

Inhaltsverzeichnis
1. Volldigitale 100%-Inline-Prüfsysteme
2. Messen im Fertigungstakt
3. Prozessparameter inline verändern
4. Zentrales Speichern der Messdaten erlaubt systemübergreifende Analysen
5. Optische Systeme für Messungen im Prozess
Produkte und Systeme in höchster Qualität, flexibel bei niedrigen Kosten zu fertigen – für Unternehmen im globalen Wettbewerb ein Muss. Hinzu kommen die Anforderungen der Industrie 4.0, wie Losgröße 1 oder das immense Datenvolumen aus den zunehmend digitalisierten Fertigungsprozessen. Insbesondere die Messtechnik spielt hierbei eine wichtige Rolle. Endprüfungen am Produkt oder Stichprobenprüfungen unter Laborbedingungen genügen vor dem Hintergrund gestiegener Anforderungen allerdings längst nicht mehr. Sowohl in der Serienfertigung als auch in der Losgröße-1-Produktion kommt es darauf an, Ausschuss und Nacharbeit zu vermeiden und eine gleich bleibend hohe Fertigungsqualität sicherzustellen. Im Zuge des zunehmenden Industrie-4.0-bedingten Automatisierungsgrads in der Industrie wird daher auch das Messen automatisiert und erfolgt während der Bearbeitung.
Volldigitale 100%-Inline-Prüfsysteme
Wie sieht es mit dem Automatisierungspotenzial der Messtechnik aber tatsächlich aus? Gerade hier sei ein Automatisierungspotenzial gegeben meint Frank Schulz, Produktmanager Handmessmittel und Datenübertragungssysteme Mitutoyo Deutschland GmbH in Neuss. „In einigen Branchen geht der Trend gar zur vollautomatischen 100×100-Messung. Mit dem Quality Gate von Map Vision beispielsweise bieten wir volldigitale 100%-Inline-Prüfsysteme für die Automobilindustrie“, verdeutlicht er. Diese Inline-Inspektionslösungen würden neben der Software zur Ergebnisverwaltung auch einen umfassenden Support zur Optimierung der Fertigung mittels der 100% Inline-Prüfdaten umfassen. Volldigitale Multikamera-Messtechnik biete selbstkorrelierte, sofort verfügbare 100% In-Line-Messdaten für jedes Merkmal an jedem Bauteil, „was eine konstante Qualität gewährleistet und die Produktionskosten senkt“, erklärt Schulz. Auch Holger Wirth, Vice President R&D Industrial Automation bei der Isra Vision AG in Darmstadt beobachtet einen seit einigen Jahren andauernden Trend hin zu fertigungsintegrierten und damit zwangsläufig automatisiert arbeitenden Messsystemen, die seiner Auffassung nach in Zukunft zunehmend eingesetzt werden. „Selbst komplexe Messaufgaben werden mittlerweile vollautomatisiert. Roboter dienen hier beispielsweise als flexible Zustellsysteme für die Sensoren und erlauben eine Anpassung an das jeweilige Messobjekt. Insbesondere die zunehmende Produktvielfalt stellt schließlich neue Anforderungen an die automatisierte adaptive Messtechnik“, betont Wirth. Bedingt durch die gesteigerte Performance heutiger Sensoren hinsichtlich Messgeschwindigkeit, Messvolumen, Robustheit, etc. könne man nunmehr Applikationen fertigungsintegriert umsetzen, die früher nicht automatisierbar waren. Die Vorteile der Inline-Messtechnik gegenüber der Stichprobenmethode liegen für ihn auf der Hand: „Sie ergeben sich durch eine lückenlose Erfassung der Produktionsqualität – man spricht hier ja oft von 100%-Kontrolle – bei der alle Bauteile geprüft werden und ein Fehlerschlupf damit unmöglich wird“, so Wirth. Darüber hinaus würden selbst kleinste Prozessabweichungen detektiert und dokumentiert. „Eine entsprechende Auswertetechnik lässt vielfältige Datenanalysen zu, die zum einen präventiv genutzt werden können, um Prozessabweichungen schon sehr früh zu erkennen und darauf zu reagieren. Zum anderen sorgen sie für ein viel umfassenderes Prozessverständnis und erlauben das Erkennen von nicht trivialen Zusammenhängen, insbesondere wenn man die Daten verschiedener Systeme miteinander verknüpft“; nennt er einen weiteren Vorteil. Zusätzlicher Pluspunkt der Inline-Messtechnik ist für Mitutoyo-Produktmanager Schulz, dass mit ihr gegenüber einer Stichprobenmessung der Produktionsprozess deutlich schneller ausgeführt werden kann. „Aus messtechnischer Sicht gilt es dabei aber zu beachten, dass Fertigungsprozesse Wärme erzeugen und die Ausdehnungskoeffizienten beim Messen eingerechnet werden müssen“, warnt er.
