
Die Qualitätsansprüche an spanabhebend oder spanlos bearbeiteten Werkstücken steigen laufend, somit wird auch das Spektrum der Anwender des mechanischen Entgratens mit technischen Bürs-ten immer umfangreicher. Ein weiterer wichtiger Grund für die Ausweitung dessen ist die Umweltfreundlichkeit dieses Verfahrens.
Der Autor Hermann Fuchs ist Mitarbeiter der Entwicklungsabteilung der Kullen GmbH & Co. KG, Reutlingen
Beim Entgraten unterscheidet der Hersteller generell in Draht- oder Anderlon–Schleifborsten-Bestückung.
Anderlon–Schleifborsten sind homogen mit Schleifkorn durchsetzt, wodurch die Grate abgeschliffen werden. Sie eignen sich besonders zum Entgraten von NE-Metallen und allen Stahlsorten bei Gratfußstärken bis etwa 0,2 mm. Wirtschaftlich ist das Bearbeiten von Schleif-, Hon- und kleineren Sekundärgraten auch an gehärteten Werkstücken. Bürsten mit Stahldraht trennen durch die hohe Umfangsgeschwindigkeit und die andere Schneidengeometrie den Grat am Gratfuß ab. Es können Grate mit einer Stärke von 0,3 bis 0,4 mm auch bei zähharten Werkstoffen wie Vergütungsstahl entfernt werden. Zum Entfernen des Stanz- oder Trenngrates an scharfkantigen Blechen oder an Rohren eignen sich Drahtbürsten optimal. Bei stärkeren Gratfußdicken sollte der Hauptgrat durch Schleifen, Fräsen oder Drehen entfernt werden. Bürsten tragen anschließend entstehenden Sekundär-Grat ab.
Für Bürsten mit Anderlon-Schleifborsten hat sich beim Einsatz im Trockenbetrieb die Umfangsgeschwindigkeit von 18 bis 20 m/s bewährt. Bei höheren Geschwindigkeiten wird der Kunststoff der Schleifborste weich und führt zum Abtrag der Borste auf dem Werkstück. Zudem verliert die Borste ihre Schleif- bzw. Schneidwirkung. Mit Kühlmittel kann die Schnittgeschwindigkeit auf 25 bis 30 m/s erhöht werden. Bürsten mit Stahldraht wer-den üblicherweise zum Bear-beiten von Stahl mit einer Umfangsgeschwindigkeit von 30 bis 35 m/s verwendet. Beim Entgraten von NE–Metallen reduziert sich die Geschwindigkeit auf 15 bis 20 m/s
Die richtige Bürste
Einzelscheibenbürsten sind schmale Rundbürsten, die sich auch aneinandergereiht montieren lassen. Sie finden Einsatz an Kanten rotationssymmetrischer Teile.
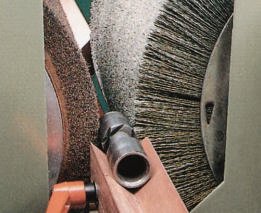
Walzenbürsten eignen sich zum Centerless-Entgraten rotationssymmetrischer Teile sowie bei der Kantenbearbeitung von gestanzten oder gefrästen Ausschnitten auf planen Flächen jeweils im Durchlaufverfahren. Schnittkanten an den Stirnflächen von Rohren und Profilen können mit Walzenbürsten in Entgratautomaten entgratet werden. Zum Bearbeiten von Hartmetall-Wendeplatten gibt es Rundtisch-Entgratmaschinen, in denen Walzenbürsten mit Anderlon-Schleifborsten zum Einsatz kommen.
Teller- und Topfbürsten werden hauptsächlich mit Kunststoff- und Metallkörper als „Flächenbürsten” gefertigt. Sie eignen sich ideal zum Planentgraten ebener Flächen.
Pinsel- und Topfbürsten mit fest montiertem Einspannschaft arbeiten mit der ganzen Oberflä-che der stirnseitig angebrachten Draht- oder Anderlon-Schleif-borsten. Typische Werkstücke sind Ventil- oder Pumpengehäuse, Gehäusedeckel, Pleuel, Krümmer oder Kurbelwellen.
Innenbürsten kommen beim zentrischen Innenentgraten von Querbohrungen, Steuerkanten, O-Ringeinstichen in Hohlräumen und von Gewindeein- bzw. -ausläufen in Frage. Alpha-Honbürs-ten werden zum „scharfkantigen” Entgraten in Ventilkörpern eingesetzt. Gleichzeitig wird ei-ne Oberflächenverbesserung der Bohrung erreicht. Zum exzentrischen Innenentgraten von Bohrungskanten und Einstichen in größeren Hohlräumen werden Rundbürsten mit fest montiertem Einspannschaft verwendet. Ist die Eintrittsöffnung am Werkstück kleiner als der zu bear-beitende Hohlraum, haben sich Plus-Ultra-Pinselbürsten mit verdrehtem Stahlbesatz bewährt.
Das Long-String-Verfahren mit Rund- bzw. Walzenbürsten zeigt die Möglichkeiten des Schleif-borsteneinsatzes auf. Da die Schleifkörner auch an der gesamten Borstenoberfläche herausragen, ist dieses Filament in der Lage mit der Spitze und der kompletten Oberfläche zu schleifen. Haupteinsatzgebiet ist bisher die Flugzeugindustrie.
Internet
Ausführliche Informationen
Entgraten mit Kullen-Bürsten
KEM 555
Teilen:








{kind=link}