
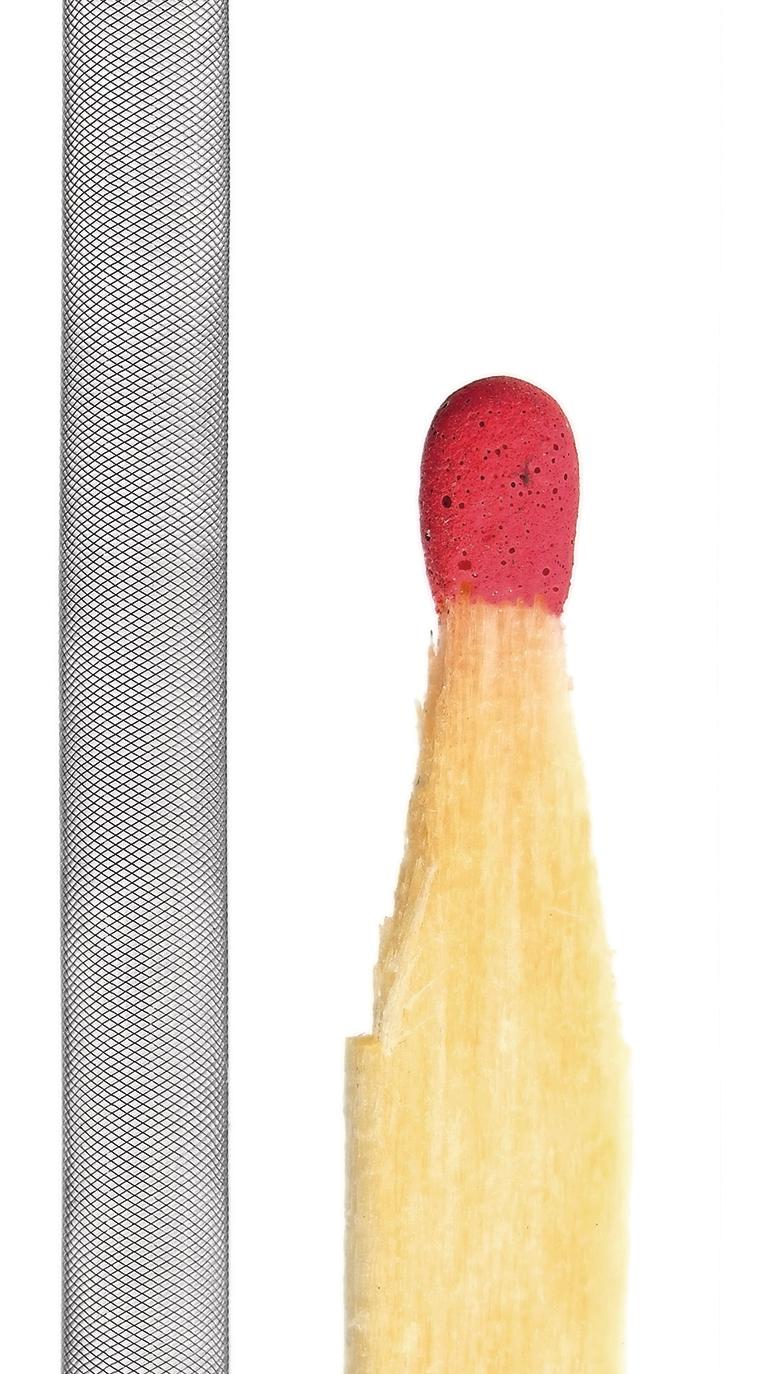
Moderne Stents, geflochten aus µm-feinen Nitinol-Drähten, geben menschlichen Blutgefäßen wieder Halt. In den zur Herstellung eingesetzten Flechtmaschinen sorgen induktive Sensoren für ein sicheres Abschalten der Maschine bei Drahtbruch und damit für eine gleichbleibend hohe Stentqualität.
Der Autor: Oliver Schleicher, Geschäftsführer, Contrinex Deutschland
Die Medizin implantiert Stents, um Gefäße dauerhaft zu stabilisieren und offen zu halten. Üblicherweise im kosten- weil materialintensiven Laserschneidverfahren aus Materialien wie rostfreien Stählen, Cobalt-Chrom- oder Tantal-Legierungen hergestellt, werden Stents heute immer häufiger aus feinsten Drähten der Formgedächtnislegierung Nitinol (Nickel-Titan) geflochten. Spezielle Flechtmaschinen verarbeiten die Drähte mit Durchmessern von unter 50 µm zu einer textilen Struktur, bei der vier oder mehr Metallfäden parallel ineinandergreifen. Nitinol-Stents können aus 16 bis 288 Drähten bestehen. Typisch sind 24, 32, 48, 64, 80, 96 oder 144 Drähte.
