
Ein antriebsbasiertes Motion-Control-System und Servomotoren an den entscheidenden Achsen sind die Schrittmacher innovativer Stanzautoma- ten aus Frankreich. Die vollelektrischen Maschinen sind bei halbiertem Energieeinsatz fast doppelt so schnell wie vergleichbare hydraulische Pendants. Dank der Zuführung vom Coil und einer komfortablen Programmierung sind sie zudem sehr flexibel im Einsatz.
EXKLUSIV IN KEM Der Beitrag stammt von der Siemens AG Industry Sector Drive Technologies Division, Nürnberg
Seit über 45 Jahren entwickelt und fertigt Dimeco Alipresse, F-Pirey, individuelle Bandanlagen, Maschinen und Zubehör für die Blechbearbeitung. Zum zweiten Schwerpunkt im Programm haben sich flexible automatische Stanz-, Verformungs- und Montagelinien entwickelt. Jetzt hat das Mitglied der weltweit agierenden Dimeco-Gruppe seinen ersten vollelektrischen, vom Coil beschickten Stanzautomaten „Linapunch MCE“ vorgestellt. Er vereint bislang unerreichte Energieeffizienz mit höchster Produktivität. Dahinter steht innovative Steuerungs- und Antriebstechnik von Siemens, die das Unternehmen schon seit Jahren bevorzugt einsetzt.
Servomotoren ersetzen Hydraulik
Der neuen Linapunch MCE fehlen die für Dimeco-Stanzautomaten lange Zeit charakteristischen Reihen von Hydraulikstempeln. Stattdessen gibt es nur noch zwei synchron verfahrende Servomotoren des Typs 1FK7 von Siemens, die über eine einfache Kniehebelmechanik und eine zentrale Stößelplatte die Hubbewegung (Z-Achse) ausführen. In diesem Fall bis zu 200 mal pro Minute beim Stanzen und bis zu 400 mal beim Nibbeln, bei Stanzkräften von 2 x 200 kN. Der obere und der untere Totpunkt des Kniehebelsystems sind dabei frei programmierbar, das heißt individuell an die jeweilige Stanzaufgabe anpassbar. Daraus ergeben sich für jede Anwendung optimale Kraftverhältnisse und kürzeste Zykluszeiten. Letztere sind aber in erster Linie dem von Grund auf neu konstruierten Mittelteil der Linapunch MCE zuzuschreiben, der das Stanzen über zwei sogenannte Striker (Hämmer) zwischen der Stößelplatte und den bis zu 52 Werkzeugen realisiert. Dazu werden zuerst die jeweiligen Stanzwerkzeuge in Querrichtung in Position gebracht. Diese sind wie bisher in paarweise an den Seiten angeordneten Kassetten montiert, die unabhängig voneinander in Querrichtung (Achsen Y1, Y2) über Kugelrollspindeln und Servomotoren verfahren werden. So lässt sich mit den Werkzeugen nahezu jeder beliebige Punkt auf dem Blech anfahren, während dieses vom Coil über den Walzenvorschub in Längsrichtung (X-Achse) durch die Maschine transportiert wird. Praktisch zeitgleich werden die Striker unabhängig voneinander über Servomotoren und Zahnriemen in X- und Y-Richtung extrem schnell über den richtigen Werkzeugen positioniert und die Stößelplatte führt den Stanzhub aus. Das Verfahren der Striker startet mit der Aufwärtsbewegung der Stößelplatte, nutzt folglich den vollen Leerhub aus und spart so wertvolle Zykluszeit. Die geringen Massenträgheiten der Striker-Konstruktion unterstützen hochdynamisches Beschleunigen, Verfahren und Bremsen und damit hochpräzises Stanzen bei hohen Durchlaufgeschwindigkeiten.
Motion Control für Präzision und Dynamik
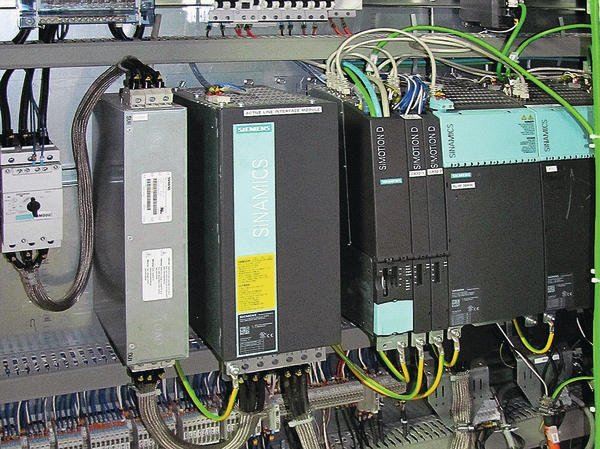
Zu den neun Servoachsen von Vorschub und Grundmaschine kommen in diesem Beispiel vier zusätzliche Servoachsen an einem nach Kundenspezifikation ausgeführten Stapeltisch. Damit ergibt sich ein komplexer Verbund von insgesamt 13 elektromotorisch bewegten Achsen, die schnell und präzise miteinander koordiniert werden müssen. Das ist die Aufgabe von Dimecos Steuerungssystem „Simostar“, einer an vielen Stanzautomaten bewährten Kombina- tion aus dem antriebsbasierten Motion-Control-System „Simotion D“ und einem netzwerkfähigen Multi Panel des Typs „Simatic MP377“ mit 12“-Touchdisplay, beide von Siemens. Antriebsbasiert heißt: Das Herzstück des Motion Controllers, die Regelungsbaugruppe Simotion D435, ist integraler Bestandteil des modularen Antriebssystems „Sinamics S120“ im Booksize-Format. Das spart Schnittstellen und Verdrahtungsaufwand und hält die Installation kompakt.
