



Die Firma König ist ein weltweit agierender Hersteller von Kleingebäckanlagen. Seit ihrer Gründung als Ein-Mann-Betrieb vor über 50 Jahren hat sie das Ziel, die Backwarenproduktion zu vereinfachen und die Qualität des Gebäcks unter Beibehaltung seines handwerklichen Charakters zu erhöhen. Dabei sind der Produktvielfalt keine Grenzen gesetzt. Die Lebensmittelproduzenten geben die gewünschten Produkte vor und König findet für jeden Kunden die optimale technische Lösung, passend zur jeweiligen Größe und Anforderung des Betriebes.
Einfaches Produkt – komplexe Anwendung
Eine besondere Herausforderung für den Entwicklungs- und Produktionsstandort der Firma im mittelfränkischen Dinkelsbühl war die Entwicklung einer Schneidemaschine für Maultaschen, kleine Hüllen oder Taschen aus Nudelteig, die vegetarisch, mit Fisch oder Brät gefüllt werden. Der zubereitete Teig für die Maultaschen kommt aus einem Extruder. In einem Walzwerk wird dieser zu einem Teigband gewalzt, das typischerweise 600 mm oder 800 mm breit ist. Diese standardisierte Breite hängt von der vorgelagerten Anlage ab. Anschließend wird das Teigband mit Scheibenmessern in Stränge geschnitten. Auf diese wird dann die Füllung mittig aufgetragen. Bei Produktionsstart werden die gefüllten Stränge manuell in die Falteinrichtung eingefädelt. Danach läuft alles automatisch. Das Abschneiden und Verschließen der einzelnen Maultaschen sind die von der Firma König realisierten Prozessschritte, welche mit der Übergabe an den automatisierten Kocher enden.
Neues Werkzeug für das Abschneiden und Prägen
In der Schneidemaschine von König ist ein neu entwickeltes Werkzeug welches das Schneiden und Verschließen der Teigtaschen in einem Arbeitsgang ausführt, eingebaut. Diese Messer sind aus Edelstahl gefertigt und werden anschließend je nach Einsatz beschichtet um ein Anhaften des zu schneidenden Produktes zu verhindern. Bei Bedarf können diese Messer auch mit Wellenschnitt ausgeführt werden. Der Teig ist hierbei weniger kritisch, sondern eher die Füllung. Gerade bei den hohen Taktzahlen gäbe es schnell Probleme. „Durch die besondere Werkzeuggeometrie wird verhindert, dass beim Verschließen der Teigtaschen die Füllung austritt und es dadurch zu Anlagenstillständen kommen könnte. Die Maschine schneidet so genau, dass Füllmenge und die Schnittlänge exakt aufeinander abgestimmt werden können“, so Josef Hefner, Geschäftsführer bei König.
Messer und Transportband synchronisieren
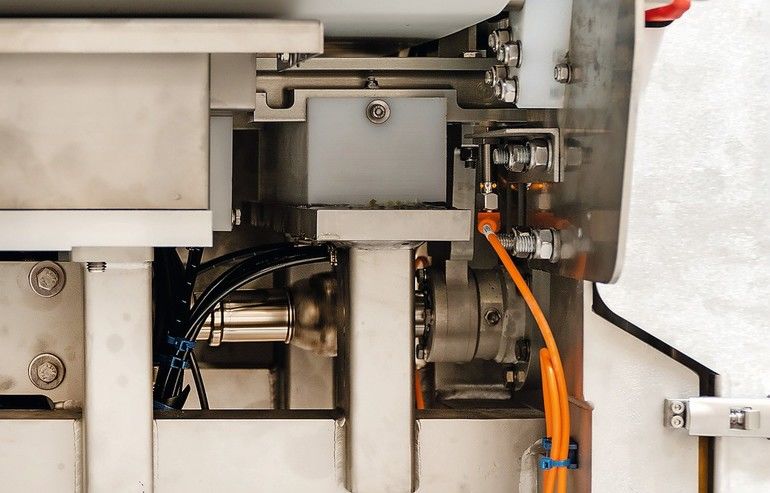
„Abschneiden kann jeder“, bemerkt Hefner und fährt fort: „Es genügt jedoch nicht, eine einfache Hubbewegung auszuführen. Während das Messer in den Maultaschenteig eintaucht, darf kein Vorschub erfolgen. Die Herausforderung bestand darin, den mitlaufenden Schlitten auf die Geschwindigkeit des Transportbandes zu synchronisieren.“ „Diese Bewegung wird durch einen Servolinearmotor SL2 von SEW-Eurodrive ausgeführt“, ergänzt Stefan Stahl, Außendienstmitarbeiter Service im Technischen Büro Nürnberg. Er betreut den Kunden in Dinkelsbühl.