Diese geflochtenen Gefäßimplantate sind nicht nur filigraner als geschnittene Stents. Sie sind auch kostengünstiger, da Flechten ein kontinuierlicher Prozess ohne Materialverluste ist. Dank der speziellen Legierung entfällt ein mechanisches Aufweiten mit einem Ballonkatheter nach der zum Einsetzen erforderlichen radialen Komprimierung. Denn ein Nitinolstent erinnert sich an seine ursprüngliche Form und dehnt sich bei Körpertemperatur wieder aus, bis er seine Ausgangsform erreicht hat. Das gilt sowohl für geflochtene als auch gelaserte Stents.
Ein renommierter Entwickler von Flechtmaschinen zur Herstellung von Nitinol-Stents ist die Körting Nachfolger Wilhelm Steeger GmbH & Co. KG (Steeger). Das Traditionsunternehmen entwickelt und fertig seit mehr als 130 Jahren am Firmensitz Wuppertal-Barmen Flecht- und Zubehörmaschinen für unterschiedliche Anwendungen. Dazu zählen textile Flechtereien und Modegeflechte, Bauteile aus Carbonfasern, Drahtseile und Geflechte aus ultrafeinen Materialien für die Medizintechnik. Das Produktprogramm umfasst Horizontalflechtmaschinen mit oder ohne Raupenabzug, Flechtmaschinen mit Einzelantrieb, Kabel-, Draht- und Schlauchflechtmaschinen, Packungsflechtmaschinen und Flechtaggregate im Baukastensystem. Eine Spezialität des Hauses sind Anlagen und Maschinensteuerungen für die Fein- und Feinstdrahtverarbeitung, wie sie die Medizintechnik benötigt. Dazu zählen Flechtmaschinen für die Herstellung feinster chirurgischer Nähgarne ebenso wie Stentflechtmaschinen und Flechtmaschinen zur Herstellung von Kathetern.
Absolut symmetrische und torsionsfreie Struktur
Speziell für die Stent- und Katheterherstellung aus Nitinolfäden entwickelte Steeger eine horizontale Feinstdrahtflechtmaschine. Die Anlage vom Typ HS 48/64 ist in der Lage, Feinstdrähte mit einem Durchmesser von nur noch 20 µm (üblich sind 50 µm) mit sehr hohen Geschwindigkeiten zu Stents mit Durchmessern von 0,5 mm zu verarbeiten. Die dabei erreichte Punktdichte bzw. die Größe des Gitterrasters kann bis zu 300 ppi (Pixel pro Inch) betragen. Auch das Umflechten von Kathetern ist mit der neuen Maschine möglich.
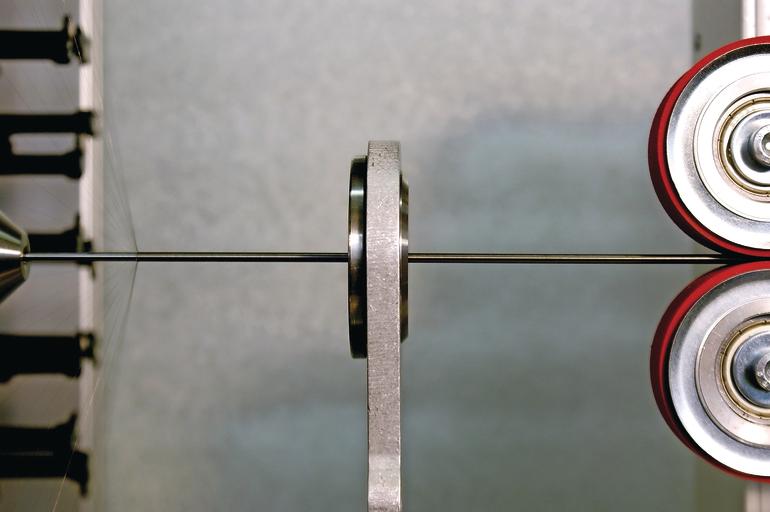
Die Flechtmaschine besteht aus einem Maschinenbett, Klöppeln und einem Drahtabzug. Die Klöppel kontrollieren die Flechtdrahtspannung und bewegen sich angetrieben durch Flügelräder entlang vorgegebener Führungsbahnen umeinander. Dabei „tanzen“ 64 Klöppel mit 220 Flügelradumdrehungen pro Minute umeinander und erzeugen dadurch ein rohrförmiges Geflecht mit einem Zickzackmuster auf der Oberfläche. Das Geflecht besteht aus zwei, sich alternierend überlagernden Drahtsystemen – eines bewegt sich spiralförmig im, eines gegen den Uhrzeigersinn um die Geflechtachse. Jedes System muss aus der gleichen Anzahl von Drähten bestehen, damit der erzeugte Stent eine absolut symmetrische und torsionsfreie Struktur besitzt. Ein Gefäßimplantat kann wahlweise ohne oder um einen festen Kern herum geflochten werden. Die neue Flechtmaschine HS 48/64 setzt feste oder flexible Kerne ein, die den Innendurchmesser des Geflechts festlegen.
