

Ab Juli 2007 verbietet die EU-Altautorichtlinie sechswertiges Chrom. Bereits ab November 2005 gelten zum toxischen Chrom(VI)trioxid verschärfende Bestimmungen. Deshalb wurde mit „Chromitierung“ eine Lösung erarbeitet, die keine Kompromisse in der Qualität eingeht und ein Partner gefunden, der die Verantwortung für den Weg dieser Technologie in die Praxis übernahm.
Reinhard Barth, Leiter Produkt-entwicklung und Management bei Arnold Umformtechnik, ist stolz: „In jedem deutschlandweit produzierten Auto stecken etwa 250 Verbindungselemente von uns“. Wichtige Qualitätsmerkmale der Produkte liegen auf deren Oberfläche: Die Endbearbeitung umfasst Reinigen, Härten, Galvanisieren, Passivieren und Tempern sowie Gleit- und andere Beschichtungen. Korrosionsschutz ist letzter Schritt im Fertigungsprozess.
Vor diesem Hintergrund bildete die Vorschrift zur Eliminierung sechswertigen Chroms eine Herausforderung, der sich Arnold früh stellte. Damit entschied man in zweifacher Hinsicht richtig: Zusätzlich zur „Altauto-Richtlinie“ werden noch vor deren Ablauf im Juli 2007 ab Oktober 2005 verschärfende Bestimmungen im Umgang mit toxischem Chromtrioxid gelten.
Praktische Umsetzung
„Chromitierung“ ist ein Verfahren, bei dem eine reaktionshemmende Sperrschicht mit dreiwertigem Chrom auf galvanisierte Metalloberflächen aufgebracht wird. Diese Art der Passivierung unterscheidet sich sowohl vom (Gelb-)Chromatieren mit Chrom(VI) als auch von der Blauchromatierung. Letztere enthält zwar unbedenkliches dreiwertiges Chrom, schützt jedoch nicht hinreichend vor Korrosion.
Chromitrieren ist eine Entwicklerleistung von Surtecs Oberflächenexperten. Nach erfolgreich abgeschlossenen Testreihen in Kooperation mit der TU Darmstadt liegen die Ergebnisse seit 1996 beim Patentamt. Dass Chromitierung herkömmlicher Chromatierung sowohl an gesundheitlicher Unbedenklichkeit als auch in den Korrosionsschutzeigenschaften überlegen ist, belegten die Forscher theoretisch; die Aussage über ihre wirtschaftliche Gleichwertigkeit blieb jedoch so lange offen, bis der Transfer vom Labor in die Praxis gelang.
Zwischen Surtec und Arnold Umformtechnik bestanden bereits Geschäftsbeziehungen, als das Projekt „Chromitierung in der Industriepraxis“ startete. „Vor zehn Jahren war die Altauto-Richtlinie noch eher eine prophetische Ahnung“, erinnert sich Arnold-Produktmanager Thomas Hager. „Dennoch verstanden wir diese Aufgabe von Anfang an als eine gemeinsame, partnerschaftlich zu bewältigende Sache.“
Wesentliche Entwicklungslinien sowohl in der Forschung als auch in der Automobil-Entwicklung verfolgten beide Unternehmen mit hoher Sensibilität und richteten früh ihre Strategien danach aus. „Auf Basis unserer Felduntersuchungen hatten wir die Praxis der Chromitierung Schritt für Schritt erprobt und waren von der Anwendungstauglichkeit überzeugt“, kommentiert Hager. „Als die EU-Altauto-Richtlinie September 2000 beschlossen wurde, traten wir vorbereitet an unsere Kunden heran.“ fasst Reinhard Barth zusammen.
Eine Grundlage bildete die Standardisierung des Verfahrens „Chromitierung“ in diversen Firmenspezifikationen oder Werksnormen. Im Ringversuch des VDA war Surtec mit der Chromitierung unter 56 Systemen mehrfach mit „sehr gut“ vertreten. Damit lag eine Bestätigung über die prinzipielle Beherrschbarkeit des Prozesses vor.
Inzwischen ist das System am Markt etabliert, genormt und verbreitet. „Wir bieten unseren Kunden mit der Chromitierung mehr Wert zum fast gleichen Preis wie beim Auslaufmodell Gelbchromatierung. Die Qualität ist belegt durch die Zertifizierung nach ISO TS 16949“, erläutert Reinhard Barth. Der Mehrwert resultiert aus dem erwiesenen Plus an Korrosionsschutz. Vor allem die kleineren galvanisierten Schrauben mit Durchmessern < 6 mm sind Träger der Cr(VI)freien Passivschicht. Eingesetzt sind sie beispielsweise in Airbag- oder Navigationssystemen.
