das Investitionsvolumen. Für Anwendungen, bei denen beispielsweise Zwischenpositionen erforderlich sind, kommen wiederum Greifer mit IO-Link infrage. Alternativ können aber beispielsweise auch pneumatische Greifer mit mechanischen Begrenzungen, Federn oder extern geführte Greifer eingesetzt werden. Greifer mit industriellen Ethernet-Schnittstellen wiederum haben vor allem dann ihre Berechtigung, wenn eine Echtzeitregelung realisiert werden soll, eine spezielle Referenzierung erforderlich ist oder Prozessdaten erfasst werden. Um das jeweils beste Preis-Leistungs-Verhältnis zu erzielen, so der Rat von Schunk, sollte stets die eingesetzte Technologie der Funktionalität folgen. eve
Details zu den Greifsystemen von Schunk:
Hannover Messe 2019: Halle 17, Stand B40







{kind=link}