

Inhaltsverzeichnis
1. Linearmotoren anstelle von Zahnstangenantrieben
2. Flexible Kommunikation und Steuerungstechnik
3. Plug-and-Play-Lösung bevorzugt
4. Automatisierungsanforderungen
Könnten Sie uns zunächst kurz beschreiben, womit sich Plasma-Tech Systems beschäftigt und was das Unternehmen auszeichnet?
János Imrei (Plasma-Tech Systems): Wir entwickeln und fertigen hauptsächlich Laser-basierte Bearbeitungs- und Spezialmaschinen und sind seit 2016 Teil der Vesz-Mont-Gruppe mit ihren drei Geschäftsbereichen Produktion und Entwicklung von Industrielasern, Automatisierung von Spezialmaschinen und dem eigentlichen Maschinenbau mit Konstruktion und Montage der Anlagen. Der große Vorteil von Plasma-Tech ist, dass wir die wesentlichen Bestandteile unserer Anlagen nicht extern fertigen lassen, sondern selbst herstellen. Dazu verfügen wir über eine eigene Schneidwerkstatt, Schlosserei und Pulverbeschichtungsanlage. Wir beherrschen also alle Technologien, um Komplettlösungen aus einer Hand anbieten zu können. Dabei hilft uns unsere 3.500 m² große Produktionshalle, in der wir auch größere Anlagen mit besonderen Anforderungen realisieren können. Das alles versetzt uns in die Lage, die strengen Regeln und Standards der Automobilindustrie zu erfüllen, die in Ungarn als die anspruchsvollste Branche gilt.
Linearmotoren anstelle von Zahnstangenantrieben
Was ist das Besondere an den neuen Plasma-Tech-Faserlasermaschinen?
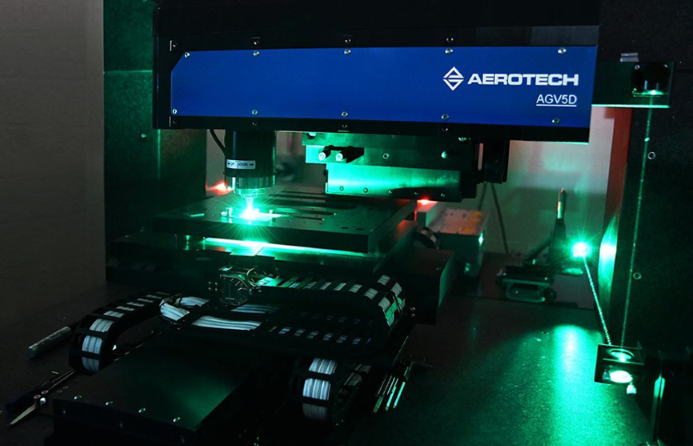
Imrei: Ein für uns wichtiges Alleinstellungsmerkmal ist, dass die Anlagen komplett in Ungarn entwickelt und gefertigt werden – auf Basis unseres eigenen Know-hows. Zudem rüsten andere Hersteller in unserem Preissegment ihre Maschinen mit Zahnstangenantrieben aus. Wir setzen dagegen Linearmotoren ein, die nahezu keinen mechanischen Verschleiß aufweisen. Darüber hinaus halten wir Ersatzlaserquellen und Schneidköpfe im Lager vor, so dass der Kunde im Fehlerfall schnell über Ersatzteile verfügt. Wir können diese Bauteile innerhalb von 24 Stunden austauschen und halten so die Produktivität beim Anwender hoch. Für eine hohe Produktivität ist es ebenso wichtig, den Anwender auch softwareseitig zu unterstützen. Wir wissen sehr gut, dass hochautomatisierte Maschinen wie unsere ohne die richtige CAM-Software ihr Potenzial nicht ausschöpfen können. Deshalb ist eine solche Software auch in unsere Maschinensteuerung eingebunden. Das verstehen wir unter einer Komplettlösung, bei Bedarf mit zusätzlicher Unterstützung bei der Optimierung von Schneidprozessen.
Flexible Kommunikation und Steuerungstechnik
Welche Erkenntnisse ziehen Sie damit bezüglich der Anforderungen an die Automatisierungstechnik?
