

Berührungslose laser-optische Wegsensoren werden eingesetzt bei schnellen dynamischen Vorgängen und Prozeßabläufen oder bei hohen Taktraten in der automatisierten Fertigung. Wenn auf kleine Teile durch den Meßvorgang keine Kräfte übertragen werden dürfen oder empfindliche Oberflächen keine Berührung zulassen, wird ihr Einsatz ebenso empfohlen.
Anzeige

Wie können Automatisierer KI-Modelle intuitiv entwickeln und in die Steuerung integrieren? Wie lässt sich überschüssige Energie im Antriebsverbund wieder...
Der Autor Dipl.-Phys.Johann Salzberger ist Geschäftsführer der Micro-Epsilon Meßtechnik GmbH & Co. KG, Ortenburg
Ein besonderer Vorteil von optischen Sensoren ist der große Grundabstand zum Objekt und der kleine Meßfleck (Laserstrahl-Durchmesser); damit sind punktförmige Messungen möglich. Die Sensorreihe Opto-NCDT 2000 mißt Wege, Abstände oder Positionen auf der Basis der optischen Triangulation. Dazu wird ein sichtbarer Laserstrahl mit geringer Energie (kleiner als 1 mW, Laserklasse 2) auf die Meßobjekt-oberfläche gerichtet und dort reflektiert. Der entstandene Lichtpunkt wird über eine Empfangsoptik auf eine hochauflösende CCD-Zeile abgebildet. Diese liefert abstandsproportionale Signale als Meßgröße. Diese Informationen werden über einen schnellen Signalprozessor ausgelesen und in mehreren Stufen zu einem anwendungsgerechten Ausgangssignal aufbereitet.
Angewandt wird das Meßverfahren zum Beispiel bei:
n Welligkeiten von Glasplatten
n Ebenheiten von CDs oder Silizium-Wafern
n Prüfen von glänzenden Werkstücken
Beschaffenheit der Meßoberflächen
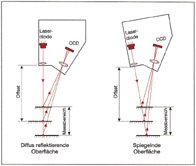
Das übliche Standard-Triangulationsverfahren arbeitet am genauesten und zuverlässigsten bei Meßobjektoberflächen mit diffusem Reflexionsverhalten. Unterschiedliche Oberflächen, insbesondere Farbunterschiede, Farbübergänge, Rauhigkeitsunterschiede, Transparenz oder variierende Reflexionsgrade bilden grundsätzlich eine Fehlerquelle für die optische Triangula-tion. Durch ausgeklügelte automatische Intensitätsregelung des Lasers und durch eine ausgefeilte digitale Signalaufbereitung werden diese Einflüsse im Opto-NCDT 2000 sehr gut kompensiert und minimiert. Eine breite Vielfalt verschiedenster Meßobjekte vom schwarzen Reifengummi bis zum glänzenden, frisch bearbeiteten Metall stellt die Sensoren vor keine unlösbare Aufgabe.
Spiegelnde Oberflächen
Bei spiegelnden Oberflächen wird der Laserstrahl direkt in sich selbst reflektiert. Der Lichtpunkt kann damit nicht mehr auf die CCD-Zeile abgebildet werden. Abhilfe schafft hier eine eigens auf spiegelnde Meßobjektoberflächen abgestimmte Modellvariante der Serie 2000. Dazu wird der Sensor schräg zum Meßobjekt montiert. Der Einstrahlwinkel wird dabei so gewählt, daß der Laserstrahl direkt in die Empfangsoptik reflektiert wird. Der abgebildete Lichtpunkt bewegt sich auf der CCD-Zeile proportional zum Abstand zwischen Sensor und Meßobjekt. Die Serie 2000-Modelle mit der Op-tion 06 werden mit den Meßbereichen 4 mm und 6 mm angeboten. Die Linearität beträgt ±1,5 bzw. ±2 µm. Die Sensoren können noch Meßwertänderungen von 0,25 bzw. 0,4 µm bei Meßraten bis 10 kHz auflösen. Als Ausgangssignal stehen dem Anwender eine Analog-spannung von ± 5 Volt und eine schnelle Digitalschnittstelle RS 485 zur Verfügung.
