
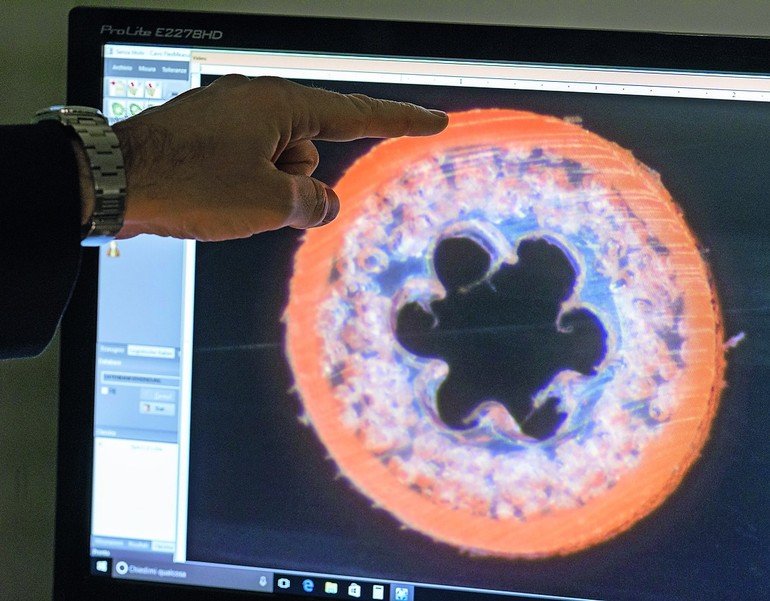

Industrie-Datenkabel sind die Nervenbahnen der Industrie 4.0 – dementsprechend stark wächst ihr Markt. Die Fertigung der industriellen Datenleitungen erfolgt bei CEAM Cavi Speziali, einem führenden Hersteller von Datenleitungen für das industrielle Ethernet sowie für die Feldbustechnologie, in mehreren Schritten: Los geht es mit dem Verlitzen. Dabei werden die einzelnen Leiter aus dünnen Einzeldrähten aus Kupfer zu einer Litze verseilt. CEAM verarbeitet dafür Kupfer der Klasse 6 für dünne, leistungsfähige Ethernet-Leitungen und bevorzugt eine Struktur aus konzentrisch verseilten Drähten. Das heißt, es befindet sich ein Draht in der Mitte und die anderen verlaufen kreisförmig darum herum. Dadurch wird das Bündel über die ganze Leitungslänge perfekt rund. Das ist deshalb wichtig, da bereits geringe Abweichungen bei der Rundheit sofort zu Einbußen bei der Übertragungsqualität, insbesondere über längere Distanzen, führen würden.
Isolation in drei Schichten
Der nächste Schritt ist die Isolation der Adern. Dazu wird Kunststoff, meist Polyolefin, verwendet. Dieser wird um das Bündel extrudiert und isoliert die Adern untereinander. CEAM arbeitet bei der Extrusion mit drei Schichten, die aus drei Extrudern simultan aufgebracht werden. Bei diesem Skin-Foam-Skin-Prozess erzeugen die Extruder 1 und 3 innen an der Litze sowie außen eine glatte Haut, die dazwischen liegende Schicht wird mit Stickstoff aufgeschäumt. Das Stickstoffgas senkt die dielektrische Konstante zusätzlich, dadurch sind hohe Übertragungsgeschwindigkeiten auch über größere Distanzen möglich. Außerdem erlaubt der besonders leistungsfähige Isolator eine dünnere Isolation. Das reduziert den Durchmesser der Leitung.
Danach erfolgt die Verseilung der isolierten Leiter. Meist werden die Adern zu Paaren verseilt, die dann wiederum ihrerseits mit einem oder drei weiteren Paaren verseilt werden. Dabei ist darauf zu achten, dass die Schlaglänge, also die Distanz für eine volle Umdrehung der ineinander verschlungenen Adern, stets gleich bleibt. Gleichzeitig dürfen die Adern selbst keine Torsion erfahren, weil sonst auf Dauer die Isolation brüchig werden könnte.