Messen im Fertigungstakt
Ein Beispiel für die Vorzüge der Inline-Messtechnik ist die Fabrik von Volkswagen Nutzfahrzeuge im polnischen Września in der jährlich 100.000 Crafter und der baugleiche MAN TGE vom Band rollen. Neben der Qualität will VW auch mit der Variantenvielfalt des Crafter punkten. Denn dank der Auswahl aus knapp 60 Grundvarianten ergeben sich für die Kunden zig Einsatzmöglichkeiten – vom Krankenwagen bis hin zum Kurierfahrzeug. Damit trotz der Vielfalt alle 3,5 Minuten ein Fahrzeug das Werk verlassen kann, muss die eingesetzte Inline-Messtechnik jedes Karosserieteil im Fertigungstakt messen. Deshalb setzen die Verantwortlichen des Autobauers besonders stark auf optische Messverfahren.
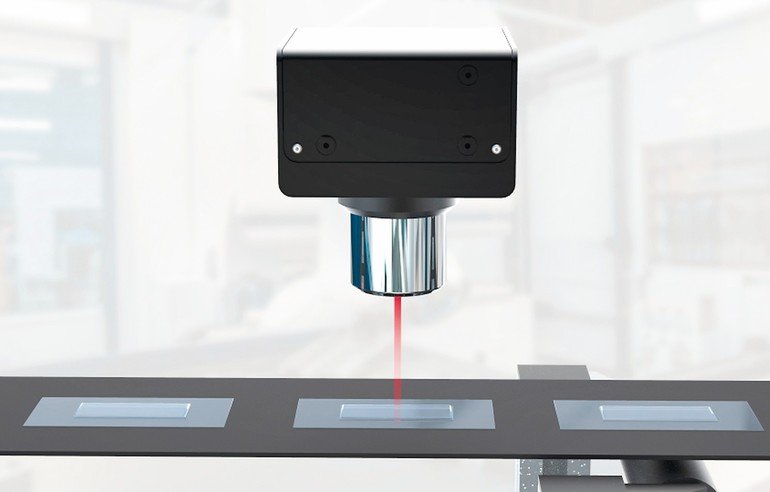
Eingesetzt wird dafür der digitale optische 3D-Sensor Zeiss AIMax. Geprüft wird in der Nutzfahrzeug-Fabrik jedes Karosserieteil – vom Unterboden bis hin zu den Seitenteilen – durchläuft eine entsprechende Inline-Messstation. Allein beim Unterboden, der aufgrund der Modellvielfalt am stärksten variiert, werden Dutzende Merkmale hinsichtlich der festgelegten Toleranzvorgaben geprüft. Dank der kompakten Bauweise des Sensors, er ist nur 155 mm hoch, 134 mm breit und 125 mm lang, können die geometrischen Merkmale auch in engen oder schwer zugänglichen Bereichen geprüft werden. Auch die Kombination von drei Messprinzipien – Mehrlinientriangulation, Grauwertbildverarbeitung sowie eine Schattenauswertung – in einem Sensor ist für den Karosseriebau ein großer Pluspunkt. „Tuckerrbolzen, davon haben wir viele, können inline nur mit dem Zeiss AIMax gemessen werden“, so der VW-Qualitätsverantwortliche Werner Steinert. Die typische Messzeit inklusive Roboterbewegung beträgt maximal drei Sekunden pro Messposition. „Dank dieser Schnelligkeit können wir viele Merkmale in der vorgegebenen Taktzeit prüfen. Das hilft uns enorm, unsere Prozesse zu optimieren“, erläutert Steinert. Täglich wird deshalb geprüft, wie sich die Messwerte entwickeln. Bei der Klärung von Abweichungen hilft, dass die Kamera des Sensors immer auch ein Foto vom jeweiligen Merkmal aufnimmt. So sehen die Mitarbeiter, wenn Klebstoff in den Bohrungen zur festgestellten Toleranzabweichung führt und veranlassen die Optimierung der Zufuhr. Für Steinert ist „das Inline-Konzept ist aufgegangen“.
