




Beim Stranggießen von Stahl, Kupferlegierungen oder Aluminium gilt es, den Materialverlust so gering wie möglich zu halten. Messsysteme zur Schnittlängensteuerung sind deshalb obligatorisch.
Die Autoren: Pierre Passarge, Strategisches Produktmarketing, Polytec, und Ellen-Christine Reiff, Redaktionsbüro Stutensee
Oft macht aber die prinzipbedingte Ungenauigkeit der Messsysteme einen beachtlichen Aufschlag zur dem Abnehmer garantierten Mindestlänge notwendig. Dank hochpräziser, berührungsloser Messsysteme, die auch den rauen Einsatzbedingungen direkt über dem glühenden Strang trotzen, lässt sich die Wirtschaftlichkeit beim Stranggieß-Verfahren deutlich steigern.
Stahl, Kupferlegierungen und Aluminium werden heute meist kontinuierlich in Strängen mit Gießgeschwindigkeiten von typischerweise etwa 0,5 bis 5 m/min produziert und dann in Teilstücken abgelängt. Kernstück jeder solchen Stranggieß-Anlage ist die sogenannte Kokille, die den Querschnitt des Stranges festlegt. In sie wird das flüssige Metall eingebracht, das dann beginnt während der Weiterbewegung des Strangs abzukühlen und fest zu werden. Läuft der Strang währenddessen nicht mit der richtigen Geschwindigkeit weiter, hat dies Einfluss auf seine Abkühlung und den Verfestigungsprozess. Dadurch wird die Qualität des Endproduktes beeinflusst. Im schlimmsten Fall kann es zum Abreißen des Stranges kommen, wenn die äußere Hülle nicht ausreichend Zeit zum Verfestigen hatte. Beides lässt sich vermeiden, wenn die Geschwindigkeit des Strangs kontinuierlich gemessen und entsprechend der Prozessanforderungen geregelt wird.
Wie lang und schnell ist der Strang?
Aber auch beim Abschneiden der Teilstücke spielt die Geschwindigkeitsmessung als Ergänzung zur Längenerfassung eine wichtige Rolle: Der Strang läuft ja kontinuierlich weiter, während die Schneidvorrichtung ihn trennt. Für eine saubere, gerade Schnittkante muss die Steuerung des Schneidwerkzeugs deshalb die Geschwindigkeit kennen, mit der sich der Strang bewegt. Sonst müsste die Schräge des Schnitts beim Aufschlag auf die Mindestlänge berücksichtigt werden. Die genaue Kenntnis von Geschwindigkeit und Länge des Strangs ist somit ein wichtiger Faktor für eine Prozess- und damit Kostenoptimierung.
Prinzipiell kommen für die entsprechenden Messungen mehrere Verfahren infrage. Die meisten davon haben allerdings gravierende Nachteile: Werden Länge und Geschwindigkeit des Strangs mit Messrädern aufgenommen, nimmt man zwangsläufig immer Ungenauigkeiten in Kauf, die entstehen, weil sich der Durchmesser des Rades durch Verschleiß oder Verunreinigungen wie z.B. Zunder verändert. Dagegen lässt sich nur mit ständigem Warten, Prüfen und Kalibrieren vorgehen. Zudem ist eine solche taktile Messung nie schlupffrei, da sich die oszillierenden Bewegungen der Kokille durchaus auf den Strang übertragen. Es gibt also immer mal wieder einen kleinen „Ruck“. Ähnliches gilt, wenn für Geschwindigkeits- und Längenmessungen die Umdrehungszahlen der Antriebsrollen mit Drehgebern erfasst und ausgewertet werden.
Die effektivste Lösung: optisch, berührungslos und verschleißfrei
Kein Wunder also, dass sich z.B. in Stahlwerken immer häufiger berührungslose, optische Messsysteme durchsetzen. Die Laser Surface Velocimeter (LSV-2000) von Polytec beispielsweise wurden speziell für die präzise Messung von Geschwindigkeit und Länge in rauen Umgebungen entwickelt. Sie arbeiten ohne Verschleiß und sind auch im Dauerbetrieb rund um die Uhr wartungsfrei. Ihre zuverlässigen Messdaten lassen sich zudem einfach in die Prozesssteuerung einbinden.
Das Laser Surface Velocimeter nutzt das Differenz-Laser-Doppler-Prinzip und wertet das von einem bewegten Objekt zurück-gestreute Laserlicht aus (vgl. Kasten). Im Gegensatz zu herkömmlichen berührungslosen Verfahren misst das LSV ab Stillstand und erkennt zuverlässig die Bewegungsrichtung.
Durch die hohe Genauigkeit und Reproduzierbarkeit dieser berührungslosen Messung wird die Qualität verbessert und der Ertrag gesteigert. Für den Anwender rechnet sich das schnell. Reduziert sich der Aufschlag beim Ablängen nur um wenige Millimeter, sind Amortisationszeiten von etwa einem Jahr die Regel. Zudem sind Montage und Inbetriebnahme optischer Messsysteme einfach. Es wird in ca. 1,5 m Höhe über dem Strang montiert und ist eigentlich sofort einsatzbereit. Lediglich die anwendungsbezogenen Parameter müssen noch eingegeben werden.
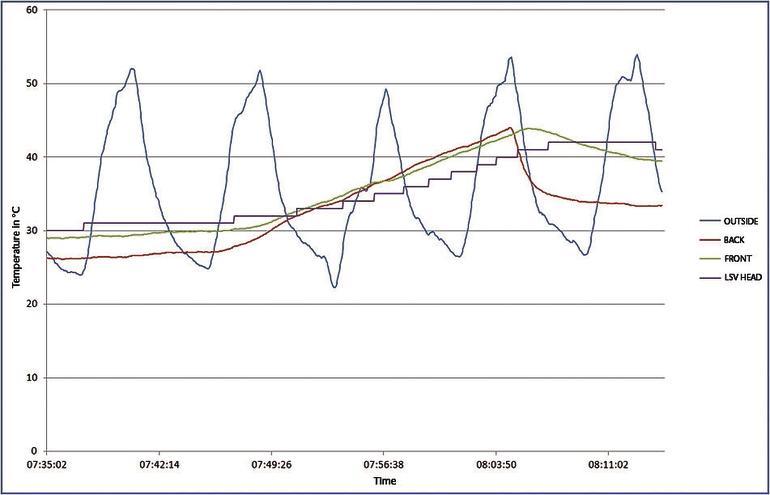
Der Schulungsaufwand dafür ist vernachlässigbar; wenn das LSV einmal in Betrieb genommen ist, ist keine Bedienung mehr erforderlich; die Inbetriebnahme übernehmen die Fachleute aus Waldbronn. Hinzu kommt aber noch ein weiterer Vorteil: Trotz der heißen Umgebung muss der Anwender das Messsystem nicht durch zusätzliche Kühlmaßnahmen schützen. Das standardmäßige Schutzgehäuse aus Aluminium mit eingegossenen Kühlwasserrohren aus Edelstahl ist in seiner Kühlleistung so effektiv, dass weiteres Einhausen unnötig ist. Das Messsystem ist für Umgebungstemperaturen bis 200 °C ausgelegt und hat das auch im harten Praxiseinsatz bewiesen. So wurde ein solches LSV in einem Stahlwerk an einer Traverse am Auslauf des Strangs direkt vor den Brennschneidern eingebaut. Zur Kühlung wurde Brauchwasser aus dem Kreislauf ins Gehäuse eingeleitet, das bereits eine Temperatur von 31 °C hatte. Das Bild zeigt den Temperaturverlauf für die drei Sensoren, die für den Test eingebaut wurden. Trotz der hohen Einlauftemperatur war die Kühlleistung ausreichend, um das Messsystem zu schützen.
Um ein Problem mit der Kühlwasserversorgung zu simulieren, wurde dann die Wasserzufuhr unterbrochen und die Temperaturentwicklung beobachtet. Erst nach 15 Minuten erreichte die Temperatur eine für den Sensor kritische Höhe. Als das Kühlwasser wieder floss, sank die Temperatur innerhalb weniger Minuten wieder auf ein sicheres Niveau. Da – vor allem im Sommer – Brauchwasser zu warm werden kann, wurde die Kühlwasserversorgung für einen weiteren Test auf Leitungswasser umgestellt.
Der Temperaturverlauf für einen Tag ist dargestellt. Zu keinem Zeitpunkt übersteigt die Temperatur im Kühlgehäuse die 25°C-Marke; die Temperatur im Messkopf, die 45 °C nicht überschreiten sollte, liegt demnach unter 30 °C. Das massive Kühlgehäuse hat damit genügend Reserve, um auch in noch heißeren Umgebungen als bei diesen Tests zuverlässig zu arbeiten. Dank der robusten, hochpräzisen, berührungslosen Messsysteme lässt sich also die Wirtschaftlichkeit und Prozesssicherheit bei jedem Stranggieß-Verfahren deutlich steigern, und das ohne zusätzliche Kühlmaßnahmen. I
Info & Kontakt

