


Die stetige Leistungssteigerung bei allen antriebstechnischen Produkten führt dazu, dass die Welle-Nabe-Verbindungen zunehmend zum kritischen beziehungsweise lastbegrenzenden Bauteil werden. In den letzten Jahren sind deshalb zahlreiche Forschungsarbeiten auf diesem Gebiet durchgeführt worden.
Der Autor Univ.-Prof. Dr.-Ing. Erhard Leidich war als Direktor des Institutes für Konstruk-tions- und Antriebstechnik an der TU Chemnitz maßgeblich an zahlreichen Forschungsar-beiten auf dem Gebiet de
Aktuelle Forschungsarbeiten befassen sich mit dem Übertragungsverhalten von Press- und Polygonverbindungen sowie mit dem Fertigungseinfluss auf Passfederverbindungen.
Kraft- und formschlüssige Verbindungen sind in der Praxis am weitesten verbreitet. Die traditionelle Passfederverbindung besitzt aufgrund ihres Formschlusses zwar eine hohe statische Sicherheit gegen Durchrutschen. Bei dynamischen Belastungen sinkt jedoch der Volumennutzwert erheblich, weswegen gerade in der Antriebstechnik die Pressverbindung als wirtschaftlichste Verbindung angesehen werden kann. Nach den bisherigen Auslegungsvorschriften erfolgt die Dimensionierung der Pressverbindungen über das Rutschmoment beziehungsweise die geforderte Rutschsicherheit. Die seit langem bekannten Relativbewegungen im Einlaufbereich der Welle in die Nabe, die indirekt durch Passungsrost sichtbar werden und gelegentlich zu Reibdauerbrüchen führen, blieben bisher mangels gesicherter Berechnungsvorschriften unberücksichtigt.
Neue Berechnungsmodelle
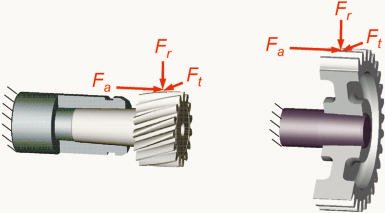
An der Professur Konstruktionslehre der TU Chemnitz wurden neue Berechnungsmodelle und -vorschriften entwickelt, mit denen zukünftig auch die nahezu immer dynamisch wirkende Biegung in die Dimensionierung einbezogen werden kann. Das Übertragungsverhalten einer Kegelpressverbindung unter einer von links nach rechts zunehmenden asymmetrischen Belastung Fa stellt sich folgendermaßen dar: Bis zu einem bestimmten, praktisch allerdings bedeutungslosen Grenzwert tritt nur elastischer Schlupf auf. Darüber hinaus ist zwischen einem tribologisch unschädlichen und tribologisch schädlichen Schlupf zu unterscheiden. Dabei ist die Grenze einerseits fließend, andererseits besteht aber diesbezüglich noch wissenschaftlicher Klärungsbedarf. Ein tribologisch schädlicher Schlupf liegt dann vor, wenn in der Schlupfzone die Wellenoberfläche so nachhaltig geschädigt wird, dass sich Risse zum Beispiel am Rand von Reibschweißstellen ausbilden. Diese sind dann häufig der Ausgangspunkt für die gefürchteten Reibdauerbrüche. Die Angabe eines allgemein gültigen Grenzschlupfes ist nicht möglich, da dieser von vielen Parametern wie Werkstoffkombinationen, Fugendruck, Bauteilgröße, Belastungsart etc. abhängt. Die derzeit sicherste Vorgehensweise zur praktischen Bestimmung eines Grenzwertes ist die Analyse bewährter Ausführungen und gegebenenfalls auch Schadensfälle mit den zur Verfügung stehenden Berechnungsgleichungen. Bei gravierenden relativen Laststeigerungen werden kalibrierende Versuche empfohlen. Dabei darf jedoch auf keinen Fall Klaffen, das heißt (R = 0 an der Nabenkante auftreten. Umfasst die Schlupfzone nahezu die gesamte Pressfuge, springt bei einer Kegelpressverbindung die Nabe von der Welle ab beziehungsweise bei einer Zylinderpressverbindung beginnt die Nabe auf der Welle zu wandern.