Prozessparameter inline verändern
Damit kommt man folgerichtig zu einem wesentlichen Merkmal der Industrie 4.0: die hohe Verfügbarkeit von aktuellen Daten aus den Fertigungsprozessen. Und damit zu der Frage, bis zu welchem Grad diese Daten bereits genutzt werden um Prozessparameter inline basierend auf den kurz zuvor gemessenen Werten zu verändern, um auf diese Weise Qualität und Effizienz zu steigern? „Derartige Techniken werden bereits intensiv genutzt. So werden zum Beispiel im Automobilbau die Spaltmaße an den Fahrzeugen nicht mehr nur nachträglich geprüft, sondern bereits beim Einbau der Türen und anderer Anbauteile wie Motorhaube, Heckklappen, etc. als Qualitätsregelmaß benutzt“, erläutert Isra-Vision-Messtechnik-Experte Wirth. Bei diesem Prozess positioniere ein Roboter die Türe in die Seitenwandöffnung und optische Sensoren messen die Spaltmaße an verschiedenen Stellen. Basierend auf mathematischen Optimierungsmethoden werde dann die bestmögliche Position ermittelt und an den Roboter gesendet. „Diese „Best-Fit“-Messtechnik wird damit zum integralen Bestandteil der Produktion“, sagt Wirth. Und Frank Schulz von Mitutoyo weist darauf hin, dass es in jedem Fertigungsprozess unvermeidliche Störungen oder nachweisbare Ursachen gibt. „Im Fall von Werkzeugmaschinen können aktuell ermittelte Daten beispielsweise dabei helfen, rechtzeitig in den Prozess einzugreifen, bevor Ausschuss produziert wird – etwa durch ein verschlissenes Werkzeug“, verdeutlicht der Produktmanager.
Wie auch in anderen Bereichen und Anwendungen spielen Daten in der Inline-Messtechnik eine entscheidende Rolle. Welche Voraussetzungen müssen „on the edge“ (also vor Ort) gegeben sein, um eine direkte Nutzung zu ermöglichen? Und welche Rolle spielen dabei Machine-Learning-Verfahren oder Künstliche Intelligenz (KI)? „Bei sehr performance-kritischen Applikationen müssen die Daten „on the edge“ das heißt, lokal verfügbar sein, da andere Lösungen bandbreitenbedingt zu große Latenzen mit sich bringen. Der Trend geht hier ganz klar zu Embedded-Lösungen, bei denen die entsprechende Rechen- und Auswertekapazität in die Sensoren bereits integriert wird“, betont Wirth. Isra Vision setze hier auf eine Kombination der aktuellen Technologien und kombiniere FPGA, GPU und CPU zu leistungsfähigen Lösungen, denen man die Rechnerpower von außen nicht ansieht und die als Plattform für Machine-Learning-Algorithmen dienen. „Damit werden Technologien für den Kunden nutzbar, für die man früher Serverfarmen gebraucht hätte“, so der Manager. Unverzichtbar sind hier Mitutoyo-Experte Schulz zufolge vor allem auch ein schnelles und sicheres Netzwerk sowie Software, die Daten vorgefiltert den richtigen Stellen zur Verfügung stellt. „Machine Learning beruht auf Mustererkennung und nutzt hierzu mathematische und statistische Modelle, um aus Datenbeständen zu lernen. Mit Hilfe von Mustererkennung und definierten Regelvorgaben lassen sich Produktionsprozesse – aufgeschlüsselt auf deren Einflussfaktoren, inklusive Messen – optimieren“, erklärt er und fährt fort: „Im Zuge dessen spielt das Thema Predictive Maintenance ebenfalls eine große Rolle da auch die Wartung der Maschine eine feste Konstante im Prozess darstellt.“
Zentrales Speichern der Messdaten erlaubt systemübergreifende Analysen
