Die Bauteiloberfläche ist die Grenzfläche zur Interaktion mit der Umgebung oder einem Gegenkörper. Die Eigenschaften von Bauteiloberflächen entscheiden maßgeblich über die Einsatzfähigkeit und Standzeit der Gesamtkomponente bzw. Maschine. Äußere Einflüsse, wie korrosive oder abrasive Medien oder thermische Belastungen, verringern die kalkulierte Standzeit bzw. Lebensdauer von Bauteilen. Beschichtungen können die Standzeit und Leistungsfähigkeit einzelner Bauteile und damit des Systems erhöhen.
Beschichtungsverfahren zählen gemäß DIN 8580:2003–09 zu den Fertigungsverfahren zur Modifikation von Oberflächen. Um Beschichtungen zu applizieren, gibt es eine Reihe von Technologien, die nach der Form der Ausgangs- bzw. Zusatzwerkstoffe unterschieden werden und von einfachen Lackierungen mit Farbe und Pinsel bis hin zu komplexen Vakuumbeschichtungsprozessen, wie der physikalischen Gasphasenabscheidung, reichen.
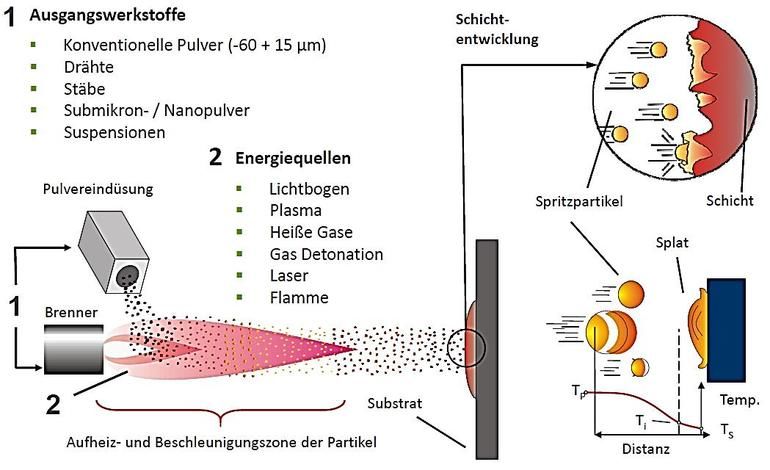
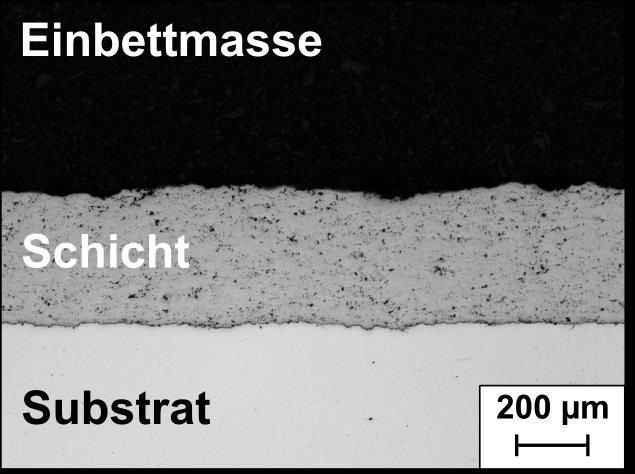
Thermische Spritzprozesse sind „Verfahren, bei denen Spritzzusätze innerhalb oder außerhalb der Spritzpistole/des Brenners bis zum plastischen oder geschmolzenen Zustand aufgeheizt und dann auf eine vorbereitete Oberfläche geschleudert werden” (DIN EN ISO 14917:2017). Bei den thermischen Spritzverfahren liegt das Beschichtungsmaterial im festen Ausgangszustand vor und der Prozess findet in den meisten Fällen an der Atmosphäre statt. Die auf der zu beschichtenden Oberfläche auftreffenden Spritzzusatzwerkstoffpartikel formen eine Schicht auf der Oberfläche. Die Schicht besteht aus den sogenannten „Splats“, also aus den beim Aufprall auf das Substrat abgeflachten Spritzpartikeln. Die Schichtdicke kann von wenigen Mikrometern (circa 20 µm) bis hin zu mehreren Millimetern (circa 23 mm) reichen. Abbildung 1 stellt den thermischen Spritzprozess schematisch dar.
