



Die Roland Ruegenberg GmbH in Bad Sobernheim entwickelt und baut Falzanlagen, die zwei Blechelemente ohne Schweißen schnell und zuverlässig verbinden. Beim Auftrag eines Automobilzulieferers über mehrere automatische Falzanlagen waren Produktvielfalt, Rüstzeit, enge Platzvorgaben und ein enger Terminplan die besonderen Herausforderungen. Technisch anspruchsvoll gestaltete sich die Erfüllung der Kundenforderungen nach hoher Verfahrgeschwindigkeit und Kraft sowie synchronem Verfahren im Verbund, auch bei unterschiedlichen Kräften. In umfangreichen Vorversuchen stellte Ruegenberg fest, dass sich ein Bördelprozess am besten eignet. Allerdings ist Falzen oder Bördeln durchaus technisch anspruchsvoll: Zum einen herrscht oft Ungewissheit über die wirkenden Falzkräfte. Andererseits bestand die Kundenforderung nach kompakten Baumaßen der gesamten Anlage. Die bisherige Technologie basierte auf einem einfachen Falz im Verbund mit einer Punktschweißung. Die Festigkeit dieser Verbindung ließ sich allerdings noch steigern: Durch mehrmaliges Einfalten und eine spezifische Form weist der Falz eine besonders hohe Stabilität auf.
Elektrozylinder ersetzen Hydraulikzylinder
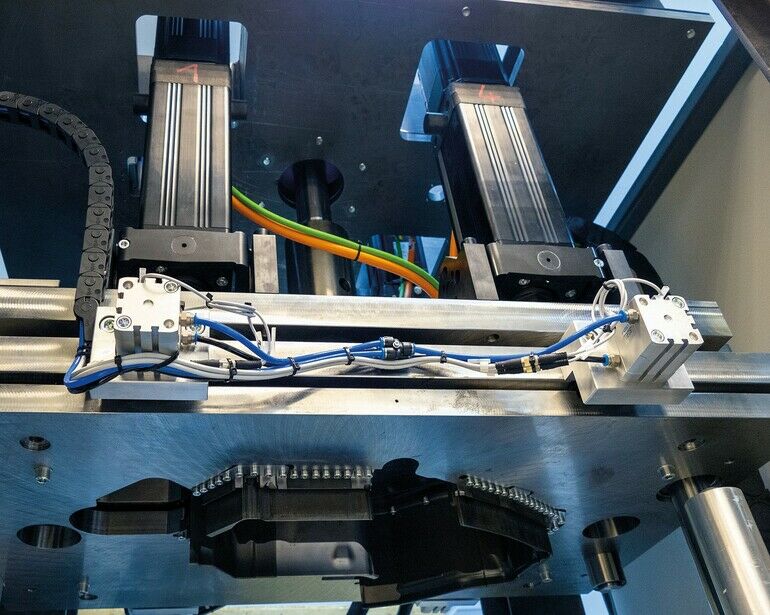
Die genaue Dosierbarkeit der Einzelkräfte ist äußerst wichtig, damit zum einen jeder Einzelvorgang beim Bördeln korrekt ausgeführt wird und zum anderen die schmalen Stempel und Matrizen des Werkzeugs nicht beschädigt werden. Daher wurde der Crimp zunächst mit einer Handvorrichtung erzeugt und dabei der erforderliche Kraftaufwand gemessen. Für die Arbeitshübe und Zwischenpositionen setzte Ruegenberg schon bei der Vorserie einen Vierer-Achsverbund mit Elektrozylindern ein. Der Zweier-Achsverbund für die Schließbewegung wurde zunächst mit Hydraulikzylindern realisiert. Nach verschiedenen Tests mit diesem Probewerkzeug stellte sich heraus, dass Hydraulikzylinder zu langsam sind und sich nicht punktgenau steuern lassen. Deshalb fiel die Entscheidung, auch den bisherigen Hydraulikhub durch eine elektrische Verfahrbewegung zu ersetzen. Daher wurde jedes Werkzeug mit insgesamt sechs Elektrozylindern von SEW-Eurodrive ausgestattet.
