



Über sieben Meter lang und rund 24 t schwer – und dennoch dreht und wendet sich das gewaltige Bauteil gleichmäßig, präzise und ohne jegliches Ruckeln. Die neue Roboterschweißanlage mit integriertem Dreh- und Wendepositionierer in der Fertigungshalle von Severt stößt in neue Dimensionen für das Roboterschweißen vor: Das gerade geschweißte Bauteil – es wird später einmal der Schwenkarm eines Mining-Baggers sein – ist noch nicht einmal das Maximum: Auf der Anlage können bis zu 45 t bewegt werden, insgesamt zwölf Antriebsachsen sorgen dabei für eine optimale Schweißposition. „Die Schweißnaht soll möglichst immer in Wannenlage sein, daher die vielen Freiheitsgrade“, erklärt Robert Waltering, Leiter Entwicklung und Vertrieb bei Severt. Alle Achsen – bis auf die sechs des Roboterarms, der den Brennhals führt – werden dabei von SEW-Servomotoren bewegt. „Antriebe von SEW-Eurodrive sind weltweit im Einsatz, auch Service und Ersatzteile sind weltweit verfügbar,“ begründet Ulrich Kerkhoff vom Vertrieb für Roboter- und Anlagentechnik bei Severt, warum der Bruchsaler Antriebsautomatisierer bereits seit den 1980er Jahren Hauslieferant ist.
Neue Schweißlösungen für größere Bauteile
Der Maschinenbauer hat rund 400 Mitarbeiter an den Standorten Vreden im westlichen Münsterland, wenige Kilometer von der niederländischen Grenze entfernt, sowie im südpolnischen Gorlice, 140 km südöstlich von Kraków. Dr.-Ing. Wilhelm Severt ist Geschäftsführer der Wilhelm Severt Maschinenbau GmbH, die sein Vater 1964 gründete. Er berichtet: „Die Nachfrage nach immer größeren Baugruppen steigt bei uns seit Jahren.“ Als ein Beispiel nennt er den Energiesektor: Immer höhere, leistungsstärkere Windkraftanlagen erfordern für ihren Aufbau entsprechend größere Mobilkrane. „Bisher wurden derartig große Baugruppen von Hand geschweißt“, ergänzt Waltering. „Aber inzwischen schlägt der Fachkräftemangel im Schweißbereich voll durch, es fehlen zunehmend die Kapazitäten für das manuelle Schweißen.“ Das war ein wesentlicher Grund, warum die Firma sich entschied, eine weitere vollautomatisierte Roboterschweißanlage mit Positionierer für entsprechend große Teile zu entwickeln. Sie erleichtert die Arbeit der Schweißfachkräfte erheblich und ermöglicht es, ihre Kapazitäten sehr effizient zu nutzen.
Lohnfertiger und Schweißanlagenbauer
Das Unternehmen fertigt Schweißbaugruppen mit einer Stückmasse von 500 kg bis aktuell 80 t. Dafür hat die Fertigung 60 moderne Handschweißarbeitsplätze sowie 15 Roboteranlagen zum Schweißen und Schneiden. Kunden sind unter anderem Hersteller von Landtechnik oder schweren Baumaschinen, weitere aus dem Fahrzeugbau oder der Energietechnik. „Die Notwendigkeit, die zunehmend schweren Bauteile richtig für das Schweißen zu positionieren, hat Mitte der 1970er Jahre dazu geführt, dass wir in den Sondermaschinenbau eingestiegen sind und Positionierer entwickelt und gebaut haben“, erläutert Dr. Severt. Was zunächst nur zur Entlastung der eigenen Mitarbeiter gedacht war, stieß schnell auch bei anderen Unternehmen auf Interesse. Heute ist der Bau handgesteuerter Schweißdrehtische sowie kompletter Roboterschweißanlagen ein wichtiges Standbein des Betriebes. Die Anlagen werden weltweit ausgeliefert. „Was wir an Anlagen verkaufen, setzen wir auch selber ein“, betont Dr. Severt. „Diese Verzahnung ist für uns sehr wichtig, denn so können wir die Anlagen im Betrieb testen. Und unsere Kunden können sicher sein, dass wir die Prozesse beherrschen.“ Mit diesem Know-how kann der Maschinenbauer seine Kunden auch umfassend unterstützen, zum Beispiel bei der Fabrikplanung rund um die Schweißstationen, durch Beratung zur Bauteiloptimierung oder durch eine Produktionsbegleitung.
