

Der 3D-Druck findet gerade seinen Weg aus dem Prototypenbau in die Fertigung. Dabei spielt auch die Simulation eine wichtige Rolle: Künftig könnten direkt topologieoptimierte Ergebnisse gedruckt werden – dabei gibt es aber noch Hürden. Auf dem 15. Cadfem Forum haben wir einen Einblick erhalten, wie weit einige Firmen hier schon sind.
Der Autor: Tobias Meyer ist freier Mitarbeiter für KEM Konstruktion.
Bei Liebherr-Aerospace aus dem Allgäu fertigt ein EOS M 290 3D-Drucker bereits einige Bauteile für die zivile Luftfahrt – allerdings keine sicherheitsrelevanten Komponenten, dafür sei die Technik noch nicht weit genug erforscht. Im Laser-Sinterverfahren wird eine hauchdünne Pulverschicht Titan 64 ausgelegt und die relevanten Stellen mit einem Laser bei etwa 1670 °C verschmolzen. Dann senkt sich der Tisch um 30 bis 60 μm ab und die nächste Pulverschicht folgt. Der gesamte Prozess kann sich mehrere Tage hinziehen. Bei einigen Bauteilen kommt es durch die unterschiedliche Hitzeeinbringung und Abkühlung zu starken Verspannungen, durch die sich das Teil stark verziehen kann. Da die Bauteile auf eine stabilisierende Platte gedruckt werden, tritt der Verzug erst nach dem Trennen von dieser auf, manche dieser ungewollten Bananen-Formen können daher durch vorheriges Spannungsarmglühen unterbunden werden. Doch einige Kanten legen bereits während des Druckens die Ohren an und stören so den Prozess. Der Rackel, der die nächste Schicht Pulver aufträgt, kann beispielsweise an einer aufgestellten Kante hängen bleiben, die Bauteile und die Maschine könnten dadurch beschädigt werden.
Absichtlich krumme Bauteile simulieren
„Der Verzug lässt sich leider nicht vermeiden, weshalb wir lernen müssen, damit umzugehen“, so Stefan Hermann von Liebherr-Aerospace. „Wir müssen daher vorher durch eine Prozesssimulation abfragen, an welchen Stellen so etwas auftritt. Die meisten derartigen Tools am Markt liefern schon gute Ergebnisse, häufig sind sie aber noch im Beta-Stadium.“ Da es sich um einen normalen thermischen Prozess handelt, können die Simulationswerkzeugen von Ansys den Verzug natürlich ebenfalls berechnen, der Druck-Prozess muss lediglich manuell nachgebaut werden.
Um dem Verzug entgegenzuwirken, muss das Bauteil nach der Simulation entweder konstruktiv so geändert werden, dass der Verzug verschwindet oder es wird soviel Material hinzugefügt, dass er in einer nachgeschalteten Zerspanung korrigiert werden kann. „Bisher mussten wir ein neues Bauteil erst drucken und anschließend vermessen, um zu sehen, wo unsere Problemstellen liegen. Die Simulation hilft uns also auch, den Prozess an sich besser zu verstehen“, erklärt Hermann. „Wenn wir es in Zukunft schaffen, den Wärmeverzug sehr detailliert vorauszusagen, können wir Bauteile absichtlich krumm konstruieren und drucken. Durch den Verzug kommen sie dann am Schluss gerade aus der Maschine.“ Eine weitere Zukunftsvision sieht er in der Prozessoptimierung durch Simulationsergebnisse direkt im Drucker, so könnte dieser etwa an kritischen Stellen die Laserleistung eigenständig verringern und so die Hitzeeinwirkung reduzieren.