Ebenfalls spannend im Zusammenhang mit Datenerfassung und -auswertung ist die Frage, ob die Analyse der Fertigungsdaten im Nachgang in Cloudlösungen empfehlenswert ist, um auf diese Weise beispielsweise standortübergreifend die Fertigung zu optimieren. „Ob Cloud oder Datenbanklösung spielt hier keine Rolle. Wichtig ist dass die Daten zentralisiert betrachtet und analysiert werden können, um sämtliche Abläufe zu optimieren“, ist Schulz überzeugt. Sein Kollege Wirth hält die lokale Auswertung der Daten dann für sinnvoll und zwingend, wenn man sehr schnell ein Auswerteergebnis an der Anlage benötigt, um gegebenenfalls direkt in den Produktionsprozess zum Beispiel durch Bandstopp, Teilausschleusung etc. einzugreifen. „Darüber hinaus gibt es eine zweite Nutzung der Daten in der Cloud. Durch das zentrale Speichern der Messdaten in eine übergeordnete Datenbank werden systemübergreifende Analysen ermöglicht. Wir liefern seit vielen Jahren bereits derartige Lösungen in die einzelnen Märkte und erlauben damit unseren Kunden Zugriff auf alle qualitätsrelevanten Informationen zu einem Werkstück, einem Materialbatch, über einen Fertigungstag, den Stand der Produktionsqualität in einem dezidierten Zeitraum, bis hin zu anlagen- und werksübergreifenden Kennwerten und Vergleichen“, erläutert er. Bei einigen Kunden nutze man die Daten sogar, um zu entscheiden, welche Charge welchem Kunden zugeordnet wird. Wirth: „Wir subsummieren diese Techniken unter dem Begriff Enterprise Production Management Intelligence“.
Das Ziel der Inline Messung besteht häufig in der Charakterisierung bewegter Messobjekte oder in der Messung während der Bearbeitung. Für das Messen während des Bearbeitungsprozesses gibt es verschiedene Verfahren, die jeweils ihre Vorteile haben. „Bei den optischen Methoden gibt es insbesondere die scannenden Verfahren, die quasi dauerhaft mit hohen Taktraten messen. Insbesondere Zeilenkamerasysteme können hier ihre Vorteile ausspielen“, erklärt Wirth. Hohe Pixelauflösungen (8K oder 16K-Pixel) und extrem hohe Ausleseraten im Kilohertz-Bereich würden die lückenlose und hochauflösende Aufnahme der Messobjekte selbst bei sehr schnellsten Verarbeitungsprozessen erlauben. „Aber auch die klassischen Lasertriangulationssensoren gestatten ein Messen in der Bewegung, die oftmals dazu benutzt wird aus einem Profil – dem „Laserschnitt“ – eine 3D-Punktewolke zu erzeugen“, so der Experte weiter. Dabei werde entweder das Objekt bewegt, etwa auf einem Förderband, oder aber man bewege den Sensor beispielsweise durch eine Linearachse oder einen Roboter. Aber auch „flächig“ arbeitende Sensoren werden laut Wirth leistungsfähiger. „Neue Kameragenerationen erlauben hochauflösende Aufnahmen mit hohen Frequenzen, Embedded-Prozessoren sorgen dafür, dass die enormen Datenmengen direkt in-situ ausgewertet werden“, so Wirth. Isra habe hier aktuell ein neues Messsystem vorgestellt, das zur Inspektion von lackierten Fahrzeugen unmittelbar nach dem Lackierprozess dient. Hierbei bewege sich nicht nur das Objekt, das Fahrzeug, auf dem Förderband, sondern auch der Sensor auf dem Roboter um quasi in der Vorbeifahrt das gesamte Objekt zu scannen. „Somit ein tolles Beispiel für ‚doppeltes‘ Inline-Messen in der Bewegung“, verdeutlicht der Experte.
