



Empfindliche Oberflächen, eine hohe Teilevarianz und eine Taktzeit von nur 1,5 s – bei der voll automatisierten Inline-Teileprüfung von epoxidbeschichteten Ringbandkernen herrschen anspruchsvolle Rahmenbedingungen. Additiv gefertigte Greiferfinger aus Polyamid ermöglichen das flexible Handling ganzer Teilefamilien und verhindern Beschädigungen der zu prüfenden Epoxidoberfläche.
Der Autor: Johannes Grotz, Journalist in Tauberbischofsheim
Spätestens seitdem Schunk das webbasierte 3D-Designtool eGrip vorgestellt hat, wurde vielen Anlagenbauern und Konstrukteuren das Potenzial additiv gefertigter Greiferfinger bewusst. Die generativ geformten Komponenten ermöglichen einen hohen Freiheitsgrad bei der Fingergeometrie und zugleich eine schonende Handhabung. Sie sind leicht, verschleißfest und anpassungsfähig. Komplexe Komponenten, die auf konventionellem Weg nur mit großem Aufwand umzusetzen wären, lassen sich mithilfe des Schichtverfahrens vergleichsweise einfach realisieren.
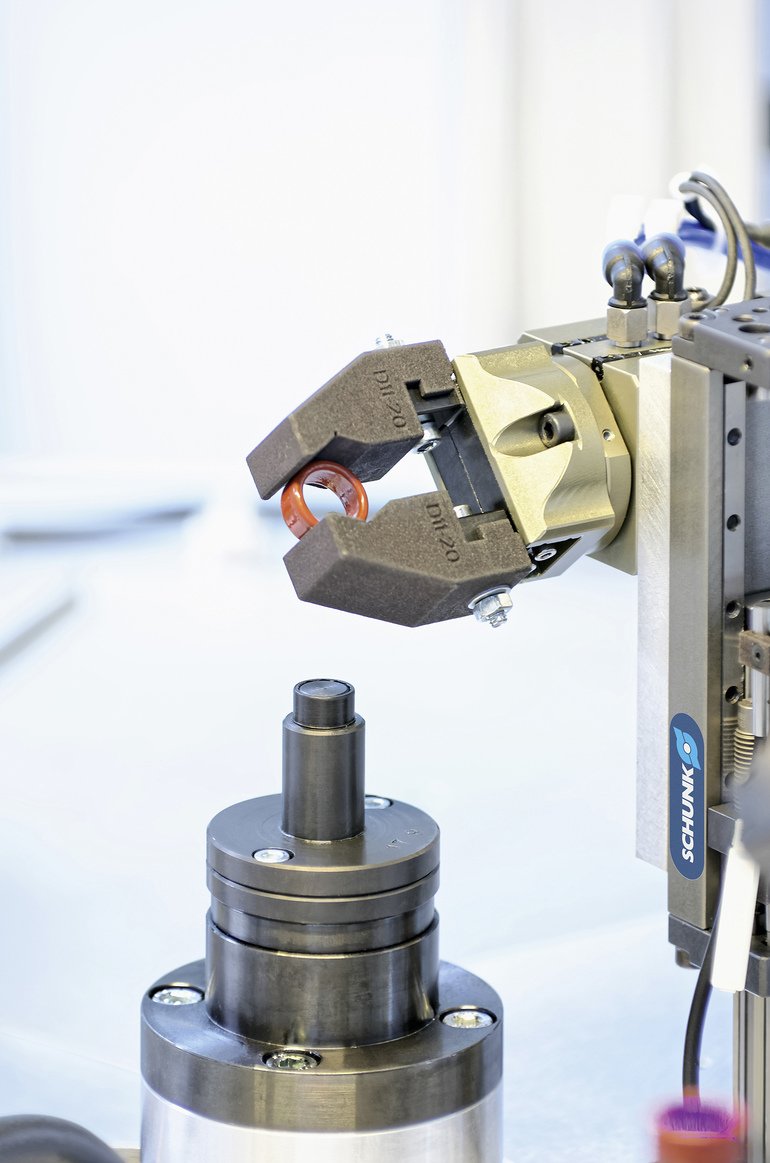
Auf Basis der nach spezifischen Merkmalen geclusterten Bauteile hat die Wisatec Messtechnik aus Schaafheim die Backenkontur seiner Polyamidfinger so ausgelegt, dass mit ein und demselben Backensatz jeweils eine komplette Teilefamilie gehandhabt werden kann. Umbauten an der Anlage sind nur beim Wechsel auf eine andere Teilefamilie erforderlich. Während konventionelle Alufinger beim außermittigen Griff kleiner Durchmesser Schäden an der Epoxidoberfläche verursacht hätten, gewährleisten die Schunk-Finger aus PA12 bei allen Varianten einer Teilefamilie ein gleichermaßen flexibles wie schonendes und prozesssicheres Handling.
Aufgeräumtes Anlagendesign
Eine aus Schunk-CLM-Kompaktlinearmodulen konstruierte Pick&Place-Lösung platziert die Kerne einzeln auf einem Rundtisch. Die Teileträger werden von einem WLAN-gesteuerten Siemens-Servomotor angetrieben. Mit jedem Zyklus entnimmt die Einheit zugleich einen fertig geprüften Ringbandkern, schleust NIO-Teile direkt aus und setzt IO-Teile zurück auf ein Transferband. In der Zelle prüfen vier Lasersensoren den Radius der Teile auf Beschädigungen, Unregelmäßigkeiten und eine Verschiebung durch abweichende Schichtdicken. Die Toleranzen liegen bei wenigen µm. Zuletzt wird jedes Teil mit einer ID-Nummer und dem Prüfdatum versehen.
Die Philosophie von Wisatec ist es, Anlagen so einfach und übersichtlich wie möglich zu gestalten. Entsprechend aufgeräumt wirkt die gesamte Prüfzelle. Statt einer verschleißanfälligen Signalübertragung via Schleifring nutzt Wisatec zur Kommunikation ein abgesichertes, echtzeitfähiges 5-GHz-WLAN-Netz, das auch für eine Fernwartung via VPN-Zugang geeignet ist.
„Bei unseren Projekten stehen immer zwei Themen im Mittelpunkt: Das Vermessen beziehungsweise Prüfen unterschiedlicher Dinge und die Taktzeit“, erläutert Wisatec-Geschäftsführer Ralf Elbert. Für ersteres nutzt das Unternehmen seinen umfangreichen Erfahrungsschatz. „Dabei geht es oft um ein komplexes Zusammenspiel von 2D-/3D-Kameratechnik, Beleuchtung, Bildauswertung, Erschütterungen und Datentransfer.“
Fürs Handling nutzt das Unternehmen je nach Anforderung unterschiedliche Konzepte. „Je mehr Zeit wir haben, umso universeller können wir eine Anlage auslegen. Je weniger Zeit, umso spezieller wird die Anlage“, erklärt Elbert. Letztlich hingen Handhabung und Messtechnik also immer zusammen.
Kurze Taktzeit
