

Wellenförmige Unterlegscheiben, Spiraldruckfedern, Tellerfedern... Die Liste erprobter Federn, die für eine Vielzahl von Anwendungen in Frage kommen, ist...
Inhaltsverzeichnis
1. Spindellagerungen mit Wälzlagern erreichen schnell Grenzen
2. Hier kommen die hydrostatischen Spindellagerungen ins Spiel
3. Unterschiede hydrostatischer Spindellagerungen
In Dreh-, Schleif- oder Fräsmaschinen werden bisher überwiegend wälzgelagerte Spindellagerungen eingesetzt. Wachsende Anforderungen hinsichtlich Formgenauigkeit, Maßhaltigkeit, Oberflächenqualität und Abtragsleistung führen die wälzgelagerten Spindeln jedoch immer mehr an ihre Grenzen.
Spindellagerungen mit Wälzlagern erreichen schnell Grenzen
Neue hochwertige wälzgelagerte Spindellagerungen können zwar Rundlaufqualitäten etwa von etwa 1 µm erreichen, doch nimmt die Laufqualität bei hohen Belastungen und Drehzahlen schnell ab. Somit müssen die Lager bei schnell drehenden Innenschleifspindeln schon nach wenigen Monaten ausgetauscht werden.
Wälzgelagerte Spindellager sind nur gering gedämpft. Das hat direkte Auswirkungen auf die Oberflächenqualität des Werkstückes. Auch sind die Standzeiten der Werkzeuge und die Grenzzerspanungsleitung hierdurch eher begrenzt.
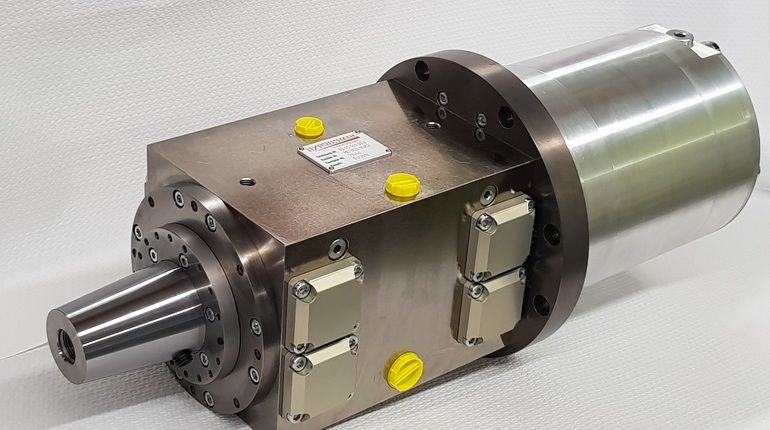
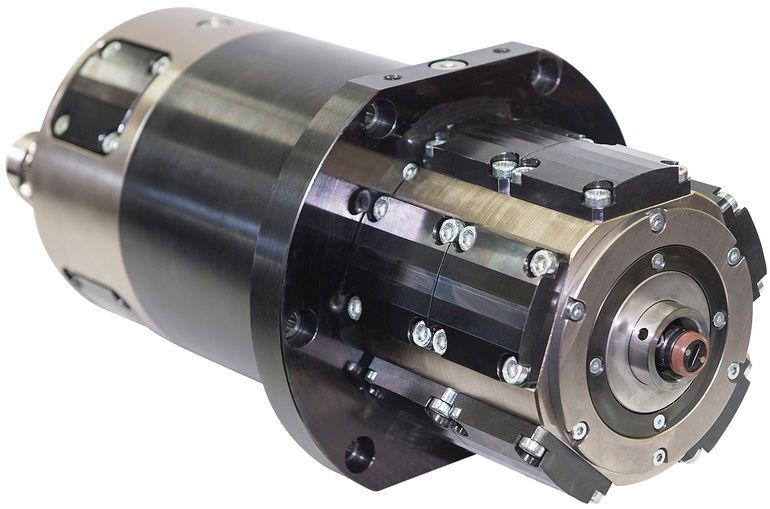
Aerostatisch und hydrostatisch gelagerte Rundtische von Hyprostatik Schönfeld
Darüber hinaus entwickeln schnell laufende wälzgelagerte Spindellagerungen häufig sehr hohe Temperaturen, wodurch trotz aufwendiger Kühlmaßnahmen die thermische Stabilität der Maschinen leidet.
