


Ob vollautomatisiert mit intelligent programmierten Robotern, zusammen mit dem Menschen im Team oder ausschließlich manuell bei Montageaufgaben mit hoher Präzision und kleinen Stückzahlen: Bei Montage- und Handhabungstechnik stehen die Wegweiser in Richtung Industrie 4.0, Cloud, Leichtbau und Internet of Things. Deswegen ist die manuelle Montage aber noch lange kein Auslaufmodell. Wir haben uns im Vorfeld der Motek umgesehen, wo die Reise hingeht.
Der Autor: Tobias Meyer, freier Mitarbeiter der KEM Konstruktion
Anzeige

Wie können Automatisierer KI-Modelle intuitiv entwickeln und in die Steuerung integrieren? Wie lässt sich überschüssige Energie im Antriebsverbund wieder...
Die optimale Verknüpfung der Stärken von Mensch und Roboter ist derzeit eine der obersten Zielsetzungen in der industriellen Fertigung. Der Fokus liegt auf Arbeitsentlastung bei körperlich anstrengenden, monotonen und ergonomisch ungünstigen Arbeiten. Die automatischen Montagekollegen helfen, die Arbeitsbedingungen gesund und die Arbeitsatmosphäre angenehm zu gestalten. Wirtschafts- und Arbeitsmarktexperten sind sich zudem einig, dass die Beschäftigungssicherung in Hochlohnländern oft erst durch den Beitrag von Robotern möglich wird, da diese eine wirtschaftliche Produktion bei gleichzeitig hohen Löhnen erlauben.
Einer der großen Trends in der Handhabungstechnik sind mobile Einheiten, die flexibel agieren können: So kann ein Roboter an verschiedenen Arbeitsplätzen eingesetzt werden, was die Auslastung erhöht und auch Freiraum bei Arbeitsschritten schafft, während denen der Roboter nicht benötigt wird. Auf einem Gemeinschaftsstand bei der Motek zeigen Smart Robotics und WMV Robotics (Halle 7, Stand 7302) was hier schon möglich ist, etwa Anwendungen, in denen sich die kollaborierenden Roboterarme auf den autonomen mobilen Plattformen von Mobile Industrial Robots eigenständig zwischen Arbeitsplätzen hin und her bewegen können.
Gerade bei der Montage von Kleinteilen, Handling-Aufgaben sowie beim Schrauben, Löten, Kleben, Verpacken, Testen und Prüfen kommen immer häufiger Roboter zum Einsatz. Der KR 3 Agilus ist das neueste Mitglied der Kleinrobotikfamilie von Kuka (Halle 7, Stand 7214), er ermöglicht die Automatisierung in Zellen mit einer Größe von 600 × 600 mm, wie sie etwa im 3C-Markt gefordert werden. Mit 3 kg Traglast und einer Reichweite von 540 mm ist er laut Kuka auf die Bedürfnisse verschiedenster Branchen, insbesondere der Elektronikindustrie zugeschnitten.
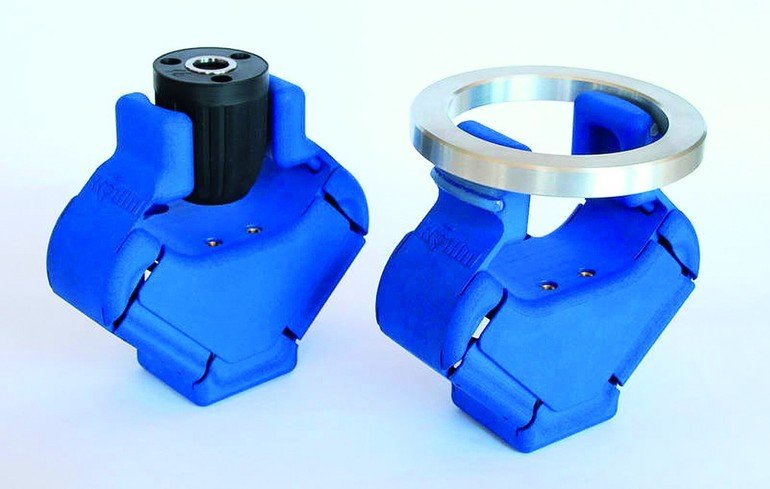
Die stark steigende Nachfrage nach Komponenten für die Mensch-Roboter-Kollaboration führte zu der Entwicklung eines Greifers, den Röhm gemeinsam mit Kuka realisierte. „Der große Vorteil unseres additiven Herstellungsverfahrens ist die Abbildbarkeit aller denkbaren Werkstückformen – egal, ob die Kunden Anforderungen an das Außen- oder Innengreifen stellen“, erläutert Christian Schmid, Leiter Produktmanagement beim Greifer-Spezialisten. „So können beispielsweise runde, ovale oder fast beliebig-förmige Werkstücke an der Innenkontur gegriffen werden. Sogar verschiedene Werkstückdurchmesser werden mit ein und demselben Greifer gepackt.“ Ein weiterer Vorteil sei, dass Beschädigungen durch den Werkstoff Polyamid PA12 so gut wie ausgeschlossen seien.