Da die hergestellten Produkte am und im menschlichen Körper Verwendung finden, muss schon das Ausgangsmaterial ohne Fehler sein. Eventuelle Knoten im Garn oder variierende Faden- oder Drahtstärken beeinflussen die Stabilität und das Verhalten des fertigen Geflechtes negativ und sind daher nicht akzeptabel. „Wichtig sind aber vor allem eine gleichbleibende Drahtspannung und das sichere Erkennen von gebrochenen Drähten“, erläutert Axel Ludwig, geschäftsführender Gesellschafter des Flechtmaschinenspezialisten.
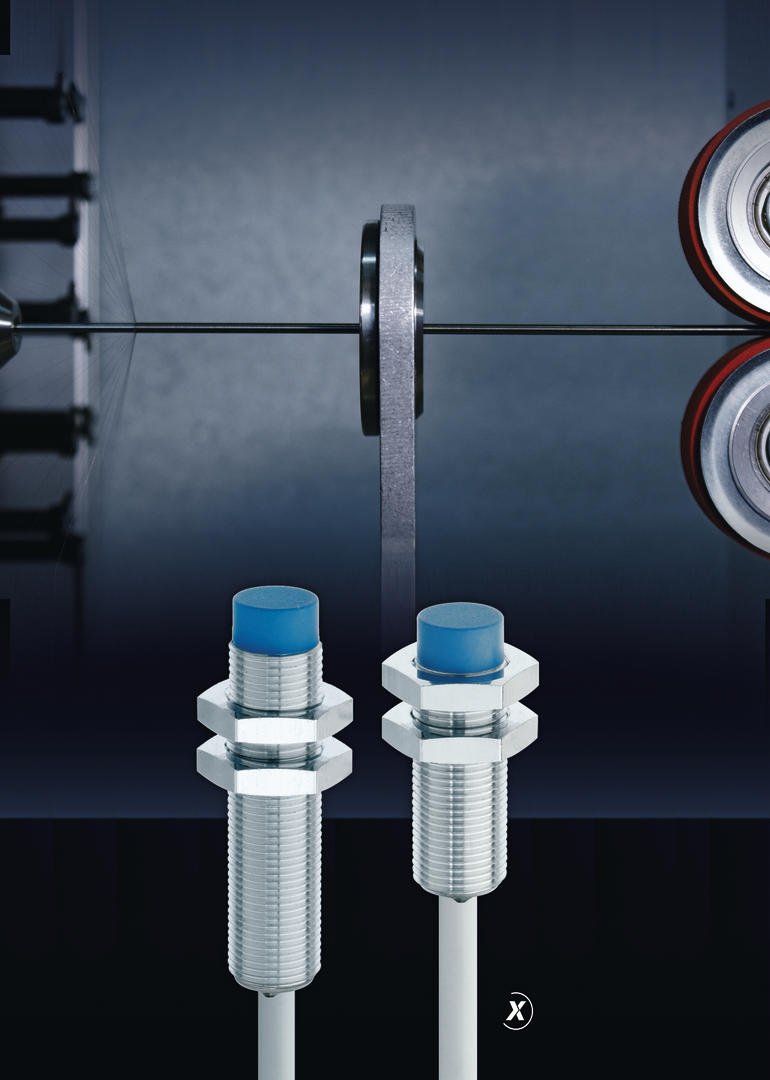
Speziell für diesen Zweck verbaut Steeger in der neuen Feinstdrahtflechtmaschine induktive Sensoren, die selbst bei hohen Geschwindigkeit einen Drahtbruch sicher erkennen und damit das zuverlässige Abschalten der Anlage garantieren. Die insgesamt acht Sensoren sitzen direkt am Flechtkörper und überwachen neben einem möglichen Drahtbruch auch den Leerlauf der Materialspulen. „Eigentlich würde bereits ein Sensor zur Fehlererkennung ausreichen. Doch mit der Anzahl der Schalter steigt auch die Geschwindigkeit der Fehlererkennung. Mit acht Sensoren erreichen wir das Optimum bei Geschwindigkeit und Wirtschaftlichkeit“, erklärt Axel Ludwig. Die Sensoren ersetzen die bisherige mechanische Überwachung durch einen Aussetzschalter mit Hebelmechanismus. Dieser kommt jedoch für das Stentflechten nicht mehr in Frage. Grund sind die filigranen Klöppel und Drähte, die eine Überwachung mit einem klassischen Hebelsystem unmöglich machen.