Sternvierer-Aufbau und der richtige Flechtwinkel
Für besonders kompakte Leitungen mit Datenraten bis 100 Mbit/s ist der Sternvierer ein besonders geeigneter Aufbau. Dort beträgt der Durchmesser nur das 2,4-fache des Durchmessers der einzelnen Adern im Inneren, was die Leitung 30 % dünner macht als Leitungen mit zwei separaten Leiterpaaren. In Sternvierern bilden gegenüberliegende Leiter die beiden Paare. Wenn aber Leitungen mit Cat.6A oder Cat.7 und mit 10 Gbit/s benötigt werden, reichen zwei Leiterpaare nicht mehr aus. Dann werden vier Aderpaare verseilt, wodurch ein kompaktes und flexibles Bündel entsteht.
Damit eine Leitung gut vor elektromagnetischen Störungen geschützt ist, kommt sie nach dem Verseilen in die Flechterei. Dabei werden dünne Drähte aus Kupfer oder verzinntem Kupfer um das Aderbündel geflochten. Für besonders EMV-kritische Anwendungen kann noch eine Alufolie unter das Geflecht eingebracht werden. Die Flechterei erfolgt bei CEAM hochautomatisiert mit einer hohen Zahl an Flechtmaschinen. Je nach Anforderung kann der Flechtwinkel, das ist der Winkel zwischen der Ausrichtung des Flechtdrahts und der Kabelachse, variieren. Ist der Winkel groß, wird mehr Drahtmaterial pro Länge aufgebracht. Dies wird bei Leitungen gemacht, die für bewegte Anwendungen vorgesehen sind und enge Biegeradien aushalten müssen. Der große Flechtwinkel macht die Leitungen besonders flexibel. Ist das nicht nötig, kann der Flechtwinkel auch kleiner ausfallen. Das spart Kosten.
Maßgeschneiderter Mantel
Nun fehlt nur noch die „Außenhaut“. Je nach Anforderung schützen verschiedene Mantelarten gegen mechanische und chemische Beanspruchung, etwa verschiedene Öle, Witterungseinflüsse, UV-Licht und vieles mehr. Hierfür wird ein erwärmtes und durchmischtes Kunststoffgranulat extrudiert, das sich wie ein enger Schlauch um das Abschirmgeflecht schmiegt. Sensoren überwachen den gesamten Vorgang und stellen sicher, dass die Menge des zugeführten Kunststoffs und die Durchlaufgeschwindigkeit immer zusammenpassen. Die Auswahl an möglichen Mantelmaterialien für Industrieleitungen ist groß – für Hochleistungsleitungen in bewegten Anwendungen oder wenn Leitungen hoher mechanischer Beanspruchung ausgesetzt sind, verwendet CEAM Polyurethan. Für besonders anspruchsvolle Umweltbedingungen hat Lapp auch das patentierte Robust-Material entwickelt: Es widersteht sehr hohen und niedrigen Temperaturen, mechanischer Beanspruchung, Bioölen und aggressiven Reinigungsmitteln.
Unmittelbar nach dem Extruder wird die rund 200 °C heiße Leitung durch ein Wasserbad geführt. Das Becken ist einige zehn Meter lang, da die Leitung mit hoher Geschwindigkeit durchläuft und hinter der Kühlstrecke entfernt ein Gebläse die Feuchtigkeit. Schließlich wird das abgekühlte Kabel bedruckt, im Anschluss an die Kennzeichungsstation auf Spulen aufgewickelt und die jeweilige Spule mit einer Folie umhüllt, die als Schutz und Kennzeichnung des Produkts dient. Den Abschluss bilden Kappen, die auf beide Kabelenden gesteckt werden. ik
Detaillierte Informationen zum Skin-Foam-Skin-Prozess erhalten Sie in folgendem Video von Lapp:







{kind=link}