Chromitieren unter Realbedingungen
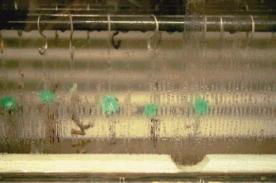
Zu chromitierende Verbindungselemente durchlaufen erst eine mehrstufige Galvanik-Straße mit über 20 Bädern. In der Trommel erhalten sie ihre anodische Zinkschicht oder Zinklegierung. Auch das Chromitieren erfolgt in der Trommel. Dabei entsteht die charakteristische leicht grünlich irisierende Schicht, die nach dem Versiegeln farblos-transparent erscheint. Im Salzsprühnebeltest nach DIN 50/021 beweist sie eindeutig ihre Korrosionsschutz-Qualität. Durch Variation von Kontaktzeit, Temperatur und Konzentration wird die Schichtdicke und damit die Korrosionsschutz-Güte eingestellt.
Da der Einfluss der Beizsäure zum „Blankmachen“ der Stahloberfläche vor dem Galvanisieren zu Wasserstoff-Sprödigkeit führt, werden die Teile üblicherweise nach dem Verzinken getempert: Unter Hitzeeinfluss treten die Wasserstoffpartikel aus. Für Stahlteile ab Festigkeitsklasse 100 ist Tempern vorgeschrieben.
Chromitierte Teile sind temperfähig, was die Wirtschaftlichkeit des Systems zusätzlich unterstreicht.
Thomas Hager fasst die Erfahrungen aus dem gelungenen Praxistransfer zusammen: „Neben den Mitarbeitern muss die Anlagentechnik rechtzeitig ausgebildet beziehungsweise geeignet und vorbereitet sein. Vor dem Umstellen auf die Technologie müssen mögliche Produk- tionsausfälle strategisch kalkuliert werden, um auf Engpässe zu reagieren.“ Reinhard Barth ergänzt: „Abei weil wir mit einem kompetenten Partner rechnen konnten, haben wir die Herausforderung gut gemeistert. Beide Partner, die von Surtec und wir von Arnold, haben die Idee der technischen Innovation verinnerlicht und handeln danach. Darauf beruht unsere verlässliche Kooperation“.
Striktes Qualitätsmanagement
Dass die innovationsfreundliche Unternehmenskultur in jedem der Mitarbeiter lebt, beweist auch die Umsetzung des stringenten Qualitätsmanagements. Verfügbarkeit und Wirtschaftlichkeit garantieren ein ausgereiftes Supply Chain Management (SCM) und einen kontinuierlicher Verbesserungsprozess (KVP) mit jeweils personalisierter Verantwortlichkeit. Ein bar-codiertes Dokument mit bemaßter Zeichnung, Kennzeichnung qualitätsentscheidender Kriterien und Daten sowie anderen Parametern begleitet jeden Kundenauftrag vom Eingang bis zum Versand. Statistische Prozesskontrolle (SPC) übergreift die Kette aller Fertigungsschritte. Das Qualitätsbewusstsein der „Human Ressource“ stellt zusammen mit elektronischen Systemen sicher, dass alle Verbindungselemente den geforderten Ansprüchen genügen. Das Prüfprotokoll hat entsprechend viele Stufen entlang des Herstellungsprozesses und den Status einer fälschungssicheren, gültigen Urkunde.
Hinzu kommt ein Liefertermin-Vorsprung. „Mit Rapid Prototyping kürzen wir den Zeitraum für Beratung, Entwicklung und Erprobung der Spezialschrauben um mehr als zwei Drittel ab“, beschreibt Reinhard Barth. Die Kunden- und Referenzliste bestätigt den Erfolg: Daimler-Chrysler, BMW, Bosch und viele andere der Tier 1 Zulieferindustrie.
Arnold Umformtechnik: Schrauben KEM 476
Surtec: Chromitierung KEM 477
Richtlinie 2000/53/EG des europäischen Parlaments und des Rates vom 18. September 2000 über Altfahrzeuge
Fahrzeugrecycling
Teilen:








{kind=link}