
Inhaltsverzeichnis
1. Oberflächen erschweren Verkleben von PE und PP
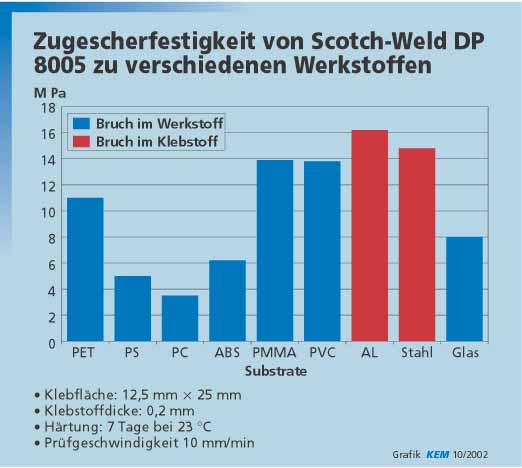
2. Test mit Konstruktionsklebstoff DP 8005
3. Checkliste zum Kleben von PE und PP
Oberflächen erschweren Verkleben von PE und PP
Polyethylen (PE) und Polypropylen (PP) sind mittlerweile Hauptdarsteller in der Kunststoffwelt. Beim Verkleben bleiben sie aber oft Solisten, denn derartige Verbindungen waren bisher nur nach aufwendiger Vorbehandlung möglich. Grund sind die niederenergetischen Oberflächen dieser Kunststoffe. Mechanische Lösungen standen deshalb im Vordergrund.
So war es auch bei der Doyma GmbH & Co., Oyten, ein Anbieter von Durchführungssystemen. Schwierig bei der Produktgestaltung einer neuen Hauseinführungs-Kombination war die Verbindung des Kunststoff-Mantelrohres aus PE mit dem Edelstahl-Hülsrohr: Die Produktentwickler sägten Schlitze für Drahtspangen in das Hülsrohr, hielten das PE-Rohr mit Hilfe von Kunststoffklammern oder fixierten das Mantelrohr mittels so genannter Popnieten. Die Auszugskräfte waren aber zu gering.
Test mit Konstruktionsklebstoff DP 8005
Dann kam der Test mit dem neuen 3M Scotch-Weld DP 8005 Konstruktionsklebstoff. Er überzeugte: Die Auszugskraft lag bei etwa 1500 N. Was Fertigungsleiter Lothar Garlichs und seine Kollegen begeistert, ist die einfache Anwendung des Klebstoffs. „Wir verarbeiten die Werkstücke so, wie sie angeliefert werden, ohne zusätzliche Vorbehandlung. Das spart Zeit und Kosten und schont zudem die Umwelt“, erklärt er. Der Klebstoff bietet seine eigene, kleine chemische Fabrik sozusagen inklusive. Sobald seine beiden Komponenten miteinander vermischt sind, setzt auf der benetzten Werkstoff-Oberfläche eine chemische Reaktion ein, die für einen klebfreundlichen, höherenergetischen Oberflächen-Zustand sorgt.
Die Verarbeitungszeit beträgt 2,5 bis 3 min. Schon nach etwa 30 bis 60 min ist die Weiterverarbeitung des Fügeteils möglich. Der Klebstoff eignet sich auch für Verbindungen, an denen Thermoplastische Elastomere (TPE) beteiligt sind. Erreicht werden strukturelle Festigkeiten im Bereich der Eigenfestigkeit der verarbeiteten Werkstoffe PE und PP.
Checkliste zum Kleben von PE und PP
- Die zu verbindenden Werkstoffe müssen trocken und frei von Verunreinigungen sein
- Glatte Oberflächen gegebenenfalls mit einem Faservlies-Werkstoff aufrauen
- Die günstigste Verarbeitungs-temperatur für Kleb- und Werkstoff liegt zwischen 20° und 25 °C, die beste Temperatur für die Lagerung des Klebstoffes zwischen 0° und +5 °C. Erst bei der Verarbeitung sollte er Raumtemperatur haben
- Optimale Festigkeiten werden bei Klebstoff-Schichtdicken zwischen 0,2 und 0,3 mm erzielt
- Die Werkstoffe sollten unmittelbar nach dem Klebstoffauftrag zusammengefügt und für die Härtung positioniert oder fixiert werden
- Nach dem letzten Klebstoff-auftrag müssen die Mischdüse entfernt, die Austrittsöffnungen an der Kartusche gereinigt und die Verschlusskappe aufgesetzt werden
- Der Klebstoff härtet bei Raumtemperatur aus. Die Endfestigkeit wird in 8 bis 24 h erreicht, Wärme beschleunigt diesen Vorgang
- Rückstände von nicht gehärtetem Klebstoff an Verarbeitungsgeräten können mit Lösemitteln beseitigt werden, gehärteter Klebstoff lässt sich nur mechanisch entfernen.
Weitere Informationen zum Konstruktionsklebstoff Scotch-Weld DP 8005
Kontakt:
www.3M.com









{kind=link}