Polytec GmbH
Laser Surface Velocimeter
Waldbronn
Tel.: +49 7243 604-1780 oms@polytec.de www.polytec.de
Weitere Informationen zu den LSV-Systemen
Die Laser-Doppler- Velocimetrie
Die Velocimeter arbeiten nach dem sogenannten Differenz-Dopplerverfahren. Hierbei werden 2 Laserstrahlen, die jeweils unter einem Winkel w zur optischen Achse einfallen, auf der Oberfläche des Messobjektes überlagert. Hier erzeugen sie ein Interferenzmuster von hellen und dunklen Streifen. Der Streifenabstand Δs ist eine Gerätekonstante, die von der Laserwellenlänge λ und vom Winkel zwischen den Messstrahlen 2w abhängt. Es gilt: Δs = λ/(2sinw).
Bewegt sich ein Teilchen durch das Streifenmuster, so wird das von ihm zurückgestreute Licht in seiner Intensität moduliert. Ein Photoempfänger im Messkopf erzeugt demzufolge ein Wechselstromsignal, dessen Frequenz fD direkt proportional zur Geschwindigkeitskomponente der Oberfläche in Messrichtung vp ist und es gilt: fD = vp/ Δs = (2vp/ λ) sin w (wobei fD die Dopplerfrequenz ist, vp die Geschwindigkeitskomponente in Messrichtung und Δs der Streifenabstand im Messvolumen. Der Wert λ/sinw bildet die Maßverkörperung für die Geschwindigkeits- und Längenmessung. Er wird für jeden Messkopf exakt gemessen und ist auf dem Identifikationsaufkleber aufgedruckt.
Unsere Webinar-Empfehlung

Antriebstechnik - wenig Platz ist kein Argument. Jetzt Webcast ansehen und mehr erfahren über Lösungsansätze für kleinere – aber leistungsfähige – Komponenten!
Teilen:








{kind=link}