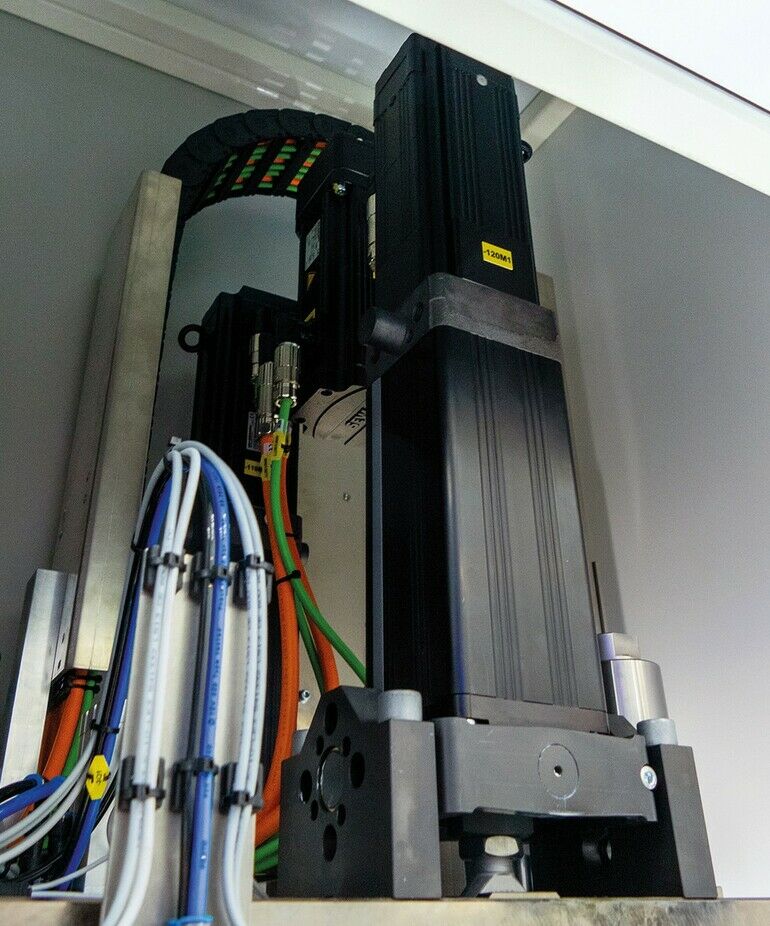
Vier Zylinder der Baureihe CMSB71 im achsseriellen Aufbau bilden eine Gruppe und realisieren Arbeitsbewegungen und Zwischenpositionen der Werkzeugplatten. Die zweite Gruppe, ebenfalls achsseriell aufgebaut, bilden zwei Elektrozylinder vom Typ CMSMB71. Diese beiden Zylindersind für die Schließbewegung des Werkzeugs verantwortlich und erzeugen die Vorspannung. Jeder der Antriebe kann Druckkräfte bis 24 kN aufbauen. Eine Verriegelung der Werkzeughälften verhindert, dass die Zylindergruppen gegeneinander arbeiten. Die schlanke Bauweise dieser Servoachsen half, die strengen Platzvorgaben des Endkunden zu erfüllen.
Aus dem Ölbadschmiersystem der Elektrozylinder resultieren eine gute Wärmeabfuhr, ein hoher Wirkungsgrad sowie Wartungsfreiheit über die gesamte Lebensdauer. Die Elektrozylinder eignen sich besonders für Anwendungen, bei denen hohe Laufleistungen gefordert und mit hohen, hublängenunabhängigen Lineargeschwindigkeiten kombiniert werden. Ebenso sind sie für Kurzhubanwendungen unter 1 mm mit sehr kurzen Zykluszeiten (z. B. 10 Hz) prädestiniert, die mit einer Fettschmierung nicht mehr möglich sind. In Kombination mit Umrichtern von SEW-Eurodrive sind Programmier- und Diagnosemöglichkeiten gegeben. Die Elektrozylinder der Baureihe CMSB gibt es in mehreren Baugrößen und Ausführungen, die sich durch ihre Dauervorschubkräfte und Maximalkraft unterscheiden. Zudem sind in jeder Baugröße unterschiedliche Hublängen lieferbar, von 100 mm bis 1.200 mm. Als Spindeltyp kommt bei allen Modellen ein Kugelgewindetrieb mit 5 oder 6 mm Spindelsteigung zum Einsatz. Die maximale Vorschubgeschwindigkeit beträgt hublängenunabhängig 450 mm/s. Je nach Baugröße können die Elektrozylinder eine maximale Dauervorschubkraft bis zu 10.000 N und eine Maximalkraft bis 24.000 N erreichen. In der Ausführung CMSMB stehen die Baugrößen 50 bis 71 als sogenannte modulare Elektrozylinder sowohl achsseriell als auch achsparallel zur Verfügung.
