
Der Konstruktion und der Montage bieten unterschiedliche Gewindevorbeschichtungsmaterialien oftmals ideale Voraussetzungen, um kostengünstig und sicher die errechnete Gewindeverbindung in die Praxis umzusetzen. Den Geboten Montage, Betriebs-sicherheit und Bauteilrecycling wird Rechnung getragen: Die 3 x 1 Lösung – 1 Produkt für 3 Anforderungen!
Der Autor Dipl. Ing. (FH) Axel Hertneck ist Leiter Anwendungstechnik und Qualitätssicherung der omniTechnik Mikroverkap-selungsges. mbH, München
Unverlierbare Vor-beschichtung
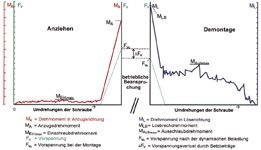
Mit dem Gewinde wird eine Klemmkraft bzw. Vorspannkraft zwischen den Bauteilen erzeugt. Die Höhe dieser Klemmkraft bestimmt die Beanspruchbarkeit des Ganzen, egal ob mechanische Kräfte zu übertragen sind oder nur eine Dichtigkeit gefordert ist. Die Funktionalität steht dabei direkt proportional zur Klemmkraft. Diese wiederum wird vom Werkstoff und vom Anzugsmoment vorgegeben und durch Oberflächen- und Reibzustände beeinflußt. Diese Klemmkraft über die Lebenszeit des Bauteiles zu erhalten ist Aufgabe der Gewindesicherung. Da es sich um eine wieder lösbare Verbindung handelt, muß diese auch zu jedem Zeitpunkt gewährleistet sein. Bei Betrachtung des Verschraubungsdiagrammes (Bild 2) zeichnen sich daher die drei Phasen Anziehen, betriebliche Beanspruchung und Demontage ab. Eine Gewindevorbeschichtung hat die Aufgabe, bei und nach der Montage die vom Gewinde selbst nicht erfüllbaren, für die Verbindung aber notwendigen Begleitvoraussetzungen wie z.B. Reibzahloptimierung, Gewindesicherung, Gewindedichtung und Lösbarkeit zu übernehmen und zu gewährleisten. Die Vorbeschichtung muß rationell auftragbar und unverlierbarer Bestandteil des Gewindes sein, eine lange Lagerstabilität aufweisen und das Massengut Schraube nicht beeinträchtigen. Das bedeutet: Sie muß sich trocken und griffest sowie jederzeit in Schraubautomaten anwendbar zeigen. Es wird in reaktive und nichtreaktive Vorbeschichtungen unterschieden. Bei den „Reaktiven“ handelt es sich um Klebdichtstoffe, die nach der Verfestigung eine kraftschlüssige, dichte Verbindung in der Gewindeüberdeckung erzeugen. Die miteinander reagierenden Komponenten müssen daher für die Lagerzeit voneinander getrennt werden, was mit Hilfe der Mikroverkapselungstechnologie möglich ist. Bei den „Nichtreaktiven“ handelt es sich meist um gefüllte Dispersionen oder um Schmelzbeschichtungen, deren Funktion im Ausfüllen der Gewindespalte und Hervorrufen eines Klemmwiderstandes liegt. Welche wann zur Anwendung kommt, hängt von der Konstruktion und/oder der Gewichtung der drei im Verschraubungsdiagramm dargestellten Abschnitte ab.
Der Anziehvorgang
Für das Einschrauben in das Gegengewinde gelten Werte nach DIN 267 Teil 27 u. 28 (Lieferbedingungen für vorbeschichtete Schrauben). Grundsätzlich weisen die mikrokapselhaltigen Klebstoffvorbeschichtungen erheblich geringere Einschraubmomente auf. Bei den nichtreaktiven Vorbeschichtungen haben die reinen Dichtprodukte kleinere Einschraubmomente.
Nach dem Einschrauben erfolgt der Anziehvorgang. Einen kontrolliert drehmomentgesteuerten Anziehvorgang als Minimalforderung vorausgesetzt, wird entsprechend der VDI Richtlinie 2230 die erreichbare Vorspannung nur von der Reibzahl (oberflächenabhängig) und dem Schrauben-/Gewindewerkstoff (Rp0,2-Wert) bestimmt. Hohe Reibzahlen oder duktile Metalloberflächen, die mit zunehmender Vorspannung zum Fressen neigen (z.B. VA-Stähle), erhöhen die Torsionsspannung, was zu Lasten der Zugspannung und somit der Vorspannung geht. Der Vorspannungswert ist eine konstruktive Größe und bestimmt die übertragbare Kraft. Eine Reibzahl von µ = 0,1 bis 0,14 in engen Grenzen gilt sowohl im Hinblick auf die Dauerhaltbarkeit einer hochvorgespannten Schraube als auch montagetechnisch als optimal. Auf diese Anforderung sind precote-Vorbeschichtungen ausgelegt.