Auch die J. Schmalz GmbH (Halle 3, Stand 3020 / 3110) zeigt auf der Motek seine neue Magnetgreifer-Baureihe SGM-HP/-HT. Schmalz hat diese speziell für die Handhabung von Lochblechen, gelaserten Teilen, Blechen mit Bohrungen und Ausschnitten sowie anderen ferromagnetischen Werkstücken entwickelt. Druckluft bewegt den integrierten Dauermagneten, um das Greifen zu aktivieren und zu deaktivieren. Schmalz bietet verschiedene Baugrößen und zwei Varianten an: Die HP-Version (High Performance) erzeugt hohe Haltekräfte für besonders schwere Werkstücke. Ein Reibring nimmt dabei hohe Querkräfte auf und schont gleichzeitig die Oberfläche. Die Variante HT (High Temperature) eignet sich mit dem optional erhältlichen Reibring für Hochtemperaturanwendungen bis 250 °C, wenn beispielsweise glühende Bleche bewegt werden müssen.
Die Greifer der 5000er-Serie von Zimmer sind mit einer DLC-beschichteten Stahl-in-Stahl-Profilnutenführung ausgestattet. Mit ihrer doppelten Abdichtung weisen die Greifer schon in der Standardversion die Dichtigkeitsklasse IP64 auf, mit einem Protektor lässt sich das auf IP67 steigern. Alle Greifer sind zudem unter dem Abdeckblech mit zusätzlichen Stiftbohrungen ausgestattet, die beispielsweise die Montage von kundenspezifischen Anbauteilen wie etwa Einführdornen ermöglichen. Die Baureihe 5000 steht in einer pneumatisch und in einer elektrisch angetriebene Variante zur Verfügung. Um die elektrischen Varianten an die zentrale Maschinensteuerung anzubinden, setzt die Zimmer Group nun das Kommunikationssystem IO-Link ein. Die Einstelldaten der Greifer können hier direkt eingegeben oder geteacht werden. Sie lassen sich zentral abspeichern und auf andere Greifer übertragen.
Mensch-Roboter-Kollaboration in der Praxis
Bei der Dannoritzer Medizintechnik wird ein Bearbeitungszentrum ausgerüstet, bevor die flexible Roboterzelle MRC Flextray mit dem Kuka KR Agilus andockt. Dann werden die Paletten mit den Roh- oder Halbfertigteilen bestückt und in die Roboterzelle eingepflegt. Der Kleinroboter öffnet die Schublade, in der die Paletten bereitstehen, entnimmt die Teile und legt sie in die Spannvorrichtung. Sind sie von der Maschine bearbeitet, entnimmt der Roboter sie wieder und legt sie in die Palette zurück. „Dabei ist der Zugriff auf zu prüfende Teile sowie die Abfrage verschiedener Parameter zur Prozesssicherheit ohne Unterbrechung der Automatisierung möglich“, erläutert Produktionsmanager Julian Dannoritzer. Die Roboterzelle kann bis zu vier Schubladen mit je zwei bauteilespezifischen Paletten bearbeiten und ist daher auch für kleine und mittlere Losgrößen geeignet.