Komplizierter Ablauf einfach beschrieben
Zu Beginn, wenn das Werkzeug öffnet, befindet sich die Bauteilaufnahme in der oberen Position. Die Stempelplatten stehen auf Distanz zueinander und die Matrizenplatte befindet sich in der unteren Position. Dann legt ein Roboter das Werkstück ein und die Bauteilaufnahme wird abgesenkt. Mithilfe zweier Elektrozylinder schließt das Werkzeug und die beiden Werkzeughälften werden verriegelt. Anschließend fahren die Stempelplatten runter und führen die erste Vorfalzung durch. Nach der Kopplung von Stempel- und Matrizenplatte fährt der Plattenverbund hoch und die Matrizenplatte wird um einen definierten Betrag mitgenommen. Dadurch knickt das Blech für den ersten Falz an. Danach wird der Plattenverbund runtergefahren und die Matrizenplatte wieder auf der untersten Position abgesetzt.
Im nächsten Schritt fährt der Plattenverbund weiter, um die erste Falzung fertigzustellen. Beim Hochfahren der Stempelplatten wird die Matrizenplatte wieder ein Stück mitgenommen und in einer definierten Zwischenposition abgesetzt. Anschließend fahren die Stempelplatten ohne Matrizenplatte in die oberste Position und schließen ihre Distanz zueinander. Dadurch erfolgt der Stempelwechsel. Jetzt fahren die Stempelplatten wieder nach unten und fertigen die zweite Vorfalzung. Danach werden Stempelplatten und die Matrizenplatte wieder miteinander gekoppelt und fahren einen definierten Betrag nach oben. Dabei erhält die Blechbördelung den Knick als Voraussetzung für die Fertigstellung des zweiten Falzes. Durch die erneute Abwärtsbewegung des Plattenverbundes wird zunächst die Matrizenplatte in der erhöhten Zwischenposition abgesetzt, bevor die Stempelplatten den zweiten Falz fertig drücken. Nun heben die Stempelplatten die Matrizenplatte in die zweite Zwischenposition und richten somit den fertigen Falz auf. Danach wird die Matrizenplatte wieder in der untersten Position abgesetzt, entkoppelt und die Stempelplatten fahren wiederum in die oberste Position. Dort öffnen und sperren sie wieder ihre Distanz und wechseln damit die eingreifenden Stempel. Anschließend werden die Matrizenplattenzylinder drucklos geschaltet und die Verriegelungen der Werkzeughälften geöffnet. Die Werkzeughälften fahren auf, die Bauteilaufnahme wird hochgefahren und der Roboter entnimmt das fertige Werkstück und bringt das Bauteil zur Laserstation.
In diesem Prozessschritt werden ein DataMatrix-Code (DMC) sowie Klarschrift aufgelasert. Im Anschluss an die Lasermarkierung wird ein Etikett gedruckt und aufgeklebt. Dann erfolgt eine Überprüfung des gelaserten DMC, des Etiketts, sowie der Klarschrift, um sicherzustellen, dass die Bauteile korrekt markiert wurden. Erst nach diesem Prozessschritt wird das Bauteil als i. O.-Teil auf einem Förderband für die weitere Bearbeitung ausgegeben. Eine Anforderung an die Anlage war, dass auf ihr unterschiedliche Bauteile gefertigt werden, die gegenwärtig drei verschiedene Werkzeuge erfordern. Wenn in Zukunft neue Bauteile hinzukommen, kann die modular aufgebaute Anlage so bleiben wie sie ist. Es müssen lediglich ein neues Werkzeug gestaltet und ein neues Rezept mit den Verfahrwegen und Kraftgrenzen der Motoren in die Steuerung geladen werden.
