

Die Produktpalette von Bopla Gehäuse Systeme umfasst neben Hand-, Tisch- und Pultgehäusen auch Wandgehäuse, sowie 19-Zoll-Applikationen. Darüber hinaus werden kundenindividuelle Gehäuse und Komponenten aus Kunststoff, Aluminium sowie Profiltechnik gefertigt und auch Prototypen als Verbauproben sowie Kleinstserien für Feldtests stellt das Unternehmen auf Wunsch her. Die Art des jeweiligen Herstellungsverfahrens hängt dabei wesentlich vom Einsatzgebiet und der des zu fertigenden Gehäuses ab:
Prototypen und Verbauproben
Für die klassische Prototypenherstellung gibt es zahlreiche Verfahren. Neben dem Multi Jet Modeling (3D-Druck) zählen auch das Fused Deposition Modeling (FDM) und das Selektive Laser Sintern (SLS), sowie die Stereolithographie (STL) und der Vakuumguss dazu. Ein weiteres additives Verfahren ist der 3D-Druck in Form der FDM-Methode beziehungsweise die Schmelzschichtung. Bopla nutzt Letztere zur Anfertigung erster Verbauproben und Funktionsmuster von neu entwickelten Gehäusen. Hierbei wird das Teil inklusive Stützgeometrie schichtweise aus einem Kunststofffaden aufgebaut. Das günstige Verfahren bietet zudem Zeiteinsparungsmöglichkeiten: Gehäuseprototypen lassen sich mittels FDM in wesentlich kürzerer Zeit herstellen, als mit den anderen Verfahren. Die fertigen Prototypen eignen sich allerdings eher weniger zu Präsentationszwecken. Sie geben dem Kunden jedoch in einem frühen Stadium des Projekts einen ersten Eindruck des neuen Gehäuses und zeigen auf, wo gegebenenfalls noch nachgebessert werden muss. Nachteile sind die raue Oberfläche sowie eine mangelnde Stabilität bei filigranen Bauteilen und geringe Präzision.
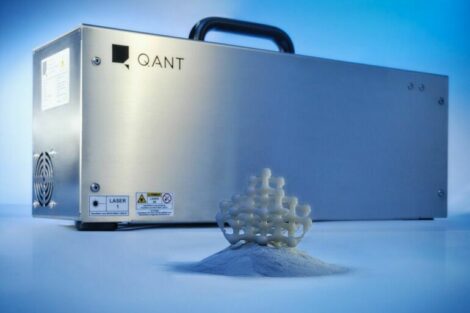
Beim Selektiven Lasersintern werden räumliche Strukturen aus einem pulverförmigem Kunststoff – wahlweise hochfest und elastisch beziehungsweise mit Metall- oder Glasfasern gefüllt – Schicht für Schicht mit einem Laser aufgeschmolzen. Das vergleichsweise günstige Verfahren eignet sich speziell für die Anfertigung besonders komplizierter Teile. Eine Nachbearbeitung ist nicht erforderlich. Nachteile sind hier jedoch der große maschinelle Aufwand sowie die vom Volumen abhängige Produktionszeit. Zudem ist die Oberfläche verfahrensbedingt sehr rau. Soll der Prototyp als Präsentationsmuster genutzt werden, ist ein Oberflächenfinish aus einem Haftgrundmittel (Primer) zum Ausgleich der Oberflächenunebenheiten inklusive Lackierung erforderlich.
