
Hohlbauteile weisen ein großes Leichtbaupotential auf. Die größte Herausforderung stellen komplexe Geometrien mit variablen Durchmessern und Hinterschnitten dar. Der noch immer hohe Anteil manueller Fertigungsschritte, die nötige Nachbearbeitung sowie lange Zykluszeiten führen dabei zu hohen Stückkosten. Das Gemeinschaftsprojekt Cavus der Unternehmen KTM Technologies, H2K Minerals, Teufelberger und BASF stellt eine integrative Betrachtung der gesamten Prozesskette dar.
Aus Unterlagen von KTM Technologies, Teufelberger und BASF erstellt
Das „Cavus“ genannte Projekt hat ein geometrisch komplexes Hohlbauteil mit Hinterschnitten am Beispiel eines Mountainbike-Lenkers umgesetzt. Der Technologiedemonstrator vereint aktuelle Fertigungsmethoden mit ausgereiften Materialien zu einem großserienfähigen Verfahren für wettbewerbsfähigen Leichtbau in der Automobilbranche und anderen Industrien.
Initiiert hat das Projekt KTM Technologies. Das Unternehmen ist verantwortlich für die Projektleitung, Bauteilauslegung und Werkzeugkonstruktion sowie die Herstellung der Bauteile. H2K Minerals entwickelte die Materialien der HP-RTM-fähigen Kerne und stellt diese her. Die Preform in Flechttechnologie wurde vom Composite-Bauteilhersteller Teufelberger entwickelt, optimiert und gefertigt. Prozesssimulation und PU-System stammen von BASF.
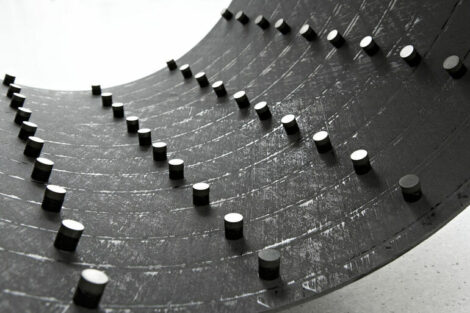
Ausgangspunkt von dem Hohlbauteil ist der speziell entwickelte, druck- und temperaturstabile Kern. Er besteht aus Sand sowie wasserlöslichen Additiven und kann zahlreiche Geometrien annehmen. Zur Herstellung des Vorformlings wird ein vollautomatisiertes Flechtverfahren mit Karbonfasern angewandt. Mit dem Flechtverfahren können komplexe Geometrien bei gleichzeitig hohem Materialdurchsatz abgebildet werden. Aufgrund der großen Ablagegenauigkeit weist die dabei entstehende Preform bereits die Endkontur von dem fertigen Hohlbauteil auf.
Der anschließende HP-RTM-Prozess zeichnet sich durch kurze Injektionszeiten und ein hochreaktives, kompaktes Polyurethanharzsystem der BASF aus, das die Zykluszeit drastisch auf 2 bis 3 min verkürzt. Der hohe Werkzeug-innendruck begünstigt hierbei eine vollständige Benetzung der Karbonfasern und ermöglicht komplexe Bauteilgeometrien mit hohem Faservolumengehalt. Das schnell härtende PU-Matrixsystem Elastolit R 8819 für Endlosfaserverbundbauteile verfügt über hervorragende mechanische Eigenschaften, vor allem sehr gute Dauerbelastbarkeit, Schlagzähigkeit und hohe Schadenstoleranz. Das BASF-Simulationsinstrument Ultrasim trug dazu bei, eine bestmögliche Prozessführung zu finden und die mechanische Belastung des Kerns während der Injektion zu verringern. Abschließend erfolgt das Auslösen des Kernmaterials mittels Wasser, das auch bei kleinen Bauteilöffnungen möglich ist. Abhängig von der Fertigungsmethode sind dabei bis zu 98 % des Kernmaterials in der weiteren Produktion wiederverwendbar. Hohlbauteile weisen ein großes Leichtbaupotenzial auf. Die größte Herausforderung stellen komplexe Geometrien mit variablen Durchmessern und Hinterschnitten dar. Der noch immer hohe Anteil manueller Fertigungsschritte, die nötige Nachbearbeitung sowie lange Zykluszeiten führen dabei zu hohen Stückkosten. I
Info & Kontakt

BASF SE, Ludwigshafen
Dr. Ulla Biernat
Öffentlichkeitsarbeit
Tel.: + 49 621 60-42241
Weitere Informationen zum Projekt Cavus t1t1p.de/ir6h
Unsere Whitepaper-Empfehlung
Der AGV5D von Aerotech bringt neuen Wind in die hochpräzise Mikrobearbeitung. Erfahren Sie, wie das 5-Achsen-Lasersystem präzise Bohrungen, konturierte Schlitze und komplexe Geometrien mit Submikrometer-Toleranzen realisiert.
Teilen:







{kind=link}