Hier kommen die hydrostatischen Spindellagerungen ins Spiel
Stellt man wälzgelagerte Spindellagerungen den hydrostatischen Spindellagerungen gegenüber, erzielen die hydrostatischen Ausführungen folgende Vorteile:
- Verschleißfreiheit
Hydrostatischen Lager sind berührungsfrei und somit verschleißfrei. Die Eigenschaften bleiben also unabhängig von der Gebrauchsdauer, der Belastung und der Drehzahl unverändert erhalten. - Rundlauf
Je nach Spindelgröße, Maximaldrehzahl und Aufbau der Spindel beträgt der Rundlauf hydrostatischer Spindellagerungen und Rundtische zwischen 0,03 und 0,3 µm, typisch 0,1 µm – und das unabhängig von der Gebrauchsdauer. - Dämpfung
Optimal ausgelegte hydrostatische Spindellagerungen weisen eine vielfach höhere Dämpfung als Wälzlagerspindeln auf. Neben der längeren Werkzeugstandzeit werden auch bessere Oberflächenqualitäten und geringere Formfehler erreicht. Rattern tritt erst bei wesentlich höheren Zerspanungsleistungen auf. - Temperaturverhalten
Bei hydrostatischen Lagern entsteht die Reibleistung nur im Öl. Da dieses sehr schnell bei wenigen benetzten Flächen aus der Lagerung transportiert wird, bleibt die Lagerung auch bei hohen Drehzahlen praktisch kalt. Die Kühlung des Lagerfluids findet außerhalb des Lagers statt. - Amortisation
Bei hochwertigen Maschinen beträgt der Mehrpreis durch Einsatz einer hydrostatischen Spindellagerung etwa 2 bis 3 %. Ist die Maschine automatisiert, ist es sogar noch weniger. Dem stehen Vorteile durch die höhere Maschinenverfügbarkeit, geringere Wartung- und Werkzeugkosten, schnellere Bearbeitungszeiten und eine verbesserte Werkstückpräzision gegenüber. Bei einer Zahnflankenschleifmaschine z. B. wurde eine signifikante Verbesserung der Schleifleistung durch Vermeidung von Brandflecken und deutlich geringere Formfehler erreicht, sodass eine Amortisationszeit von dem Bruchteil eines Jahres erwartet werden kann. Im Mehrschichtbetrieb ist die Amortisationszeit noch wesentlich kürzer.
Unterschiede hydrostatischer Spindellagerungen
Üblicherweise werden für hydrostatische Lagerungen zur Regelung der Ölströme zwischen einer Versorgungspumpe und den Hydrostatiktaschen Kapillaren, also feste Widerstände eingesetzt. Dies führt dazu, dass zunehmend belasteten Taschen ein reduzierter, entlasteten Taschen ein höherer Ölstrom zugewiesen wird, was zu einer geringen Steife der Lagerung führt.
Die Hyprostatik Schönfeld GmbH, Göppingen, dagegen verwendet anstelle der Kapillaren Progressiv-Mengen-Regler (PM-Regler), mit denen einer zunehmend belasteten Hydrostatiktasche mehr Öl, einer entlasteten Tasche dagegen weniger Öl zugewiesen wird. Hierdurch erreicht Hyprostatik gegenüber Lagern mit Kapillaren die 4- bis 5-fache Steife und es kann niedriger viskoses Öl eingesetzt werden, wodurch die maximalen Drehzahlen etwa um 70 % angehoben werden können. Auch können, bedingt durch die PM-Regler, Spindellagerungen auch bei sehr hohen Drehzahlen voll belastet werden, was bei Lösungen mit Kapillaren nicht möglich ist. Daneben werden durch den Einsatz des PM-Reglers Ölstrom, Pumpendruck und Ölerwärmung deutlich vermindert.
Damit die hydrostatischen Spindellagerungen gegenüber statischen und auch bei schwingenden Belastungen optimal ausgelegt werden, arbeitet der Hersteller mit einem eigenen Berechnungsprogramm. Die ermittelten Daten werden zur Modifikation der Lagergestaltung und Ölversorgung genutzt, sodass die bestmögliche Dämpfung erreicht wird. Die hohe Steife und Dämpfung von Hyprostatik-Spindellagerungen gestattet Wuchtgüten im Bereich G0,04, garantiert werden kann G0,1 (die kleinste Wuchtgüte nach Norm ist G0,4).
Detaillierte Informationen zu den hydrostatischen Spindellagerungen:
hier.pro/Tanj4
hier.pro/Df5fn
Kontakt:
Hyprostatik Schönfeld GmbH
Felix-Hollenberg-Straße 3
73035 Göppingen-Jebenhausen
Tel.: 07161 965959–0
E-Mail: info@hyprostatik.de
Website: www.hyprostatik.de
Hier finden Sie mehr über:






{kind=link}