Motion Control Herzstück der Anlage
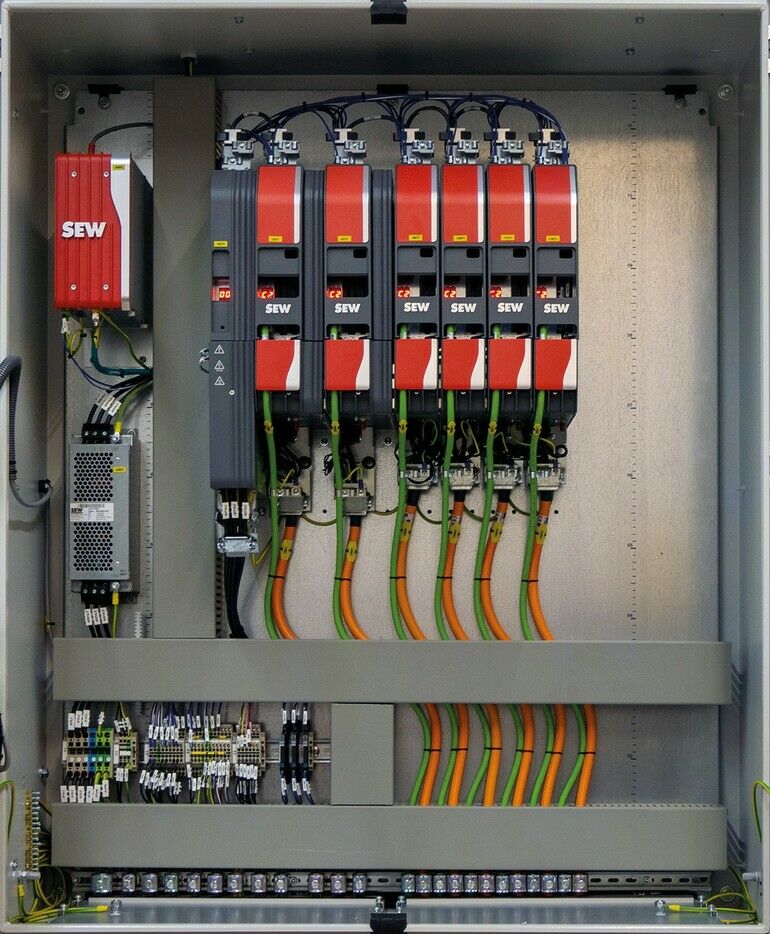
Die Bewegungssteuerung der Falzanlage erfolgt durch einen Movi-C Controller power von SEW-Eurodrive. Auf ihm läuft das Softwaremodul Movikit MultiAxisController, das mechanisch gekoppelte Antriebe von loser bis starrer Kopplung per Softwaremodul realisieren kann. Es lässt sich flexibel zwischen der Angleichung einer Schräglage (Skewing) oder des Drehmoments (Torque) mehrerer Antriebe umschalten. In der Bördelmaschine ermöglicht es jedem Motor der Vierergruppe, seine eigene Position anzufahren, sie bei wechselnden Kräften zu halten und sich dabei im Verbund mit den anderen Motoren zu bewegen, ohne dass die Plattenführungen verkanten und die Funktionssteine kollidieren. Verglichen mit dem positionssynchronen Master-Slave-Betrieb hat das Movikit MultiAxisController einen erweiterten Funktionsumfang und übernimmt die Positions- und Fehlerüberwachung klassischer Master-Slave-Lösungen. Die Software übernimmt die Regelung für die gesamte Gruppe. Die Steuerung der gesamten Anlage wird über Ethernet/IP angebunden.
Höhere Festigkeit, längere Lebensdauer
Die Besonderheit der neuen Technologie zeigt sich darin, dass auch in Radien und Kurven die Falzkante geschlossen ist. Dies ermöglicht, das Bauteil mit einem rundum geschlossenen Falz ohne Unterbrechung zu versehen. Durch das zweifache Falzen und anschließendes Aufstellen der Falzkante wird eine höhere Festigkeit erzielt. Die innenliegende Isolierung ist vor eindringenden Flüssigkeiten wie Wasser oder Öl geschützt. Die thermischen Eigenschaften werden verbessert. Der Doppelfalz ist weniger anfällig gegenüber Vibrationen als eine punktgeschweißte Verbindung und weist dadurch eine höhere Lebensdauer auf. (jg)
Mehr Informationen zu den Elektrozylindern von SEW-Eurodrive:
Kontakt:
SEW-Eurodrive GmbH & Co KG
Ernst-Blickle-Str. 42
76646 Bruchsal
Tel. +49 7251 75–0
sew-webmaster@sew-eurodrive.de

Hier finden Sie mehr über:








{kind=link}