Hohe Anforderungen an Synchronisation
Die erste Generation des Maultaschenschneiders wurde als reine Sondermaschine gebaut. Hier kam der Applikationsumrichter Movidrive mit der integrierten Positionier- und Ablaufsteuerung Ipos zum Einsatz. Die Bewegungskoordination der einzelnen Antriebe war mittels elektronischer Kurvenscheibe achsnah in den Umrichtern realisiert. Als Master fungierte dabei ein SEW-Asynchronmotor mit externem Drehgeber, der das Förderband für den Teigtransport antreibt. Hefner: „Wir haben gute Erfahrungen beim Bau der ersten Generation unserer Maschine gemacht. Vor allem die intensive Betreuung durch Stefan Stahl war ausschlaggebend, auch die zweite Maschinenbaureihe mit Technik von SEW-Eurodrive auszustatten.“
Zentral berechnete Kurven für ein exaktes Schnittergebnis
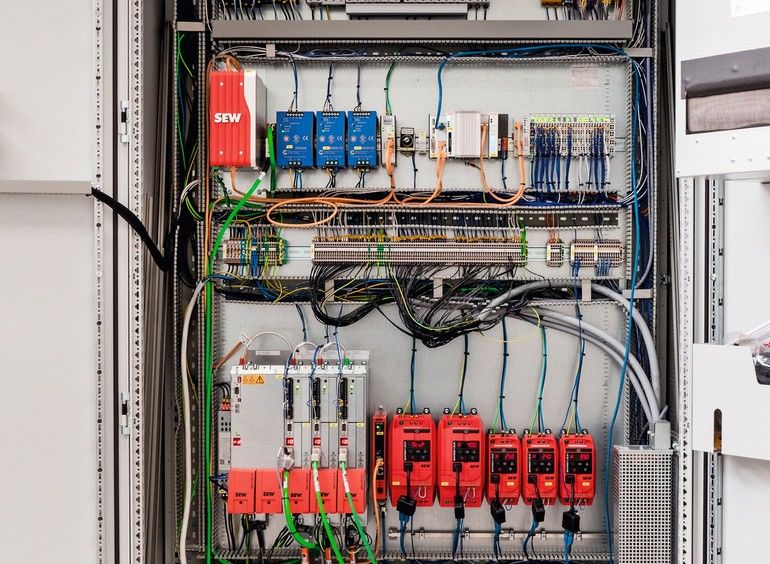
Für die Realisierung der zweiten Maschinenbaureihe schlugen die Antriebsspezialisten eine zentral gesteuerte Bewegungskoordination mit einem modularen Hardwareaufbau vor. Basis für das Maschinenmodul „Synchron Schneiden“ ist ein Mehrachs-Servo-System, bestehend aus der Motion-Control-Steuerung Movi-PLC Power und einem Achsverbund aus drei Servoreglern Moviaxis, die über Ethercat im Millisekunden-Raster zeitsynchron angesteuert werden. Für die Übertragung der produktspezifischen Vorgaben wie Schnittlänge, -höhe und -geschwindigkeit agiert der Motion-Controller selbst als Feldbusteilnehmer im Kommunikationsnetzwerk der Maschinensteuerung. Antriebsseitig beinhaltet das Maschinenmodul einen Servomotor für den Vorschub des Teigbands, einen Servomotor für den Kurbelantrieb, der die Hubbewegung des Schneidmessers ausführt, sowie den Linearantrieb SL2, der das Schneidmesser synchron zum Transportband führt. „Um die hohen Beschleunigungswerte zum Erreichen der geforderten Taktzahlen zu realisieren, lag im Hinblick auf die Konstruktion die besondere Herausforderung in der Gewichtsreduzierung der bewegten Teile der Schneidemaschine“, erläutert Hefner. „Dennoch hätte man sie womöglich schon kopiert, wenn wir nicht gemeinsam mit SEW-Eurodrive die Intelligenz zur Bewegungssteuerung integriert hätten.“
Intelligente Bewegungsprofile für mehr Verfügbarkeit