Präsentationsmuster und Kleinstserien
Für die Herstellung hochgenauer Präsentationsmuster oder Kleinstserien bis etwa 20 Teile bietet sich das Vakuumguss-Verfahren an. Hierfür wird im Vorfeld ein Urmodell im Stereolithographie-Verfahren (STL) hergestellt. STL ist das genaueste Prototypenverfahren und absolut detailgetreu. Bei dem Rapid-Manufacturing-Verfahren wird das Werkstück ebenfalls schichtenweise aus einem Kunstharz aufgebaut. Die produzierten Einzelteile bedürfen allerdings einer Nachbearbeitung durch Abschleifen der Stützkonturen und Angüsse. Zudem ist das Verfahren teurer als beispielsweise das Lasersintern und benötigt viel Zeit. Zur Herstellung einer Vakuumgießform wird der STL-Prototyp mit Silikon umgossen. Ist die Silikonform ausgehärtet, wird sie aufgeschnitten und der Prototyp entfernt. Dann wird die Silikonform unter Vakuum mit einem flüssigen Gießharz gefüllt, das fertige Gussteil nach dem Aushärten entnommen und gegebenenfalls gefinisht. Die Gussform kann für weitere Abgüsse genutzt werden. Das Vakuumgießen ist ein bewährtes Verfahren, um Prototypen schnell und kostengünstig zu reproduzieren, und wird typischerweise für die Kleinstserienproduktion von Kunststoffteilen verwendet. Das Vakuum verhindert dabei Lufteinschlüsse im Werkstück sowie zwischen Form und Bauteil. Bopla greift auf diese Methode üblicherweise zur Fertigung von Gehäusevorserien für Feldversuche zurück. Auf diese Weise lassen sich zu vertretbaren Kosten wertvolle Erkenntnisse über die Praxistauglichkeit der neu entwickelten Gehäuse gewinnen, die dann in die finale Gehäuseausführung einfließen.
Die Herstellung großer Serien
Abhängig von den äußeren Einflüssen, denen sie ausgesetzt sind, werden Standardgehäuse in großen Serien in Kunststoff oder Aluminium gefertigt. Die Herstellung von Kunststoffgehäusen erfolgt dabei im Kunststoffspritzgussverfahren.: Dafür wird der jeweilige Kunststoff verflüssigt und unter Druck in eine metallische Form, das Spritzgießwerkzeug, gespritzt. Dort kühlt der Kunststoff ab, wird wieder fest und kann als fertiges Gehäuseteil entnommen werden. Eine Nachbearbeitung ist in der Regel nicht erforderlich. Ob beispielsweise Design-Kanten wie beim Bocube-Gehäuse gewünscht sind, oder Rundungen und Wölbungen, wie bei den Gehäusen der Serien Bocard und Circum – das vollautomatisierbare Kunststoffspritzgussverfahren gestattet eine individuelle Formgebung der Bauteile. Sein größter Vorteil sind außerdem die geringen Stückkosten bei der Serienproduktion. Dementgegen stehen allerdings relativ hohe Werkzeugkosten, die sich tatsächlich erst ab einer Jahresmenge von 500 bis 1000 Stück rechnen. Gleiches gilt für den Aluminium-, Zink- und Magnesiumdruckguss. Auch diese Verfahren sind aufgrund der hohen Werkzeugkosten nur für die Herstellung großer Serien sinnvoll.
Ebenfalls geeignet für die Serienproduktion ist das Aluminiumstrangpressverfahren. Mit dieser Technologie lassen sich Profile für Aluminiumprofil-Gehäuse, wie beispielsweise die Gehäuse der Filotec-Baureihe in beliebiger Länge herstellen. Dabei wird das Metall mit einem Stempel durch eine Matrize gepresst. Diese bestimmt die äußere Form des Profils. Hohlräume lassen sich durch verschieden geformte Kerne erzeugen. Auf diese Weise können vertiefte Flächen für Folientastaturen, Nuten für die Aufnahme von Leiterkarten oder Montageplatten, sowie Wandlaschen zur Befestigung oder kühlende Rippen gleich in das Profil eingeformt werden. Die fertig abgelängten Gehäuse können dann mit Hilfe von Abschlussdeckeln montiert werden. Die Kosten sind im Verhältnis zu Spritz- oder Druckguss-Werkzeugen relativ gering, sodass sich hier schon Abnahmemengen ab 500 beziehungsweise 1000 kg Rohmaterial rechnen.