Vasily Ploshikhin forscht an der Universität Bremen an Simulationslösungen, um den Verzug im Metall-3D-Druck zu minimieren und kam dabei auf eine simple, aber wirkungsvolle Lösung: Bei additiven Fertigungsverfahren wird häufig außer acht gelassen, dass es meist egal ist, in welcher Ausrichtung ein Bauteil gedruckt wird. Der Forscher hat ein Bauteil getestet und dessen Fertigung einmal liegend und einmal stehend simuliert. „Dabei konnte der Verzug signifikant reduziert werden, wobei wir eine gute Übereinstimmung mit anschließend durchgeführten Versuchen erreichten“, so der Forscher. Künftig sollen Konstrukteure daher auch die perfekte Ausrichtung im Drucker vorab simulieren, denn man ist hier natürlich nicht auf eine 90°-Drehung beschränkt, sondern kann das Bauteil in jedem Winkel drucken. Dabei müssen aber eventuell wiederum mehr Stützstrukturen eingeplant werden, was sich ebenfalls negativ auswirken kann.
Die Verzüge sind derzeit auch ein Kriterium für die Beschränkung der Bauteilgröße im Metall-3D-Druck, wie Martin Steuer vom Hersteller EOS erklärt: „Derzeit können wir Teile mit maximal 40 cm Kantenlänge fertigen. Bei größeren Bauteilen würden die Spannungen schon während des Druckens die Grundplatte zerreißen.“ Daher sind auch die Hersteller der 3D-Drucker stark an Möglichkeiten der Verzugsminimierung durch Simulation interessiert.
Organisch anmutende Perfektion
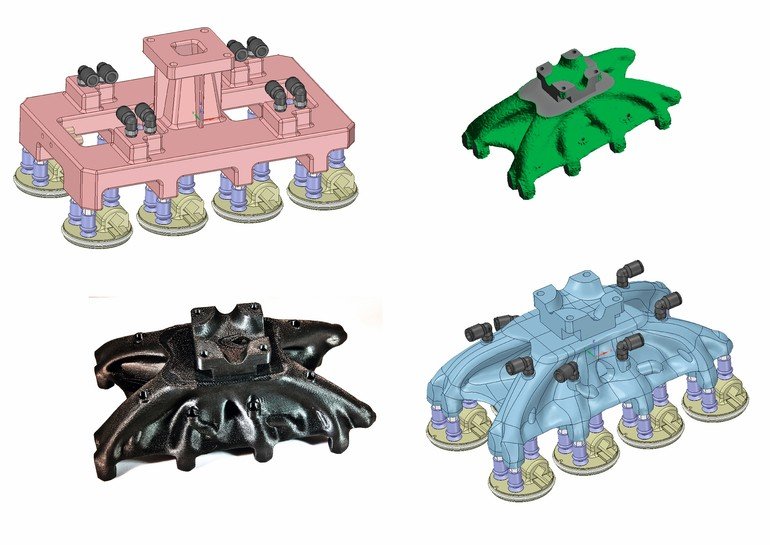
Ein weiterer großer Vorteil der Simulation in Verbindung mit der additiven Fertigung ist die Topologieoptimierung. Das Feature wurde beispielsweise in der aktuellen Version 17 der Simulationssoftware Ansys eingeführt. Dabei geht es innerhalb der Produktentwicklung zum Beispiel darum, mit möglichst wenig Material eine maximale Steifigkeit zu erzielen. Gleichzeitig sollen global oder lokal vorgegebene Spannungen nicht überschritten werden. Das Ergebnis sind optisch beinahe organisch wirkende Teile, die häufig wesentlich leichter sind, als die Ausgangskonstruktion.
Normalerweise müssten im Rahmen der Topologieoptimierung auch die Einschränkungen der Fertigung selbst bedacht werden, etwa Hinterschnitte beim Fräsen oder die Auszugsrichtungen beim Spritzguss. Additive Fertigungsverfahren bieten dagegen ungeahnte Freiheiten, da solche Restriktionen hier nicht auftreten. Daher können die Ergebnisse einer Topologieoptimierung häufig beinahe sofort gedruckt werden. Die Firma Wittmann Robot Systeme verbesserte so beispielsweise einen Vakuumgreifer. Da dieser nun wesentlich leichter ist, kommt für ihn ein kleinerer Roboter zum Einsatz. Aber auch hier gibt es Beschränkungen: So müssen der Drucker selbst und das künftig verwendete Material berücksichtigt und Stützstrukturen geplant werden, denn bei überhängenden Stellen müsste die Maschine sonst quasi in der Luft drucken. Hier kommt Ansys Spaceclaim ins Spiel: Die Software zeigt, wo zusätzliche Wandstärke oder Stützen notwendig sind oder kann Bauteile, die normalerweise vollständig massiv gefertigt sind, im Inneren mit Wabenstrukturen in verschiedenen Varianten anlegen. Das spart Gewicht, Material und Druckzeit.
Dass die Software aber kein Allheilmittel ist, erklärt Steve Pilz von Ansys: „Als ein Kunde den Halter für ein Bauteil in einem Satelliten durch unsere Topologieoptimierung schickte, konnte er schon einiges an Gewicht einsparen. Dass er danach jedoch noch auf die Idee kam, das Bauteil selbst in den Halter zu integrieren – was durch 3D-Druck möglich wurde und weitere Einsparungen brachte – konnte ihm keine Software abnehmen.“
Kontakt
info
Cadfem GmbH
Grafing bei München
Tel +49 8092 7005-0
Unsere Whitepaper-Empfehlung

Whitepaper Sealing Plugs: So verschließen Sie Hilfsbohrungen in Motoren, Pumpen, Hydraulikaggregaten oder Werkzeugmaschinen dauerhaft und absolut dicht. Leichte Installation, niedrige Kosten. Für Betriebsdrücke bis 500 bar.
Teilen:






{kind=link}