Sensoren, die Wege oder Abstände optisch oder per Laser erfassen, schonen die Oberfläche, denn sie üben keine Kräfte auf das Messobjekt aus. Zudem sind sie genau, temperaturstabil, haben eine hohe Auflösung und Grenzfrequenz. Zusätzliches Plus: Sie erfassen auch schnelle Wegänderungen.
Anzeige

Wie können Automatisierer KI-Modelle intuitiv entwickeln und in die Steuerung integrieren? Wie lässt sich überschüssige Energie im Antriebsverbund wieder...
Weg- und Abstandssensoren sind oft genauigkeitsbestimmendes Messmodul für das dimensionelle Prüfen, an die sehr hohe Anforderungen hinsichtlich Leistungsfähigkeit und Zuverlässigkeit gestellt werden. Wichtig sind Genauigkeit, Temperaturstabilität, Auflösung und Grenzfrequenz.
Der Name Micro-Epsilon verbindet sich insbesondere mit berührungslosen Wegsensoren, die dann zum Einsatz kommen, wenn
- schnelle Wegänderungen erfasst werden sollen
- keine Kräfte auf das Messobjekt ausgeübt werden dürfen
- hochempfindliche Ober- flächen eine Berührung nicht zulassen oder
- eine lange Lebensdauer der Sensoren gefordert wird.
Wegmessung im Fokus
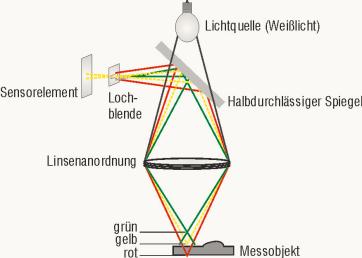
Micro-Epsilons neues optisches Sensorsystem Opto NCDT 2400 erlaubt es, Wege und Abstände hochpräzise sowohl gegen diffus reflektierende als auch spiegelnde Oberflächen zu messen. Es basiert auf einem konfokalen Messverfahren, das mit polychromatischem Licht (Weißlicht) arbeitet, welches durch eine mehrlinsige Optik auf die Objektoberfläche fokussiert wird. Die Linsen sind so angeordnet, dass durch kontrollierte chromatische Abweichung das Licht in abstandsabhängige monochromatische Wellenlängen aufgeteilt wird. Durch werkseitige Kalibrierung wird jeder Wellenlänge ein bestimmter Abstandspunkt zugeordnet.
Im Sensorsystem wird immer die Lichtwellenlänge zur Messung herangezogen, die sich gerade exakt auf dem Messobjekt fokussiert. Das von diesem Punkt reflektierte Licht wird auf ein lichtempfindliches Sensorelement abgebildet, auf dem die zugehörige Spektralfarbe erkannt und ausgewertet wird.
Als Lichtquelle dient eine Halogenlampe, so dass die Laserschutzverordnung keine Anwendung findet, Anwender also keine Schutzvorkehrungen nach den Laserschutzklassen treffen müssen.
Unterschiedliche Materialoberflächen wirken sich nicht negativ auf die Messgenauigkeit aus. Durch einen winzigen Messfleck werden höchste Auflösungen in allen Achsrichtungen erzielt. Der Messpunktdurchmesser bleibt dabei bei variierenden Messabständen konstant. In der Z-Achse (Messrichtung) können Abstandsänderungen bis zu 3 nm aufgelöst werden. Das Sensorsystem eignet sich somit besonders für die 3D-Messung von Oberflächen. Der Strahlengang ist sehr kompakt und konzentrisch. So ist es möglich, auch in Bohrungen zu messen, da Abschattungsprobleme unbekannt sind. Mit seiner Messrate von 4000 Hz kann das Sensorsystem auch für dynamische Messaufgaben eingesetzt werden.
Opto NCDT 2400 besteht aus einem Controller und einem Sensor, die über ein bis zu 20 m langes Lichtleiterkabel verbunden sind. Die Messbereiche der Sensoren reichen von 80 µm bis 24 mm.
Neben der Abstandsmessung auf spiegelnde und transparente Oberflächen ist es möglich, von einer Seite die Dicke transparenter Folien, Platten oder Schichten mit nur einem Sensor zu messen. Dazu wird die Reflexion der Fokuspunkte auf der vorderen und hinteren Glasfläche ausgewertet. Ein Anwendungsfeld ist auch die 3D-Oberflächentopografie verschiedenster Werkstoffe.
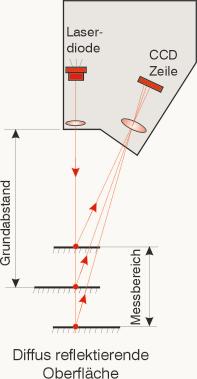
Laser-Triangulation mit Punkt und Linie
Nach dem Triangulationsprinzip werden Abstände gegen verschiedenste Materialoberflächen gemessen. Je nachdem, ob ein Laserpunkt oder eine -linie auf die Oberfläche projeziert wird, erhält man ein ein- oder zweidimensionales Ausgangssignal. Dazu werden Punkt oder Linie über eine Empfangsoptik in einem spitzen Winkel betrachtet und auf einem positionsempfindlichen Element abgebildet. Die Messwerte werden digital über einen schnellen Signalprozessor verarbeitet. Die Datenausgabe erfolgt sowohl als Analogwert als auch über eine serielle Schnittstelle. Wird das Messobjekt oder alternativ der Sensor bewegt, lässt sich auch ein dreidimensionales Profil des Objektes erzeugen.