Als thermische und kinetische Energiequelle kann ein Plasma, eine Verbrennungsflamme, ein Lichtbogen, ein Laser, eine Explosion oder ein erwärmtes Gas genutzt werden. Die Spritzzusätze können als Stab, Draht, Suspension oder Pulver vorliegen. Die gängigste Form stellt das konventionelle Spritzpulver dar. Die industriell am meisten genutzten Verfahren des thermischen Spritzens sind das Atmosphärische Plasmaspritzen (APS), das Flammspritzen (FS), das Hochgeschwindigkeits-Flammspritzen (HVOF/HVAF), das Lichtbogendrahtspritzen (LDS) sowie das noch relativ junge Verfahren des Kaltgasspritzens (CS). Ein Vorteil der Verfahren beruht auf der hohen Flexibilität. Mittels angepasster thermischer Spritzverfahren können nahezu alle Substratmaterialien (Metalle, Keramiken, Glas usw.) mit nahezu beliebigen Werkstoffen (bzw. Werkstoffkombinationen) beschichtet werden. Verschiedenste Beschichtungen aus Metallen (z. B. rostfreie Stähle), Keramiken (z. B. Al2O3, ZrO2, Cr2O3), Cermets (z. B. WC-CoCr) und Kunststoffen (z. B. PLA) sind industriell etabliert. Thermische Spritzverfahren werden genutzt, um die Funktionalität von Komponenten flächig oder lokal anzupassen und aufzuwerten. Aufgrund des hohen Freiheitsgrades bei der Auswahl und Kombination von Substrat- sowie Schichtwerkstoff finden thermisch gespritzte Beschichtungen in verschiedensten industriellen und kommerziellen Einsatzgebieten Verwendung. Typische Anwendungsgebiete sind Verschleiß- und Korrosionsschutz sowie thermische Isolation.
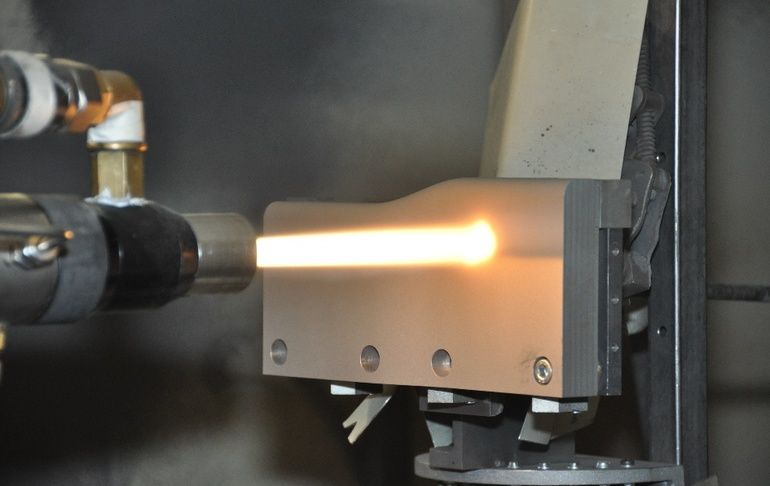
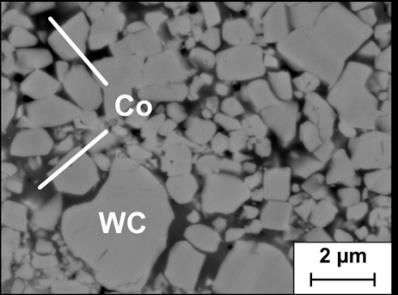
Abbildung 2 zeigt eine Anwendung für das thermische Spritzen. Hier wurde das Hochgeschwindigkeitsflammspritzen, mit Partikelgeschwindigkeiten in der Flamme von bis zu 1000 m/s, genutzt, um segmentierte Umformwerkzeuge zu beschichten. So kann die Härte und die Verschleißbeständigkeit der Oberfläche erhöht werden. Ein typischer Werkstoff für hochharte Verschleißschutzschichten ist WC-Co bzw. WC-CoCr. WC-Co(Cr)-Schichten weisen Härten zwischen 1100–1300 HV0.3 auf. Aufgrund der hohen Partikelgeschwindigkeit in der Flugphase und beim Aufprall auf dem Substrat sind die Schichten dicht (Porosität 1 %) und weisen eine hohe Haftzugfestigkeit auf (Adhäsion 100 MPa). Gleichzeitig bleibt die thermische Belastung des Substrates bzw. Grundwerkstoffes gering (Temperaturen 150 °C). Darüber hinaus können lokal verstärkte oder gradierte Schichten hergestellt werden, um die Eigenschaften gezielt und lokal an die Belastungen im Umformprozess anzupassen. Die Herausforderung hierbei ist die anwendungsadaptierte Koppelung der Beschichtungsanlage und eines Industrieroboters sowie die damit einhergehende Bahnplanung, um endkonturnahe, gleichmäßige Beschichtungen auch auf komplexen Oberflächen zu erzielen. eve

info
Zu dieser Serie
Zusammen mit der Technischen Akademie Esslingen stellt die KEM Konstruktion in dieser Grundlagenserie Hintergründe und praktische Einsatzszenarien in aktuellen Technikfeldern zusammen. Tipps zu passenden Seminarangeboten erleichtern die Planung einer praxisorientierten Weiterbildung.
Erschienen sind bereits:
Teil 1: Digitale Zwillinge und aus virtuellen Baugruppen hier.pro/6QiPa
Teil 2: Messverfahren für die Prozessstabilität in der additiven Fertigung hier.pro/7smry
Teil 3: Der Schmierstoff als Konstruktionselement am Beispiel der Schmierfilmdickenmessung http://hier.pro/0C4WC
Teil 4: Monitoring von Schleppketten hier.pro/44LVR








{kind=link}