




Ein Bearbeitungszentrum des Werkzeugmaschinenbauers Chiron sorgt jetzt bei Werder im schweizerischen Veltheim für größere Flexibilität bei speziellen Bestellungen. Mit maßgeschneiderten Spannlösungen von Röhm erreichen die Dreh- und Fräsexperten aus dem Aargau die gewünschte Flexibilität und Produktivität bei Teilen für Turbolader, Schließanlagen oder besondere LED-Leuchten.
Der Autor Damiano Casafina ist stellvertretender Geschäftsführer und Verkaufsleiter Schweiz bei der Röhm Spanntechnik AG, CH-Herzogenbuchsee
„Die Freude über die neue Maschine wuchs noch mehr, als wir sahen, wie gut die Spannfutter unsere Anforderungen erfüllten“, erinnert sich Claude Werder, Geschäftsführer der Werder AG. „Dank der ausführlichen Fragen, die uns die Röhm-Spezialisten stellten, haben wir jetzt die maßgeschneiderte Lösung und die Flexibilität, die wir uns wünschten.“ Ein nagelneues Fertigungszentrum Chiron FZ 15 Magnum mit angebauter Flexcell Uno fertigt da beispielsweise im Dreischichtbetrieb zuverlässig und hochpräzise Lager aus Sondermessing für die Turbolader großer Dieselmotoren. Diese sollen in Schiffen modernster Bauart für sparsamen und umweltschonenden Antrieb sorgen. In einer anderen Anwendung werden Schließzylinder für komplexe 5-Seiten-Fräs-und-Bohroperationen gespannt. Die Herausforderung dabei erklärt Produktionsleiter André Stäger: „Wir haben unseren Kunden sehr kurze Lieferfristen für alle Bestellungen in Losgrößen von zwei bis eintausendfünfhundert Teilen zugesagt. Da ist Flexibilität gefragt.“ Und schließlich fertigen die Dreh- und Fräsexperten aus dem „Triple-A-Kanton“ Aargau intelligent konstruierte Aufnahmen aus Aluminium für ein revolutionäres LED-Leuchtensystem eines Schweizer Erfinders.
Empfehlung aufgrund guter Erfahrungen
Die Maschinenbauer von Chiron empfahlen für ihre kundenspezifisch ausgelieferte Maschine Röhm für das Werkstückspannen, weil man in Tuttlingen gute Erfahrungen mit den Spanntechnikexperten aus Sontheim gemacht hatte, die zudem in der Schweiz unweit von Veltheim eine eigene Niederlassung betreiben. Schnell wurde in den Gesprächen klar, dass nur eine maßgeschneiderte Lösung die geforderte Flexibilität bringen würde. Mit den Vorgaben und in enger Zusammenarbeit mit den Konstrukteuren bei Röhm in Deutschland wurde die passende Lösung entwickelt. Die resultiert schließlich in einer Kombination eines Standardspannmittels mit einigen besonderen Spezifikationen.
Modifizierte Standardprodukte passgenau angeboten
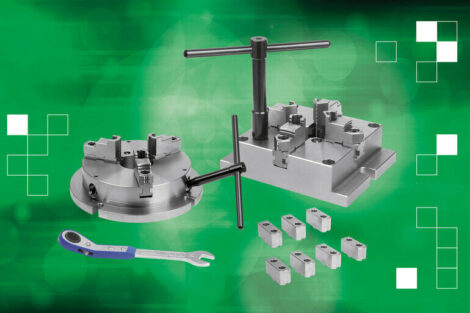
Heute werden die Werkstücke für die Fertigung von Schließzylindern von pneumatisch betätigten Zentrischspannern KZSP 160 gespannt, die eine Fünfseitenbearbeitung ermöglichen. Die Grundbacken mit Spitzverzahnung und Kreuzversatzschnittstelle fahren einen Hub von 3,2 mm und erlauben das Aufsetzen der bei Werder vorhandenen Spannbacken. Zusätzlich ist ein Anschluss für geölte Sperrluft mit Verrohrung im Körper des Spannelements angebracht worden. Über eine Anschlussplatte wird das Spannfutter auf dem maschinenseitigen Rundtisch befestigt und fixiert sowie mit der Pneumatikzuführung verbunden.
Für die Fertigung der Axial-Gleitlager aus Sondermessing und der Leuchtenaufnahmen aus Aluminium setzt Werder ein pneumatisch betätigtes Präzisions-Kraftspannfutter PKF 150 ein, das ebenfalls für die Anforderungen modifiziert worden ist. Das Futter spannt nicht nur mit hoher Präzision, die Spannkraft lässt sich auch sehr fein dosieren, sodass dünne oder leicht verformbare Werkstücke verformungsfrei und sicher für die Bearbeitung fixiert werden können. Des Weiteren sorgt auch hier ein Anschluss mit Verrohrung im Körper des Spannelements für die Durchleitung von geölter Sperrluft und ermöglicht das Spannen und Lösen. Die Adapterplatte ist so ausgelegt, dass sie auch für das größere Präzisions-Kraftspannfutter PKF 160 passt.
