


Gummi ist in seinem Verhalten wie eine inkompressible Flüssigkeit. Durch steigenden Druck passt sich eine Dichtung immer mehr ihrem Einbauraum an, bis sie schließlich in den druckabgewandten Spalt gepresst, also extrudiert wird. Der O-Ring bzw. die Hydraulikdichtung wird „abgeschält – oder wird durch das Atmen der Maschinenteile angeknabbert“. Durch den hohen Druck wird immer neues Material in den Spalt nachgeschoben, sodass mitunter lange Extrusionsfahnen entstehen. Das „Anknabbern“ entsteht dadurch, dass sich der Spalt schlagartig schließt und dass sich das in den Dichtspalt extrudierte Material nicht schnell genug zurückziehen kann.
Druck als Schadensursache
Der Systemdruck ist meist zu Beginn einer Entwicklung fest vorgegeben, sodass konstruktiv oder werkstofftechnisch Wege gefunden werden müssen, damit umzugehen. Bei typischen Werkstoffhärten von 70 ShA oder höher und bei den üblichen Spaltmaßen von maximal 0,3 mm tritt der Schadensmechanismus der Spaltextrusion nicht unter 50 bar Druck auf. Der Vorgang [der Spaltextrusion] wird dadurch gefördert, dass der Druck p die Zylinderrohre aufweitet, sodass der Spalt vergrößert wird.
Durch das viskoelastische Verhalten von Elastomeren ist der Widerstand des Materials gegen Verformung nicht nur abhängig vom Verformungsgrad, sondern auch von der Verformungsgeschwindigkeit (Druckanstiegsgeschwindigkeit) und der Temperatur. Das heißt, dass derselbe Druck, wenn er schneller ansteigt, auch höhere Linien- bzw. Flächenpressungen am Dichtspalt erzeugt.
In der Hydraulik gibt es das Phänomen der Schleppströmung. Vor der Dichtung baut sich ein Schleppdruck auf, der um ein Vielfaches höher als der Systemdruck sein kann. Trotz intakter Dichtungen kann es zu Leckagen kommen.
Mangelhafte konstruktive Randbedingungen als Schadensursache
Ein fehlerhaftes Spaltmaß ist die bekannteste Ursache von Spaltextrusion, aber es gibt auch noch andere konstruktive Fehler. Zwischen einem Kolben und Zylinder sind in der Regel immer Spalte anzutreffen. Die Reduzierung des Spaltes ist vor allem eine Kostenfrage. Bei dynamischem Dichtungseinsatz ist sogar ein gewisser Gleitspalt notwendig. Dieser ist meist größer als der für die Dichtung ideale Wert. In der Fluidtechnik liegt ein typischer Dichtspalt im Kolbendurchmesserbereich von 20 bis 100 mm bei 0,07 bis 0,13 mm, z. B. bei einer Auslegung nach ISO 3601-2 (H8/f7).
Die Anfälligkeit für Spaltextrusion wird wesentlich durch die Kantenausführung der Nut beeinflusst. Prinzipiell gilt, dass ein Kantenradius von 0,05 bis 0,1 mm dem Idealfall entspricht. Bei hohem Druck und schneller Druckanstiegsgeschwindigkeit schädigen scharfe Kanten viel früher die Dichtung.
Früher war die O-Ring-Schnurstärke auch ein Parameter bei der Auslegung von extrusionssicheren Dichtungen. Im Rahmen von intensiven Untersuchungen konnte aber kein signifikanter Einfluss der Schnurstärke auf die Extrusionsbeständigkeit nachgewiesen werden.
Ungeeigneter Dichtungswerkstoff als Schadensursache
Zwar wird in der Literatur meist nur die Dichtungshärte als wichtiger Parameter zur Schadensvermeidung beschrieben, jedoch greift diese Sichtweise in der Praxis oft zu kurz. Je steifer eine Dichtung ist, desto mehr Widerstand bringt sie gegen eine Spaltextrusion auf. Große Dichtungshersteller bieten für ihre Kunden Diagramme an, mit deren Hilfe diese eine extrusionssichere Dichtung auslegen können. Mit Betriebsdruck und Werkstoffhärte erhält man so den maximal zulässigen Spalt.