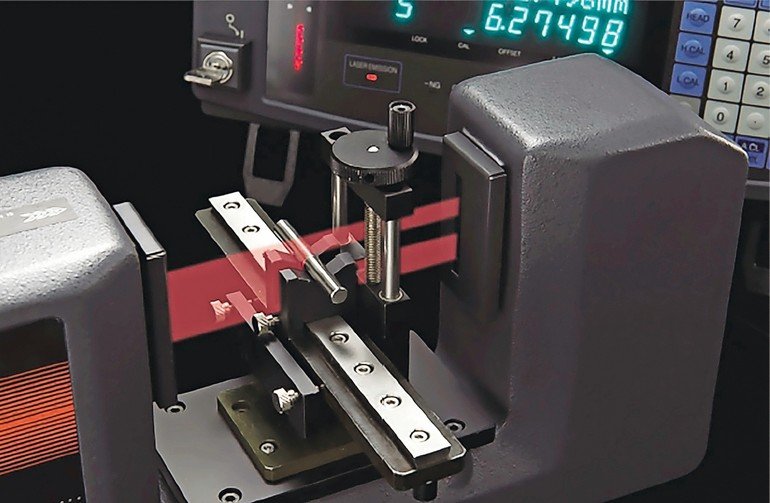
„Laser Scan Mikrometer bürgen für berührungsloses Messen, beispielsweise von Durchmessern mit sehr hoher Scan-Rate“, nennt Frank Schulz ein weiteres Verfahren für das Messen während der Bearbeitung. „Die Toptechnologie der Mitutoyo Tag Lens bietet die Möglichkeit unterschiedliche Höhen schnell, ohne mechanische Bewegung, zu fokussieren.“ Gerade in der industriellen Bildverarbeitung (Machine Vision) sei das ein großer Vorteil, der es auch ermögliche, Objekte in Bewegung aufzunehmen. Der Begriff „Flüssiglinse“ etabliert sich dem Produktmanager zufolge zunehmend für diese Art von Tubus-Linsen, die sich als Bestandteil eines optischen Systems mit verschiedenen Objektiven kombinieren lassen. Eine weitere Methode für Inline-Messungen sind laut Schulz 100×100-Messysteme wie das Map Vision Quality Gate des Herstellers. Sie verwenden eine volldigitale Multikamera-Prüftechnik. „Dabei kommen weder mechanischen Komponenten, noch bewegliche Teile zum Einsatz, die Ungenauigkeiten hervorrufen könnten – speziell für den Einsatz unter Produktionsbedingungen entwickelt“, so der Experte.