Individuelle Metall-Gehäuse in kleinen Losgrößen
Im Gegensatz zur Großserienfertigung rechtfertigt die Produktion von individuellen Gehäusen in kleinen Losgrößen die Investition in teure Werkzeuge nicht. Hier finden typischerweise Verfahren wie die Plattenfräsbiegetechnik oder die Stanz- beziehungsweise Blechbiegetechnik Verwendung. Diese Verfahren werden typischerweise bei der Fertigung von Sondergehäusen genutzt. Dabei biegt man die Gehäuseteile aus einer zugeschnittenen und mit den erforderlichen Ausstanzungen versehenen Metallplatte. Da hierfür keine oder nur einfache Werkzeuge benötigt werden, rechnet sich die Blechbiegetechnik bereits für die Fertigung von Losgrößen ab 50 Gehäusen. Als Grundmaterial kommt Aluminiumblech dafür ebenso infrage, wie Stahl- oder Edelstahlblech. Änderungen am Gehäuse sind dabei einfacher zu realisieren, als bei den oben erwähnten Fertigungsverfahren. Daher lassen sich auch Serien entwickeln, die auf einem Grundgehäuse basieren, bei denen sich die Gehäuse aber beispielsweise in Anzahl oder Anordnung der Aussparungen unterscheiden. Darüber hinaus bietet sich die Blechbiegetechnik für größere Gehäuseformate an, da die Wanddicke von Blechbiegegehäusen bereits bei 1 mm beginnt. Bei Aluminiumgehäusen schlägt sich dies in einem deutlich geringeren Gewicht verglichen mit Aluminiumprofil- oder -druckgussgehäusen ähnlicher Größe nieder. Deren Wanddicke beträgt typischerweise 2 bis 4 mm. Die Nachteile der Blechbiegetechnik liegen im beschränkten Design und der begrenzten Konturgebung, denn Freiformen sind nicht oder nur sehr aufwendig zu erzeugen. Daher zeichnen sich die typischen Blechbiegegehäuse – dazu zählen beispielsweise Tischgehäuse für Messgeräte – durch plane Flächen, gerade Kanten und Aussparungen aus.