Da die Härte weit verbreitet und einfach zu messen ist, wird sie oft verwendet, um eine Aussage über die Steifheit eines Elastomerwerkstoffs zu geben. Jedoch sagt die Härte nur etwas über den Widerstand eines Werkstoffs gegen eine minimale Verformung aus. Problematisch ist auch das übliche große Härtetoleranzfenster von ±5 Härtepunkten (ShA bzw. IRHD, M). Die meisten Dichtungswerkstoffe rangieren im Mittelfeld der Extrusionsbeständigkeit. Besonders extrusionsanfällig sind Silikone (VMQ, FVMQ), besonders extrusionsbeständig sind harte TPUs.
Durch eine Medienunverträglichkeit kann es zu unerwartet hohen Quellungen (10 %) oder einem chemischen Angriff an der Dichtung kommen. Dadurch wird sie stark erweicht, wodurch der Widerstand gegen Spaltextrusion abnimmt. Gummiwerkstoffe verhalten sich viskoelastisch, d. h. ihre Belastungsgrenzen sind stark temperaturabhängig, deswegen nimmt die Anfälligkeit für Spaltextrusion mit steigender Temperatur zu.
Das Schadensbild der Spaltextrusion
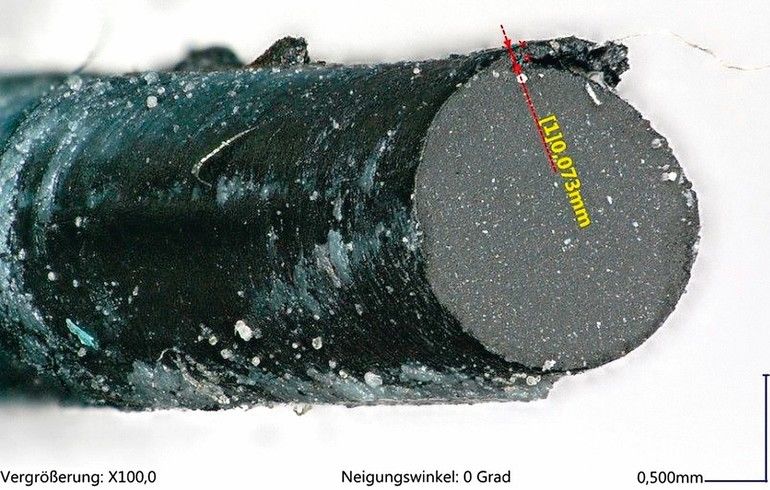
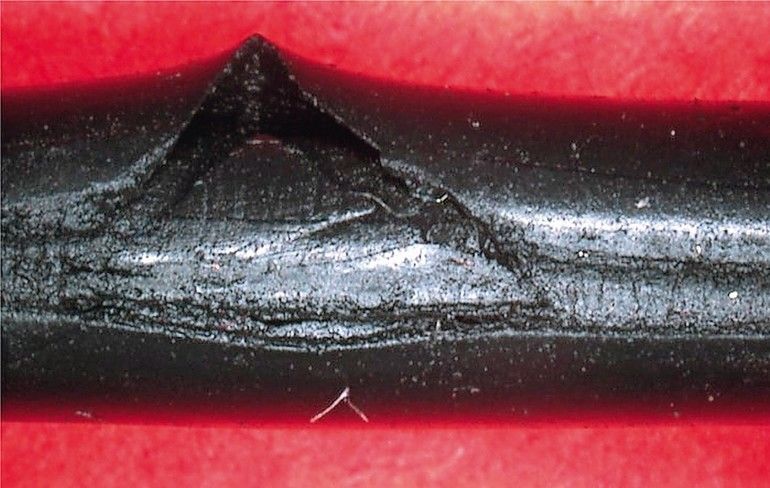
Die klassische Spaltextrusion ist eines der eindrücklichsten Schadensbilder von Elastomerdichtungen. Das Querschnittsbild eines fast vollständig abgerollten O-Ringes ist sehr einprägsam und auch von einem Laien leicht zu identifizieren (Abb. 1). Solche eindeutigen Schadensbilder werden nur durch sehr scharfkantige Nuteinstiche in Verbindung mit dem entsprechenden Spalt und Druck ausgelöst. Typischer und häufiger anzutreffen ist hingegen das Schadensbild aus Abb. 2.