Zuverlässigkeit ermöglicht Geisterschichten
Von jedem Spannfutter hat Werder vier Stück erhalten. Auf dem Fräszentrum sind je Werkstück zwei mal zwei Spannfutter auf einem Schwenktisch eingerichtet. Während auf zweien die notwendigen Fräs- und Bohroperationen für das Axial-Gleitlager vollautomatisch ablaufen, werden auf den beiden anderen hauptzeitparallel die fertig bearbeiteten Teile entnommen, die halb bearbeiteten Werkstücke für die Bearbeitung der Rückseite gewendet sowie neue Rohteile für die Bearbeitung vorbereitet. Das erledigt der Fanuc-Roboter ebenfalls vollautomatisch.
Dabei arbeiten alle Komponenten so zuverlässig, dass mannlose Geisterschichten möglich werden. Nachdem der Tisch ausgeschwenkt ist und zwei bearbeitete Werkstücke zugänglich macht, bläst der Roboter das Werkstück zunächst frei von Spänen, bevor es vom Spannfutter freigegeben wird. Nun wird das Teil entnommen und das Spannfutter selber durch Abblasen von eventuellen Spänen befreit. Vorderseitig bearbeitete Werkstücke werden gewendet und erneut auf dem Futter gespannt.
Fertig bearbeitete legt der Roboter auf der dafür bereitgestellten Palette ab und holt sich einen neuen Rohling. Sind auf der Werkstückpalette alle Plätze belegt, schiebt der Roboter sie in ein Paternosterlager und zieht eine weitere Palette mit Rohteilen und leeren Ablageplätzen heraus. „Vor allem die Zuverlässigkeit mit der auch die Spannfutter arbeiten, ermöglicht es uns, mannlos zu produzieren und so die Liefertermine bei großen Stückzahlen einzuhalten“, bekräftigt Produktionsleiter Stäger.
Das wird vor allem bei der Bearbeitung der Leuchtenaufnahmen aus Aluminium deutlich. Aufgrund ihres geringen Stromverbrauchs, ihrer langen Lebensdauer, aber vor allem wegen ihrer großen Leuchtkraft sind die Luxlight-LED-Lampen und -Leuchten immer mehr gefragt. „Das führt dann schon zu Bestellungen in Losgrößen von 2500 Stück und mehr, die zeitnah geliefert werden müssen“, erwähnt Werder. Da es sich häufig um Ausstattungen für große Bauprojekte wie Einkaufszentren, Lagerhallen oder Autohäuser handelt, werden die Mengen- und Terminanforderungen verständlich. Bei Neuinstallationen oder Umbauten erzielen die Luxlight-LED-Produkte, integriert in neuen oder bestehenden Installationen, nach Herstellerangaben Energieeinsparungen von bis zu 70 % bei einer Lebensdauer von bis zu 50 000 h und großen CO2-Einsparungen. Darüber hinaus sind sie bleifrei und produzieren keine UV-Strahlungen.
Das Innovative neben der LED-Technologie ist die Leuchtenaufnahme mit einem Anschlusssystem, das das Anschließen und einfache Auswechseln der Leuchten ermöglicht. Dafür müssen Fräsungen für die Aufnahme in den Aluminiumring eingebracht und entgratet werden. Hierzu spannen die PKF-Präzisions-Kraftspannfutter sehr filigran und dennoch sicher und hochgenau. Je Werkstück werden zwei gegenüberliegende Aussparungen in die Ringwand gefräst. Anschließend wird mit einer Bürste entgratet. Dabei darf sich der dünne Aluminiumring nicht verformen. Die Automatisierung des gesamten Prozesses wird gerade vorbereitet und soll bei Bedarf in Zukunft auch mannlos ablaufen.
Teile auch unter Fertigungsaspekten konstruieren
Das Projekt verdeutlicht in hohem Maße die Kompetenz der Werder Feinwerktechnik, denn mit der zuverlässigen Fertigung war es hier nicht getan. Die Aargauer haben das Teil nach ersten Kundengesprächen zunächst konstruiert. „Ein Idealfall“, meint Stäger, „denn so konnten wir das Werkstück auch unter Fertigungsaspekten gestalten. Das vereinfacht später die Herstellung und der Kunde spürt das an geringeren Kosten.“
Röhm, Tel.: 07325 16-0, E-Mail: info@roehm.biz
Teilen:







{kind=link}