Eine weitere Herstellungsform, die bei Bopla zum Einsatz kommt, ist die Plattenfräsbiegetechnik. Mit ihr kann sehr schnell ein Prototyp oder eine kleine Gehäuseserie gefertigt werden. Dazu fräst man zunächst die Außenkonturen des Gehäuses sowie die Biegelinien in eine Metallplatte. Das Biegen entlang der Biegelinien erfolgt anschließend manuell und es werden keine weiteren Werkzeuge benötigt. Typischerweise werden mithilfe der Plattenfräsbiegetechnik die Prototypen für Gehäuseserien gefertigt, die dann in der Stanzbiegetechnik in Serie gehen können. ik
Details zur Gehäusetechnik bei Bopla: http://hier.pro/QNFNF
SPS IPC Drives: Halle 5, Stand 329
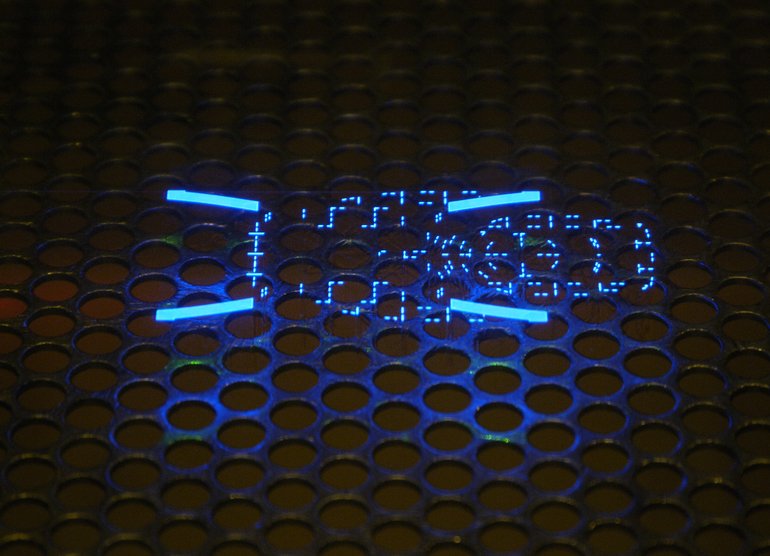 Die Stereolithographie dient der Herstellung absolut detailgetreuer Prototypen
Die Stereolithographie dient der Herstellung absolut detailgetreuer PrototypenBild: Bopla
 Eine Vakuumgussform mit einem fertigen Prototyp – die mittels Stereolithographie erstellte Gussform bildet jedes Detail präzise ab
Eine Vakuumgussform mit einem fertigen Prototyp – die mittels Stereolithographie erstellte Gussform bildet jedes Detail präzise abBild: Bopla
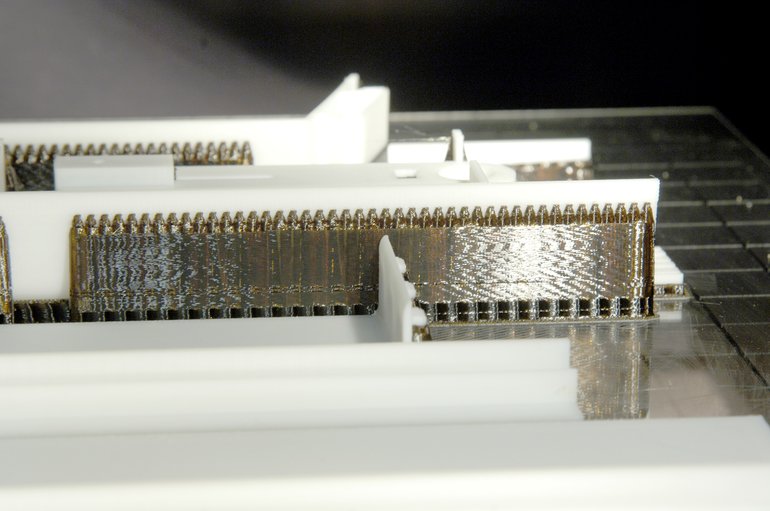 Bei der Fused-Deposition-Modeling-Methode wird der Prototyp (weiß) samt Stützmaterial (braun) aus einem Kunststofffaden aufgebaut
Bei der Fused-Deposition-Modeling-Methode wird der Prototyp (weiß) samt Stützmaterial (braun) aus einem Kunststofffaden aufgebautBild: Bopla
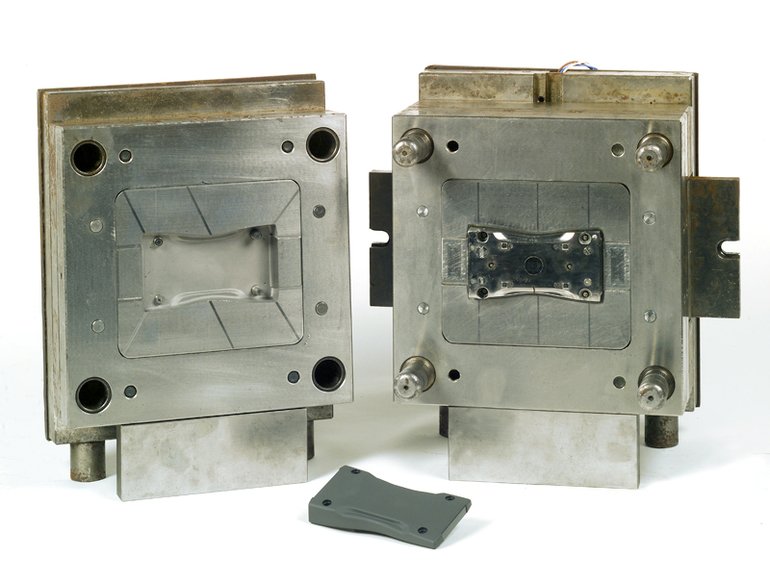 Standardgehäuse in großen Serien werden im Kunststoffspritzgussverfahren hergestellt. Hier eine Kunststoffspritzgussform mit einem fertigen Gehäuse
Standardgehäuse in großen Serien werden im Kunststoffspritzgussverfahren hergestellt. Hier eine Kunststoffspritzgussform mit einem fertigen GehäuseBild: Bopla








{kind=link}