Betriebliche Sicherheit
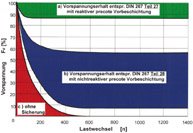
Eine so ausgelegte und montierte Schraubverbindung ist jedoch nicht immer ausreichend. Sobald dynamische Kräfte (vor allem quer zur Schraubenachse) übertragen werden müssen und es zu Relativbewegungen kommt, muß eine Schraubensicherung zum Vorspannungserhalt eingeplant werden (Bild 3). Nach diesem Diagramm liegt nur im Bereich a) eine echte Schraubensicherung, mit dem positiven Nebeneffekt der Abdichtung auch für Drücke bis 400 bar, vor. Der Vorspannungsverlust durch normale Setzbeträge in den Trennfugen ist in der Auslegung zu berücksichtigen. Er kann von einer Schraubensicherung nicht verhindert werden.
Precote Produkte aus dem Diagrammbereich b) werden hauptsächlich für Dichtverschraubungen bis max. 50 bar und als Transportsicherung eingesetzt. Alle precote Produkte besitzen eine ausgezeichnete Medienbeständigkeit. Bei +170°C weisen die precote Klebstoffvorbeschichtungen noch über 50% der Raumtemperaturwerte auf.
Der Demontage-vorgang
Im Recycling-Fall wird bei der Demontage nach den Gesichtspunkten Zeit und Unversehrtheit über die Wiederverwendung des Bauteiles entschieden. Dabei bezieht sich die Unversehrtheit nur auf die Gewinde und Kopfauflagen.
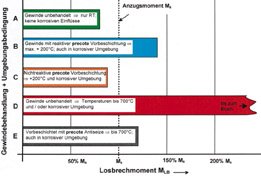
In puncto Demontage wird erwartet, daß vergleichbare Drehmomente wie bei der Montage vorherrschen. Bei Temperaturbeanspruchungen über +200°C bis hin in die Weißglutzone von Turboladern müssen allerdings höhere Demontagemomente akzeptiert und angesetzt werden, wobei jedoch die Demontierbarkeit auf keinen Fall in Frage gestellt sein darf (Bild 4). Das 1,5- bis 2,5-fache Losbrechmoment (das gemessene Drehmoment bis zur ersten Relativbewegung zwischen Bolzen- und Mutterngewinde) ist durchaus akzeptabel, solange das Moment nach Wegfall der Vorspannung praktisch auf Null abfällt bzw. bei Verwendung klebender Schraubensicherungen im problemlosen Rahmen bleibt. Bis +200°C bietet precote 85 die 3 x 1 Lösung: 1 Produkt für 3 Anforderungen.
Für Beanspruchungen bis 700 °C ist eine echte Antiseize-Vorbeschichtung wie precote 709 angezeigt. Alle precote Vorbeschichtungen verhindern durch Abdichtung das Festsetzen durch Korrosion.
Ausführliche Informationen
precote-Vorbeschichtungen
KEM 498
precote-Vorbeschichtungsdiensleistungen
KEM 499
Dienstleistung Gewindevorbeschichtung
Die Firma omniTechnik verfügt über ein weltweites Partnernetz namhafter Schraubenhersteller und qualifizierter Lohnbeschichter. Deren umfangreiches Handhabungs-Know-how und die dazu notwendige Anlagentechnologie ermöglicht das Beschichten aller nur erdenklichen Gewindeteilgeometrien. Für diese Partner stehen auch produktverträgliche Beschichtungsanlagen bereit. Da nur solche Profis eine qualitätsgesicherte sowie kostengünstige Vorbeschichtung gewährleisten, scheidet die Eigenbeschichtung beim Endverbraucher aus. Alle Partner verfügen über eine fundierte Beratung und Service auch vor Ort. OmniTechnik unterstützt seine Partner gegebenenfalls beim Anwender.
Teilen:








{kind=link}