Kontrolle und Begrenzung des Schlupfes
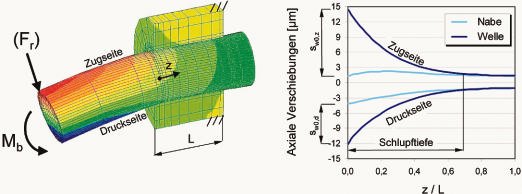
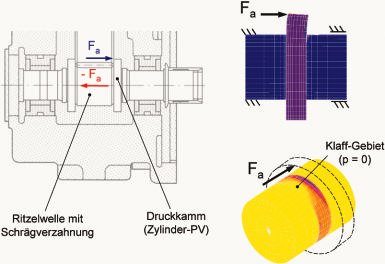
Zur Ermittlung des Biegeschlupfes im Bereich der Nabenkante wurden an der TU Chemnitz umfangreiche numerische und experimentelle Untersuchungen durchgeführt. Die Auswertung der aus den FE-Berechnungen resultierenden Schlupfwege erfolgte aus den Verschiebungen in der Fugezone. Die zwingend notwendige Kalibrierung der FE-Ergebnisse erfolgte durch einen Vergleich der Schlupftiefen, die in Versuchen gemessen und berechnet wurden. Die entwickelten Berechnungsgleichungen gelten sowohl für symmetrische als auch für asymmetrische Biegebelastungen und sind bis zum Beginn des Klaffens in der Fuge gültig. Das Klaffbiegemoment Mb,k beziehungsweise die Klaffbiegekraft Fa,k sind genau wie das Rutschmoment TR Grenzwerte, die in der Praxis auf keinen Fall überschritten werden dürfen. Vielmehr muss ein ausreichender Sicherheitsabstand eingehalten werden. Aus einem Vergleich der Fügeflächen einer asymmetrisch mit Fa belasteten Pressverbindung wird erkennbar, dass sich oberhalb der Klaff-Kraft auf der Wellenoberfläche unregelmäßige deutlich abgegrenzte Gebiete mit Fe3O4 – Partikeln ausbilden. Darüber hinaus sind bei dieser Belas-tung bedingt durch das ”Atmen” der Verbindung deut-liche Knack-Geräusche zu vernehmen.
Deutliche Überbewertung
Durch experimentelle Versuche konnte nachgewiesen werden, dass die bisher bekannten Gleichungen für die Klaffbiegemomentberechnung besonders bei schmalen Pressverbindungen (l/DF1) die zulässigen Belastungen deutlich überbewerten. Häufige Reibkorrosionserscheinungen besonders bei Wälzlagerinnenringen stützen dieses Ergebnis. Mit den neu entwickelten Berechnungsmodellen und anwendungsorientierten Auslegungsvorschriften können nunmehr die Grenzbelastungen eindeutig bestimmt und darüber hinaus auch die auftretenden Schlupfwege berechnet werden. Der Praktiker ist damit in der Lage, in Abhängigkeit der auftretenden dynamischen Belastungen den Pressverband sicher dauerfest zu dimensionieren. Dies wird im Bereich der Antriebstechnik den Trend zu kraftschlüssigen Welle-Nabe-Verbindungen, zum Beispiel Zahnräder, Kupplungen, Flansche weiter fördern.
Internet
Ausführliche Informationen
Welle-Nabe-Verbindung
KEM 476
Unsere Whitepaper-Empfehlung

Fällt es schwer, für Ihre Zwecke eine herkömmliche Feder zu finden? Vorteil der Wellenfeder bietet dem Ingenieur ein platzsparendes Federsystem zur Konstruktion moderner Kompakttechnik.
Teilen:








{kind=link}