Weitere Komponenten des Antriebssystems sind eine gemeinsame Einspeisung und mehrere Leistungsmodule (Einachs- und Doppelachs-Motormodule) zur Versorgung der Servomotoren. Die Anzahl geregelter Achsen lässt sich über Controller Extensions (Simotion CX32) skalieren und an unterschiedliche Anforderungen anpassen. Dabei ersparen der digitale Systembus „Drivecliq“ langwieriges Verkabeln und elektronische Typenschilder in den Motoren fehlerträchtiges Parametrieren von Hand. Die Motordaten werden bei der Erstinstallation und nach einem Austausch automatisch übertragen. Wie die Achsanzahl kann auch die Leistung von Simotion mit den Anforderungen wachsen. Dimecos Standard an einfacheren Maschinen ist die Regelungsbaugruppe Simotion D425. Für höchste Anforderungen hinsichtlich Achsanzahl und Rechenleistung (Zykluszeiten) bietet der Baukasten die beiden neuen profinetfähigen Gerätevarianten Simotion D4452 DP/PN und Simotion D4552 DP/PN.
Performance ist an der Linapunch MCE in mehrfacher Hinsicht gefordert: Der Motion Controller überwacht ständig die Verfahrwege der beiden Stanzköpfe, um Kollisionen (etwa als Folge von Fehleingaben im manuellen Betrieb) und somit Schäden sicher auszuschließen. Neben den Mo- tion-Control-Aufgaben übernimmt die Simotion auch die gesamte PLC-Funktionalität (Programmable Logic Controller) der Maschine und koordiniert das Zusammenspiel diverser Hilfs- und Nebenachsen unter anderem an Haspel, Richtmaschine, Abfallbändern und Schere, die teils über Frequenzumrichter der Baureihe „Micromaster 440“, teils über Motorstarter aus dem Peripheriesystem „Simatic ET200S“ betrieben werden.
Produktiv, energieeffizient und flexibel
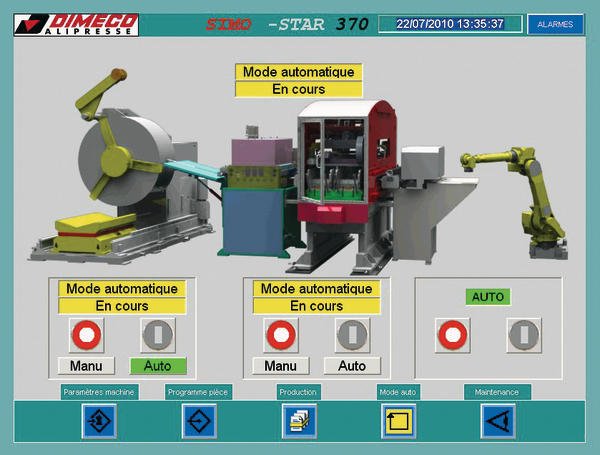
Schnittstelle zwischen Steuerung und Maschinenführer ist das verfahrbare Multi Panel „Simatic MP377 Touch“ nahe am Arbeitsbereich. Damit werden bei voller Einsicht in den Prozess sämtliche Funktionalitäten von Maschine und Abstapler eingerichtet, bedient und beobachtet, Programme erstellt beziehungsweise editiert sowie Werkzeug-, Teile- und Joblisten verwaltet. Über Industrial Ethernet mit dem Hauptpanel verbunden ist ein baugleicher Thin Client mit identischer Bedienoberfläche zum komfor-tablen Einrichten von Haspel und Richtmaschine am Einlauf.
Stanzprogramme können über Netzwerk oder USB-Stick eingespielt, aber auch komfortabel bei laufender Produktion erstellt, editiert und auf Knopfdruck in die Steuerung übernommen werden. Das unterstützt die beim Lohnstanzen unabdingbare flexible Abarbeitung kleinster Losgrößen im ständigen Wechsel. Für die Verarbeitung sehr komplexer Teile hat Dimeco das CAM-Tool „Radan“ entwickelt, das aus DXF-Daten automatisch Tabellen für Simotion generiert. Ein hohes Maß an Flexibilität resultiert auch aus der Verarbeitung unterschiedlichster Blechlängen und -breiten direkt vom Coil. Alternativ könnte eine automatisierte/robotisierte Platinenbeschickung realisiert werden.
Siemens;
Telefon.: 0911 895-7940;
E-Mail: heike.keddi-hertl@ siemens.com
Unsere Webinar-Empfehlung

Antriebstechnik - wenig Platz ist kein Argument. Jetzt Webcast ansehen und mehr erfahren über Lösungsansätze für kleinere – aber leistungsfähige – Komponenten!
Teilen:








{kind=link}