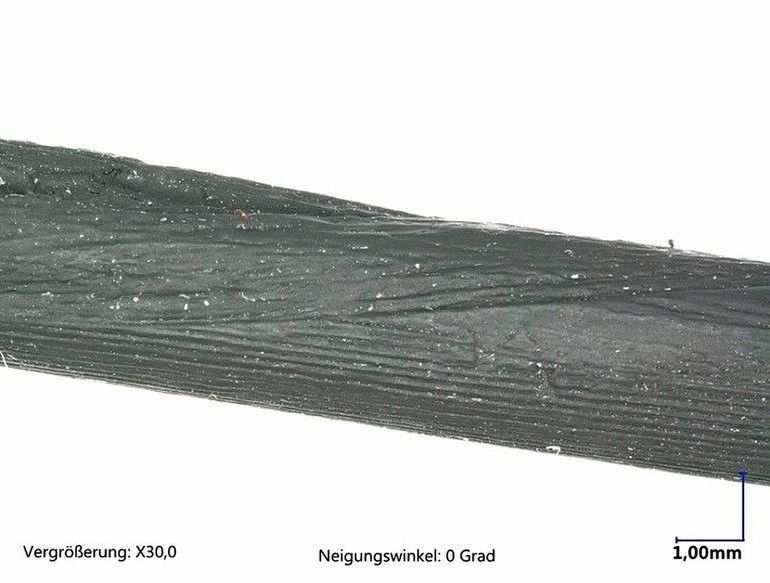
Generell entstehen bei der Spaltextrusion an der druckabgewandten Seite des O-Rings Abschälungen, meist nur partiell am Umfang, die durch Einwanderung in den Dichtspalt entstanden sind. Das Abtrennen von Dichtungsmaterial auf der druckabgewandten Seite hat den Vorteil, dass am Anfang der Schädigung keine losgelösten Gummipartikel auf die Medienseite gelangen. Oftmals findet man dieses Schadensbild nur an einer Stelle des Umfangs, nämlich an der Stelle der größten Exzentrizität und damit des größten Dichtspaltes (Abb. 3).
Als Folgeschäden bei bewegten Abdichtungen treten übermäßiger Abtragverschleiß und Strömungserosion auf. Nachdem Dichtungswerkstoff durch das Extrudieren ausgebröckelt ist, wird durch den Betriebsdruck, der sich auch in der Dichtung fortpflanzt, neues Material in die entstandenen Hohlräume gepresst. Die resultierenden Zugkräfte überlagern sich mit Reibkräften und es kommt zum Verschleiß. Dadurch wiederum wird die Strömungserosion ermöglicht.
Schäden durch Spaltextrusion können mit folgenden Schadensbildern verwechselt werden: Montagefehler (Abquetschung), Schädigung durch expandierende Luft und Nutüberfüllung.
Präventionsmaßnahmen und Praxistipps
Das Schadensbild Spaltextrusion ist vor allem ein Dichtungsauslegungsproblem. Bei sehr ähnlichen Elastomerwerkstoffen ist dem Compound mit größerer Härte, höherem Modul und höherer Festigkeit der Vorzug zu geben. In sehr kritischen Anwendungen empfehlen sich – falls möglich – Dichtungen aus TPU. Ist die Gummi-Werkstoffseite bereits voll ausgereizt, bleiben nur noch konstruktive Änderungen, z. B. der Einsatz von extrusionsfesten Stützringen, axiale statt radiale Abdichtung, Reduzieren der Kantenradien auf 0,1 bis 0,05 mm und/oder eine Dichtungsposition mit niedrigerer Temperaturbelastung. Prinzipiell sollte bei der Dichtungsauslegung stets das maximal mögliche Durchmesserspiel zugrunde gelegt werden, d. h. die theoretisch maximale Exzentrizität. Spaltextrusion beginnt immer an der Stelle des größten Dichtspaltes.
Da dieses Schadensbild durch eine Kombination mehrerer Ursachen ausgelöst wird und oft erst nach einer hohen Anzahl von Belastungszyklen auftritt, ist eine Abschätzung im Vorfeld schwierig. Deswegen empfiehlt sich die Prüfung von Dichtungen auf möglichst praxisnahen Prüfständen und eine gründliche Analyse von Rückläufern aus Feldversuchen. bec
Noch mehr Informationen gewünscht? Der Link führt Sie zur Langversion des Beitrags Spaltextrusion:
hier.pro/AsQ05
Kontakt:
O-Ring Prüflabor Richter GmbH
Kleinbottwarer Straße 1
71723 Großbottwar
Tel.: 07148 16602–0
Fax: 07148 16602–299
E-Mail: info@o-ring-prueflabor.de
Website: www.o-ring-prueflabor.de
Geschäftsführer: Bernhard Richter









{kind=link}