Induktivsensoren mit erhöhtem Schaltabstand
Die Sensoren müssen sicher bei jeder Geschwindigkeit einen Klöppel ohne Drahtspannung erkennen können. Diese Anforderungen erfüllen sowohl die bündig als auch die nichtbündig einbaubaren Varianten der induktiven Näherungsschalter der Baureihe Classics Basic von Contrinex. Diese zylindrischen Sensoren arbeiten nach dem klassischen Verfahren. Dabei erzeugt die Spule eines konventionellen Schwingkreis-Oszillators im Sensor ein hochfrequentes Magnetfeld, das an der aktiven Schalterfläche austritt. Ein metallischer Gegenstand, der sich in diesem Feld befindet, entzieht ihm Energie. Dies erkennt die im Sensor integrierte Elektronik und wertet die Information entsprechend aus. Objekte aus ferromagnetischen Metallen wie Stahl, Nickel oder Kobalt absorbieren am meisten Energie. Die erzielbaren Schaltabstände sind daher für diese Metalle am größten. Gut leitende, nicht ferromagnetische Metalle wie Aluminium entziehen dem Feld weniger Energie. Dadurch fallen die Schaltabstände im Vergleich zu Stahl um ca. 25 bis 45 % geringer aus.
„Unsere induktiven Classics-Sensoren erfassen ausschließlich metallische Teile und sind daher unempfindlich gegen Verschmutzung. Sie sind zudem robust, preisgünstig und, weil genormt, auch einfach einzusetzen“, erklärt Damien Wittwer, internationaler Produktmanager. „Alle dieser hochwertigen ASIC-Sensoren sind im PNP-Typ ohne Aufpreis auch IO-Link-fähig.“ Die Classics-Sensoren sind in Gleichspannungsausführung in 3-Leitertechnik als NPN- oder PNP-Schaltung sowie mit Kabel- oder Steckeranschluss erhältlich. Sie sind in den Baugrößen mit einem Durchmesser von 3 mm glatt bis M30 sowie als Quader C44, C5 und C8 lieferbar. Eine LED zur Anzeige des Schaltzustands ist standardmäßig vorhanden. Bei allen Ausführungen stehen Schließer- und Öffnertypen durchgehend zur Verfügung. Des Weiteren sind alle wichtigen Schutzfunktionen wie Kurzschluss- und Überlastschutz, Rundum-Verpolungsschutz, Induktionsschutz und EMV-Schutz eingebaut.
Neben Zuverlässigkeit und Präzision kam es den Konstrukteuren von Steeger vor allem auf einen hohen Schaltabstand an. Daher testeten sie vor der endgültigen Entscheidung für eine konkrete Sensorvariante sowohl nichtbündig einbaubare Sensoren vom Typ DW-AD-633-M12 mit einem Schaltabstand von 8,0 mm (Schaltfrequenz 1,4 kHz) als auch vom Typ DW-AD-613-M12 mit 4,0 mm Schaltabstand und einer Schaltfrequenz von 2,0 kHz jeweils in der kurzen und langen Variante. „Je höher der Schaltabstand, desto sicherer erkennt der Sensor einen fehlerhaften Klöppel. Entsprechend fiel unsere Entscheidung auf den Sensor DW-AD-633-M12-120 mit 8 mm Schaltabstand. Aus rein optischen Gründen zogen wir dabei die kurze Variante mit 35 mm Länge der längeren Bauform mit 50 mm vor“, sagt Axel Ludwig, der sich auch in vielen anderen Bereichen seines Unternehmens zur Positionierung und zur Überwachung in Flecht- und Spulmaschinen auf Contrinex-Sensoren verlässt, beispielsweise bei der Tänzersteuerung. I
Info & Kontakt

Contrinex Sensor GmbH Leinfelden-Echterdingen Tel.: +49 711 220988-0 info@contrinex.de
Halle 7A, Stand 406
Direkt zur Produktübersicht Induktiv Classics:
http://t1p.de/ngkz
Teilen:






{kind=link}