Hohe Anforderungen: Displayglas
Am Beispiel der Planitätsmessung von spiegelndem Displayglas wird die Anwendungsmöglichkeit und Leistungsstärke der speziellen Wegsensoren Opto-NCDT 2000 eindrucksvoll demonstriert. Für die Herstellung von Anzeigen und Displays von Telekommunikationsgeräten wird besonders ebenes Displayglas benötigt. Bei der Glasproduk-tion ist die Messung und Überwachung der Planität daher ein bedeutender Faktor in der Qualitätsprüfung. Abgeleitet von den Prüfergebnissen kann der Fertigungsprozeß optimiert werden. Zur Prüfung werden die Glasplatten in Stichproben auf einem Präzi-sions-Hartgesteintisch im Meßraum auf 5 µm genau mit den Laser-Triangulationssensoren vermessen. Der Meßtisch mit einer Länge von 2,18 m und einer Breite von 1,62 m dient als Referenzfläche und weist eine Ebenheit von 4 µm auf. Um die Glasplatte in mehrere Spuren zu vermessen, sind sechs oder zwölf optische Wegsensoren auf ein stabiles, torsionssteifes Portal montiert, das in Kastenbauweise überwiegend aus Aluminium gefertigt ist. Das 350 kg schwere Portal „fliegt“ reibungs- und vibrationsarm mit Hilfe von Luftlagern bei minimalem Kraftaufwand über den Hartgesteintisch. Der Flugspalt beträgt konstant 6 µm zu den auf 2 µm-Parallelität geschliffenen Laufflächen. Er wird konti-nuierlich von zwei zusätzlichen Wegsensoren an den Außenseiten überwacht. Mit den Signalen dieser Sensoren werden Flugspaltänderungen und Ebenheitsfehler des Meßtisches kompensiert. In die Meßtischoberfläche ist zusätzlich für jeden Sensor eine Referenzfläche eingesetzt. An diesen definierten Meßpunkten werden die optischen Wegsensoren automatisch vor jedem Meßzyklus überprüft und kalibriert.
Prüfanlage mit Software
Die komplette Meßanlage umfaßt die berührungslosen optischen Wegsensoren der Serie Opto-NCDT 2000 mit der Option für spiegelnde Oberflächen, den gesamten mechanischen Aufbau mit Hartgesteintisch, Portal und Antriebe sowie einen Industrie-PC mit einem Softwarepaket. Das speziell für diese Anwendung entwickelte Computerprogramm verarbeitet und analysiert die Meßdaten und berechnet die Planitätswerte. Die Software wurde mit Iconnect konzipiert, einer modularen Software-Toolbox für die grafische Erstellung industrieller Anwendungen in der Meß- und Prüftechnik. Die Meßanlage kann sowohl zum Prüfen von glänzenden als auch bei Ausstattung mit Standard-Sensoren für matte und diffus reflektierende Teile verwendet werden. Die mechanischen Abmessungen des Meßtisches werden der Größe der Werkstücke angepaßt.
Laseroptische
Sensoren
KEM 505
Meßanlage
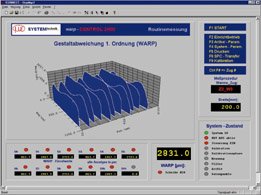
Warp-Control
KEM 506
Gesamtprogramm
Wegsensoren
KEM 507
Funktionen von Warp-Control
Die nachfolgenden Arbeitsschritte werden vom System ausgeführt:
n Meßdatenerfassung und Visualisierung
n Steuerung der Traversierung und Berechnung der Meßgröße
n Archivierung der Meßdaten und Erstellen eines Meßprotokolls
n Datentransfer zum SPC-System und Parameterdatenbank mit Hot-Keys und Parametereditor
n automatische Berechnung der Prüfmittelfähigkeit
Internet
Teilen:






{kind=link}