Jüngstes Produkt bei Punktlasern ist der CCD-Sensor Opto NCDT 1700. Durch die Unterbringung der gesamten Elektronik im kompakten Sensorgehäuse wird dieser Sensor besonders interessant für den Einbau in Maschinen, Produktionsanlagen und Prüfeinrichtungen. Die erforderliche Versorgung (11 bis 30 VDC) und die verschiedenen analogen und digitalen Schnittstellen (4 bis 20 mA, 0 bis 10 V, RS422, USB) sind für viele Einsätze in der Automation konzipiert. Mit einer Messrate von 2,5 kHz ist er auch für schnelle dynamische Vorgänge sehr gut geeignet.
Durch Verwendung hochwertiger Glasoptiken und leistungsfähiger Signalprozessoren werden hohe Genauigkeiten (Linearität 0,08 %) und Auflösungswerte (0,01 %) erzielt. Die angebotenen Modelle decken Messbereiche von 2 bis 750 mm ab. Die neue Serie ist auch im dynamischen Verhalten sehr flexibel konstruiert. Sowohl Messraten als auch Mittelungen sind in weiten Bereichen einstellbar. Dies ermöglicht die optimale Anpassung des Sensors an schwierige Oberflächen und Prozesse. Dazu trägt auch die RTSC-Funktion (Real Time Surface Compensation) von Micro-Epsilon bei: Jeder Laserpuls wird auf die Oberflächeneigenschaften des Messobjekts geregelt. Damit ist eine Kompensation von Einflüssen durch variierende Oberflächen in Echtzeit möglich.
Der Sensor lässt sich über Tasten am Gehäuse oder über die digitalen Schnittstellen per PC konfigurieren.
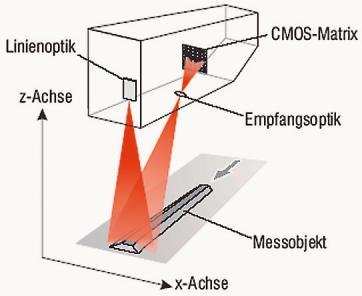
Schnelle Profil- und Konturmessung
Die Laser-Linienscanner Scancontrol 2800 nutzen das Triangulationsprinzip zur zweidimensionalen Erfassung von Profilen auf unterschiedlichsten Oberflächen. Über eine Linien-Optik wird eine Laserlinie auf die Messobjektoberfläche projiziert. Das diffus reflektierte Licht dieser Linie wird auf eine CCD-Matrix abgebildet und zweidimensional ausgewertet (Lichtschnittverfahren).
Neben der Abstandsinformation (Z-Achse) wird auch die exakte Position jedes Punktes auf der Laserlinie (X-Achse) erfasst und ausgegeben. Bei bewegten Objekten oder bei Traversierung des Sensors sind auch 3D-Darstellungen möglich.
Scancontrol besteht aus einem kompakten Sensor und einem intelligenten Controller, beide über ein in der Länge variables Anschlusskabel miteinander verbunden. Der Controller gibt sowohl die Messwerte der beiden Achsen als auch verknüpfte Werte aus. Der Anwender kann dazu aus mehreren Auswerte-Funktionen wählen.
Der Sensor zeichnet sich durch hohe Scanraten und Messgenauigkeit aus. Die Messfeldgeometrie (Höhe Z, Breite X) ist variabel und lässt sich der Messaufgabe angepassen. Ein High-Speed-Shutter für das gesamte Profil sorgt bei schnell bewegten Profilen für hohe Genauigkeit. Während des Auslesens der Matrix erfolgt bereits die nächste Bildaufnahme. Damit werden hohe Lichtstärken bei hohen Profilfrequenzen realisiert.
Scancontrol wird eingesetzt zur Profil- und Konturmessung im laufenden Fertigungsprozess von endlos produzierten Erzeugnissen (Extrusion, Walzen, Ziehen) oder einzelner Teile. Typische Anwendungen sind:
- Profilerfassung an Reifen, Drehteilen, Bahnschienen
- Roboterführung (Schweißen, Fügen)
- Koplanaritätsmessung elektronischer Bauteile
- Ebenheitsmessung an Blechbändern
- Ausrichten des Türspalts in der Automobilfertigung
- Messung von Nutbreite und -tiefe.
Halle 9, Stand F05
Optisches Sensorsystem Opto NCDT 2400 KEM 444
Punktlaser Opto NCDT 1700 KEM 445
Laser-Linienscanner Scancontrol 2800 KEM 446
Micro-Epsilon- Portfolio allg. KEM 447
Technische Daten Opto NCDT 1700

-
- Messbereich: 2 bis 750 mm
- Linearität: 0,08 % d. M.
- Auflösung: 0,01 % d. M.
- Messrate: 2,5 kHz
- Ausgang: 4 bis 20 mA, 0 bis 10 V, RS422, USB
- Versorgung: 11 bis 30 VDC
Technische Daten Opto NCDT 2400

-
-
- Messbereich: 80 µm bis 24 mm
- Lichtfleckdurchmesser: ab 7 µm
- Linearität: ab 0,05 %
- Auflösung: ab 0,004 %
- Messrate: 1000 Hz
- keine Laserschutzklasse
-
Wegmessung bei Quality.de
Einführung in die Wegmessung
Wegmessung bei Wer liefert Was?
Technische Daten Scancontrol 2800

-
-
- Messbereich Z-/X-Achse: bis 245 / bis 140 mm
- Auflösung Z-/X-Achse: bis 10 µm / bis 1024 Punkte/Profil
- Profilfrequenz: bis 4000 Profile/s
- Messrate: bis 256 000 Messpunkte/s
-
Teilen:








{kind=link}