Die Standardlösung für Synchronbetrieb ist die Funktion „Fliegende Säge“. „Die Dynamik entsprach jedoch noch nicht unseren Anforderungen“, erläutert Hefner und ergänzt: „Die Anforderung des Endkunden waren sechs Takte – in der Sekunde.“ Die geforderte Dynamik mit den maschinenbautechnischen Randbedingungen und Grenzwerten für den maximal zulässigen Verfahrweg, die Beschleunigung und Geschwindigkeit in Einklang zu bringen war eine komplexe, mathematische Herausforderung. Viel Expertise auf dem Gebiet der Bewegungssteuerung haben die regional ansässigen SEW-Applikationsingenieure, hier vertreten durch Matthias Christenn aus der Vertriebsregion Süd. Er programmierte die Bewegungskoordination zur Synchronisierung des Schneidmessers bei sehr kurzen Zykluszeiten. Im Unterschied zur ersten Maschinenbaureihe, wo noch das Transportband als Master für den Schneidprozess fungierte, gibt nun eine auf dem Motion-Controller parametrierte virtuelle Masterachse „den Takt“ an. In Abhängigkeit der produktspezifischen Vorgaben werden dabei die Bewegungsprofile – in Gestalt beschleunigungsoptimierter Kurvenscheiben – zentral im Motion-Controller so berechnet, dass jederzeit die Randbedingungen und Grenzwerte der Maschine eingehalten werden. Dies schont nicht nur die Mechanik, sondern sichert auch die Verfügbarkeit.
Bei der realisierten Bewegungslösung verrichtet der Kurbelantrieb sogar sieben Takte in der Sekunde. Für die erfolgreiche Lösung dieser Bewegungsaufgabe sparte Hefner nicht mit Lob für den engagierten SEW-Mitarbeiter. Schließlich resümiert der Geschäftsführer: „Was SEW-Eurodrive auszeichnet, ist nicht nur der Verkauf von guten Komponenten, sondern die Unterstützung durch kompetente Anwendungstechniker.“ (jg)
Details zu den synchronen Servo-Linearmotoren SL2 von SEW-Eurodrive:
Kontakt:
SEW-Eurodrive GmbH & Co KG
Ernst-Blickle-Str. 42
76646 Bruchsal
Tel. +49 7251 75–0
sew@sew-eurodrive.de
www.sew-eurodrive.de
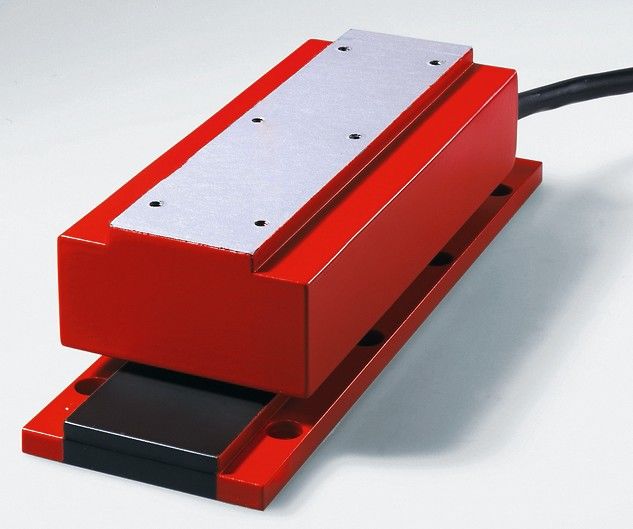 Linearmotoren SL2 sind die passende Lösung für Handhabungsaufgaben, Pick-and-Place-Anwendungen sowie mitlaufende Bearbeitung.
Linearmotoren SL2 sind die passende Lösung für Handhabungsaufgaben, Pick-and-Place-Anwendungen sowie mitlaufende Bearbeitung.Bild: SEW-Eurodrive
Antriebslösung für Maschinenintegration
Die synchronen Servo-Linearmotoren der Baureihe SL2 von SEW-Eurodrive eignen sich für hochdynamische Bearbeitungsmaschinen. Der konvektionsgekühlte Direktantrieb bietet alle Voraussetzungen für eine steife und hohe Regelgüte bei hoher Dynamik und gleichbleibender Präzision. Durch die direkte Erzeugung der linearen Bewegung und Kraft kommen die Linearmotoren ohne mechanische Übertragungsglieder und damit ohne Verschleißteile aus.
Hier finden Sie mehr über:








{kind=link}