Eine der größten Herausforderungen der Prüfzelle war die extrem kurze Taktzeit. Taktgeber ist die Wendestation: „Sie muss die Teile aufnehmen, drehen und dann schon wieder weg sein. Erst dann kann der Tisch weiter schalten“, beschreibt der technische Leiter, Patrick Schlett, die Aufgabe. „Die eigentliche Laserprüfung dauert nur einen Bruchteil der Zeit.“ Drei bis vier Anläufe waren nötig, um gemeinsam mit Schunk das Ziel zu realisieren.
Das Teil wird gegriffen, nach oben gefahren, um 180° gedreht und sofort wieder abgelegt. „Die Einheit wendet den Kern in einer wahnsinnigen Geschwindigkeit“, unterstreicht Patrick Schlett. Den Wendevorgang übernimmt das bauraumoptimierte Greif-Schwenk-Modul Schunk GSM, bei dem der Drehantrieb über einen kräftigen Schwenkflügel, der Greifantrieb über einen integrierten Pneumatikkolben erfolgen. Der Schwenkwinkel des Moduls lässt sich stufenlos zwischen 0 und 180° einstellen. Für die Vertikalbewegung wiederum ist das kompakte pneumatische Schunk-HLM-Hubmodul zuständig. Seine steife Konstruktion und eine hydraulische Dämpfung der Endlagen ermöglichen minimale Zykluszeiten. Vorgespannte, spielfreie Kreuzrollenführungen gewährleisten zudem eine hohe Torsionssteifigkeit und damit eine hohe Führungsgenauigkeit und eine Wiederholgenauigkeit von 0,01 mm. Der Hub wird vom jeweils größten Kerndurchmesser definiert und liegt bei der ersten Bauteilfamilie bei 18 mm.
Zusätzliche Vorteile bei Bauraum und Zykluszeit
Wie bei der Zu- und Abführstation, kommen auch an der Wendestation additiv gefertigte Polyamidfinger von Schunk zum Einsatz. Diese verhindern, dass die Epoxidoberfläche beim Greifen beschädigt wird. Ähnliche Finger setzt Wisatec bereits seit längerem erfolgreich in einer Anlage zur Oberflächeninspektion hochpräziser Hydraulik-Dichtkolben ein. Im Vergleich zu Alufingern mit Beschichtung oder Hartgummieinsatz bieten die Polyamidfinger aus Sicht von Ralf Elbert mehrere Vorteile: So hätten Alufinger mehr Bauraum und damit auch mehr Hub benötigt. Zudem konnte das Gewicht durch den Einsatz der additiv gefertigten Finger reduziert werden, was sich positiv auf die Zykluszeit auswirkt. Um die komplette Teilefamilie zu berücksichtigen, wurden die Finger von Wisatec konventionell konstruiert und die Daten zusammen mit dem Auftrag an Schunk übertragen. Das Online-Tool eGrip bewerten Ralf Elbert und Patrick Schlett sehr positiv, wenn es um die Handhabung eines einzigen Bauteils geht. Sonderfälle, wie das Handling ganzer Bauteilfamilien, erledigt man bislang noch in der eigenen Konstruktion. „Wir haben oft den Fall, dass mehrere Bauteile mit einem Fingerpaar gehandhabt werden. Eine solche Konstellation ermöglicht die automatisierte Lösung von eGrip bislang noch nicht“, so Schlett.
Mit dem weltweit umfangreichsten Modulprogramm für die Hochleistungsmontage sei Schunk nach Angaben von Ralf Elbert hervorragend aufgestellt: „Die Taktzeiten gehen immer weiter zurück. Handlinglösungen müssen daher immer leichter, immer schneller und immer leistungsfähiger werden.“ Genau dafür biete das Schunk-Programm sehr gute Voraussetzungen. Künftig seien immer mehr universell einsetzbare Greifsysteme gefragt, die eine große Teilevielfalt abdecken.
Kontakt

info
Schunk GmbH & Co. KG, Lauffen/Neckar
Marcel Nagel, Leitung Zentrales Portfoliomanagement
Tel.: +49 7133 103-2561
Direkt zum Webtool eGrip:
http://t1p.de/1o4u
Teilen:







{kind=link}