Anlage mit zwei Positionierern und zwei Robotern
Auch die neue 45-t-Anlage wurde zunächst für die eigene Fertigung konzipiert. Die Schweißanlage für Großbauteile besteht im Prinzip aus zwei Arbeitsstationen. Jede dieser Stationen ist mit einem Dreh- und Wendepositionierer ausgestattet, der eine flexible Positionierung über drei Achsen ermöglicht. Der Schweißbrenner wird von einem 6-Achs-Roboterarm geführt. Er ist an einem C-Portal von Severt montiert, das ihn heben und schwenken kann. Das Portal wiederum bewegt sich zusätzlich über einen Verfahrschlitten. Der maximale Verfahrweg beträgt bei dieser Anlage 40 m.
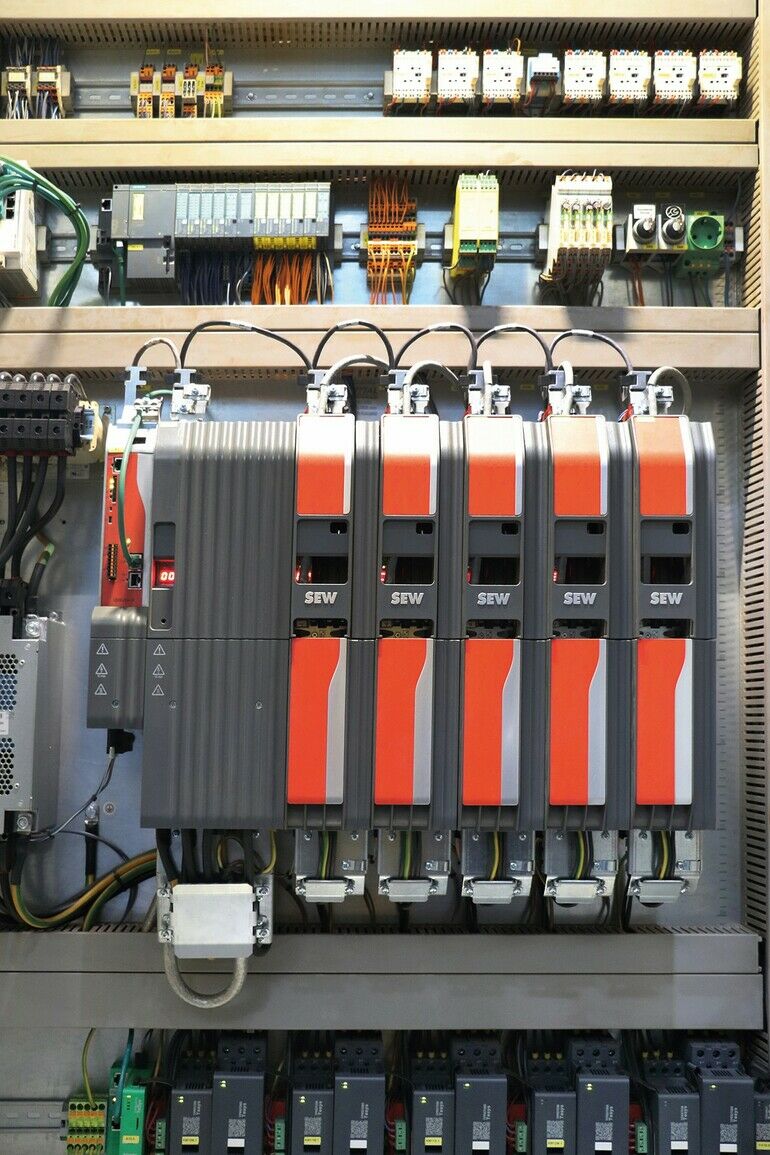
„Die Linearachse des Fahrwerks sowie die Schwenkachse des Turmauslegers werden von spielfreien Präzisions-Servogetriebemotoren der Baureihe ZN angetrieben“, erläutert Norbert Jennebach, Leiter des Technischen Büros von SEW-Eurodrive in Münster: „Sie bestehen aus einem Zykloidgetriebe sowie einem synchronen Servomotor.“ Verdrehspiel beziehungsweise der Hystereseverlust liegen dabei funktionsbedingt weit unter einer Winkelminute, so dass die ZN-Getriebe eine hohe Positioniergenauigkeit aufweisen. „Beide Stationen sind gekoppelt, das heißt jeder Roboter kann an beiden Stationen arbeiten“, so Kerkhoff. So können an der Schweißanlage entweder zwei Bauteile parallel bearbeitet werden, oder beide Roboter schweißen gemeinsam an einem Bauteil.