Optische Systeme für Messungen im Prozess
Beim Messen im Prozess kommen vor allem optische Systeme zum Einsatz kommen. Warum, dass so ist erklärt Isra-Vision-Manager Wirth: „Optische Verfahren haben den Vorteil, dass sie berührungslos erfolgen. Damit wird anders als bei berührenden Methoden das Werkstück nicht „angetastet“ und das Messsystem wird nicht abgenutzt. Sie bieten darüber hinaus auch die Möglichkeit in der Bewegung zu messen. Es gibt nun einmal Fertigungsprozesse, bei denen das Objekt niemals stillsteht, wie bei der Herstellung von Stahlblechen, Floatglas, Folien, Vliesstoffen oder Papierbahnen.“ Hier handele es sich um Endlosprozesse, mit extrem hohen Anforderungen an die Performance der Inspektionssysteme hinsichtlich Auflösung, Geschwindigkeit und Umgebungsbedingungen. Mit optischen Messsystemen seien diese Kriterien optimal zu erfüllen. Nachteilig ist laut Wirth höchstens die Verschmutzungsgefahr, die bei einigen fertigungsintegrierten Applikationen gegeben ist. „Aber auch dazu gibt es entsprechende Lösungen wie Sperrluftvorhänge, Schutzklappen oder Scheibenwischer, die eine Verunreinigung der Sichtfenster sehr deutlich reduzieren oder gar vermeiden“, erläutert er. Auch für den Mitutoyo-Experte Schulz bringen diese Systeme eine Vielzahl an Vorteilen mit sich. Sie würden berührungslos arbeiten, was bei vielen Materialien beziehungsweise Werkstücken unabdingbar ist. „Obendrein glänzen sie mit einer hohen Messgeschwindigkeit. @-line-positionierte optische Koordinatenmessgeräte warten zudem mit variablen Beleuchtungsmöglichkeiten auf und bieten die Möglichkeit variabler Vergrößerungen“, erklärt er. Bezüge, Ausrichtungen und Positionen verschiedener Teile des Werkstücks zueinander ließen sich so optimal erfassen.
Und in Zeiten der Digitalisierung schreitet die Entwicklung fertigungsbegleitender Messtechnik rasant voran. Messtechnik und Fertigung rücken zunehmend zusammen. Die Stuttgarter Control, Messe für Qualitätssicherung, zeigt in diesem Jahr digitalisierte Systeme unter anderem zur Echtzeit-Visualisierung von Messdaten, wodurch die Produktion den Veranstaltern zufolge noch effizienter zu gestalten ist. Denn Echtzeit-Messdaten unterstützten Inline-QS-Prozesse. „Die Kunden aus der produzierenden Industrie erwarten nicht nur präzise und verlässliche Messdaten, sondern zunehmend auch eine Visualisierung dieser Daten in Echtzeit“, erläutert Professor Alexander Reiterer, Abteilungsleiter am Fraunhofer Institut für Physikalische Messtechnik, IPM, und ergänzt: „Anwendungsspezifisch visualisierte Daten sind wie ein Werkzeug, mit dem sich alle Zustände zuverlässig bewerten und Prozesse intuitiv steuern lassen.“ Denn ohne diese Messdaten, von moderner Sensorik und Messtechnik ermittelt und von intelligenter Software in Sekundenbruchteilen ausgewertet, ist Qualitätssicherung in Echtzeit nicht möglich. „Wir beobachten, dass Toleranzen und Strukturen immer häufiger innerhalb des Fertigungsprozesses überprüft werden. Selbst bei 100-Prozent-Prüfungen ist das ein Trend“, berichtet Fabian Krüger, Projektleiter der Control.
Details zum Fraunhofer-Verbundprojekt INSPIRE:
hier.pro/saMvT)
Control 2019: Mitutoyo, Halle 7, Stand 7501
Control 2019: Isra Vision, Halle 4, Stand 4102
 Holger Wirth, Vice President R&D Industrial Automation, Isra Vision AG
Holger Wirth, Vice President R&D Industrial Automation, Isra Vision AGBild: Isra Vision
„Selbst komplexe Messaufgaben werden mittlerweile vollautomatisiert. Roboter dienen hier beispielsweise als flexible Zustellsysteme für die Sensoren und erlauben eine Anpassung an das jeweilige Messobjekt.“
 Frank Schulz, Produktmanager Handmessmittel und Datenübertragungssysteme, Mitutoyo Deutschland GmbH
Frank Schulz, Produktmanager Handmessmittel und Datenübertragungssysteme, Mitutoyo Deutschland GmbHBild: Mitutoyo
„In einigen Branchen geht der Trend gar zur vollautomatischen 100×100-Messung. Mit dem Quality Gate von Map Vision beispielsweise bieten wir volldigitale 100%-Inline-Prüfsysteme für die Automobilindustrie.“







{kind=link}