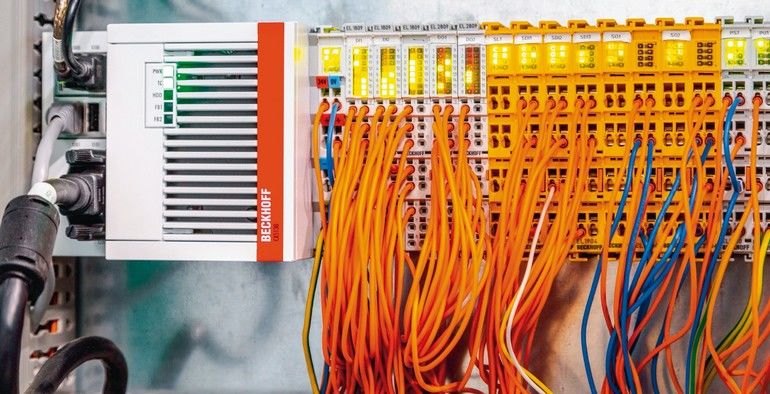
Imrei: Die Erfahrung hat gezeigt, dass ein möglichst hoher Automatisierungsgrad die Bedienung der Maschine einfacher und zuverlässiger macht. Deshalb sind die Maschinen zu 100 % automatisiert. Dies vermeidet Probleme aufgrund unsachgemäßer Handhabung oder falscher manueller Einstellungen. Die Basis dafür bilden die leistungsfähigen Beckhoff-Steuerungen und das schnelle wie auch flexible Kommunikationssystem Ethercat. Sehr wichtig ist auch, dass eine I/O-Erweiterung mit der entsprechenden Ethercat-Klemme einfach und in nur wenigen Minuten durchgeführt werden kann. Bei der Konzeption und Umsetzung unseres Steuerungskonzepts haben wir viel Unterstützung von Beckhoff erhalten, so dass unsere Programmierer zum Beispiel problemlos auf Twincat 3 migrieren konnten. Zuvor haben wir uns gründlich umgesehen und sind zu dem Schluss gekommen, dass wir mit der PC-basierten Steuerungstechnik von Beckhoff ein sehr gutes Preis-Leistungsverhältnis unserer Maschinen erzielen können. Dies verschafft Plasma-Tech in Ungarn eine besondere Wettbewerbsposition.
Plug-and-Play-Lösung bevorzugt
Bei Ihrem Bearbeitungszentrum sind Sie vom klassischen Plasma- auf Faserlaser umgestiegen. Warum setzen Sie nicht wie andere auf CO2-Laser?
Imrei: Jeder, der einige Zeit in der Branche arbeitet, lernt, dass es die universelle Lösung nicht gibt. Keine der Technologien ist besser oder schlechter. Für uns zählt ein Argument: CO2-Laser erfordern viel mehr Service und die Technologie ist deutlich empfindlicher. Der Betrieb verlangt daher mehr Know-how und eine andere Infrastruktur beim Anwender. Im Gegensatz dazu ist der Faserlaser eine einfache Plug-and-Play-Lösung.
Welche Entwicklungspläne hat Plasma-Tech bei den Laserbearbeitungszentren?
Imrei: Die Entwicklungen, an denen wir arbeiten, sind für Kunden oft unsichtbar. Denn beim Laserschneiden gibt der Laser bestimmte Eckwerte vor, an denen nichts zu ändern ist. Die Nebenzeiten können wir dagegen optimieren, zum Beispiel den Palettenwechsel beschleunigen und die Geschwindigkeit beim Übergang erhöhen. Der Anwender merkt dann nur, dass die Schnittzeit in Summe um einige Sekunden kürzer geworden ist. Wir arbeiten permanent daran, solche Details zu verbessern und so die Produktivität zu steigern. (co)
Weitere Informationen zum Portfolio von Beckhoff für den Werkzeugmaschinenbau
Automatisierungsanforderungen
Plasma-Tech Systems entwickelte 2016 eine neue Laserschneidmaschine und hatte dabei hohe Erwartungen an die einzusetzende Automatisierungslösung, angefangen bei der Steuerung und dem I/O-System bis hin zur Antriebstechnik. Diese Erwartungen konnte die PC-basierte Automatisierungstechnik von Beckhoff erfüllen. Das Wichtigste dabei war die Offenheit sowohl auf Soft- als auch auf Hardwareebene. Eine automatisierungstechnische Besonderheit war, dass zusätzlich zur Implementierung der interpolierten Bewegungen in Twincat CNC eine Schnittstelle zur Technologiesoftware von Plasma-Tech bereitzustellen war. Zudem musste sich Ethercat bei Bedarf auch mit anderen Kommunikationsprotokollen kombinieren lassen, was mit der Beckhoff-Lösung einfach realisierbar ist. Hinzu kam, dass die Servoverstärker AX5000 mit den eingesetzten Linearmotoren harmonieren mussten, was eine entsprechende Flexibilität hinsichtlich der Gebertypen voraussetzt.
Hier finden Sie mehr über:








{kind=link}