Robotersteuerung koordiniert alle zwölf Antriebsachsen
Um das Anlagenkonzept zu realisieren, waren aus Sicht der Antriebstechnik einige Herausforderungen zu meistern. So müssen, um das Bauteil während des Schweißprozesses immer in der bestmöglichen Position halten zu können, alle zwölf Achsen einer Station koordiniert zusammenarbeiten. Daher steuert die Robotersteuerung simultan sowohl die Achsen des Roboterarms, als auch die externen, mit SEW-Servomotoren realisierten Achsen. Dabei hat jede Arbeitsstation eine eigene Steuerungseinheit, die gesamte Anlage also zwei Robotersteuerungen, die im Handshake zusammenarbeiten.
Nahtloser Wechsel zwischen Automatik- und Handbetrieb
„Es können aber in der Regel nicht alle Nähte eines Bauteils vom Roboter geschweißt werden, wenn sie zum Beispiel nur schwer zugänglich sind,“ ergänzt Kerkhoff. Daher lässt sich der Positionierer auch manuell steuern. Die Ansteuerung erfolgt in diesem Fall über Movi-C-Controller des Antriebsspezialisten aus Bruchsal. „Auch im manuellen Betrieb bleibt die Robotersteuerung über die aktuelle Position informiert“, betont Kerkhoff. „So kann jederzeit zwischen manuellem und Roboter-Betrieb gewechselt und nahtlos weitergearbeitet werden, ohne dass jedes Mal ein Referenzpunkt angefahren werden muss.“
Hohe Drehmomente erfordern Kopplung zweier Motoren
Zweite Herausforderung beim Antriebskonzept waren die gewaltigen Drehmomente, die beim Handling der Großbauteile auftreten: An der Spannplatte des Positionierers müssen bis zu 156.000 Nm aufgebracht werden, das Wendemoment am Tragarm ist sogar für bis zu 230.000 Nm ausgelegt. Zuviel für die Treiberstufen der Robotersteuerung, wie Markus Levers erklärt: „Wir mussten daher die erforderliche Antriebsleistung auf zwei Motoren aufteilen.“ Das war auch aus anderen Gründen sinnvoll und erforderlich, so Levers: „Das Drehmoment ist auch durch die Zahnfußspannung der Kugeldrehverbindung begrenzt. Durch eine Aufteilung auf zwei Antriebe kann ein größeres Drehmoment erreicht werden.“ Doch dazu müssen beide Antriebe absolut synchron arbeiten. Genau für diesen Fall bietet SEW-Eurodrive eine Lösung mit dem Movikit MultiAxisController: „Das ist ein Softwaremodul für die Movi-C-Controller, über das sich mechanisch gekoppelte Antriebe realisieren und die Drehmomente zwischen den beiden Antrieben ausgleichen lassen“, erläutert SEW-Experte Jennebach. „Das war genau die Lösung, die wir brauchten, um die Kraftverteilung zwischen beiden Motoren zu steuern ohne dass einer von ihnen blockiert“, betont Levers.
Modulare Antriebslösung als Problemlöser
„Zudem bietet die Modulbauweise von Movi-C bei der Anzahl der Achsen unserer Schweißanlage und der hohen Energiedichte einige Vorteile.“ Er nennt zum Beispiel den geringeren Platzbedarf, die günstigeren Einkaufskosten, aber auch den spürbar geringeren Verdrahtungsaufwand. „Damit hat man deutlich weniger Arbeit im Steuerungsbau, als wenn man Stand-alone-Achsen für jeden einzelnen Antrieb einsetzen würde.“ Das Antriebskonzept entwickelten die Severt-Ingenieure in enger Zusammenarbeit mit den Antriebsexperten von SEW-Eurodrive: „Mit den Technikern von SEW arbeite ich teils schon seit über 15 Jahren zusammen“, so Levers. Dabei schätzt er den direkten Draht und dass Unterstützung auch mal „auf dem kleinen Dienstweg“ möglich ist, wie er sagt. Der Antriebsbaukasten Movi-C, den Severt bei der neuen 45-t-Schweißanlage erstmals einsetzte, hat ihn dabei nachhaltig überzeugt: „Es war ein echter Problemlöser bei dieser Anlage“, so Levers. „Wir werden den Antriebsbaukasten jetzt auch bei unseren anderen Standardanlagen einführen.“ (jg)
Mehr zu den Servo-Getriebemotoren der Baureihe ZN von SEW-Eurodrive:
Kontakt:
SEW-Eurodrive GmbH & Co KG
Ernst-Blickle-Str. 42
76646 Bruchsal
Tel. +49 7251 75–0
sew-webmaster@sew-eurodrive.de
www.sew-eurodrive.de







{kind=link}