Auch bei Ford kommen mobile Roboter zum Einsatz: Die LBR iiwa von Kuka helfen in der Fertigungslinie beim Einbau von Hochleistungsstoßdämpfern in den Fiesta – eine Aufgabe, die laut Kuka mit herkömmlichen Automatisierungslösungen nur sehr schwer umsetzbar war. Früher mussten die Arbeiter die repetitiven, ergonomisch schwierigen und technisch anspruchsvollen Tätigkeiten in einer schnellgetakteten Arbeitsumgebung alleine ausführen.
Wo mehr und mehr automatisiert wird, steigt zwangsläufig der Programmieraufwand. Das Fraunhofer IPA, auch auf der Motek (Halle 7, Stand 7230), entwickelte daher die neue Software Pitasc. Sie ermögliche es erstmals, kraftgeregelte, bisher manuell ausgeführte Prozesse wirtschaftlich sinnvoll zu automatisieren. Eine einmal modellierte Aufgabe kann damit auf neue Werkstückvarianten, andere Robotertypen und auf Roboter anderer Hersteller übertragen werden. Die Software enthält eine Vielzahl fertig einsetzbarer und wiederverwendbarer Programmbausteine, die Systemintegratoren bei der Einrichtung eines Robotersystems je nach Aufgabe individuell zusammenstellen und direkt einsetzen können. Außerdem zeigen die Experten, wie Roboterprogramme mit der Software Drag&Bot auf neue Art schnell und intuitiv mit einer graphischen Bedienoberfläche erstellt werden können. Ziel dieses Ansatzes ist es, Programmieraufwände zu vereinfachen und Robotikanwendungen insbesondere für Unternehmen mit kleinen und mittleren Produktionsgrößen interessant zu machen.
„Bei der Integration von Leichtbaurobotern in Produktionsanlagen hat die Absicherung von Gefahrenstellen oberste Priorität. Um jedwede Gefährdung von Personen auszuschließen, bieten wir passend für die von uns installierten Systeme normgerechte Sicherheitslösungen wie das Faude UR-Bedienpanel“, so Dirk Thamm, Geschäftsführer von Faude (Halle 7, Stand 7417). Der Automatisierungstechnik-Hersteller stellt die eigenentwickelte Neuheit auf der Motek vor: Das kabellose Bedienpanel für UR-Roboter von Universal Robots (Halle 7, Stand 7304) verfügt über einen dreistufigen Zustimmtaster und eine WLAN-Schnittstelle, die erstmals eine kabellose Programmierung mit einer Hand ermöglicht.
Doch nicht alle Roboter dürfen künftig ihre Käfige verlassen und sich unter die Arbeiter mischen. Unter dem Markennamen X-It wird Axelent (Halle 7, Stand 7240) daher ein neues Schloss für Schutztüren auf den Markt bringen. Ausgehend von einer Basiskomponente werden zahlreiche Optionen, etwa mit Panikfunktion oder elektronischer Zutrittskontrolle, realisierbar sein. Im Rahmen der Implementierung der Serie X-It hat das mittelständische Unternehmen Kundenwünsche umgesetzt und das Schloss systemübergreifend konstruiert. Das neue Schloss ist mit allen Schutzzaunsystemen von Axelent kompatibel.
Messen, Lesen und Markieren
Auch im Bereich Messen und Prüfen wird die Handhabung immer stärker automatisiert. Mahr und SIM Automation (Halle 4, Stand 4400) haben die Herausforderungen von Industrie 4.0 gemeinsam aufgegriffen und stellen auf der Motek eine Messzelle für flexibles und vernetztes Messen mit Konturmessung, automatischer Teilebeschriftung und Roboterhandling vor. Beim konkreten Einsatzfall geht es um die Messung von Schwenkkolben für medizinische Zwecke per Beladung durch einen Roboter VS-087 von Denso Robotics, ebenfalls auf der Motek (Halle 7, Stand 7210). Die Messzelle sei laut Hersteller auch in anderen Branchen, vor allem in der Automotivebranche, einsetzbar. SIM Automation realisiert hierbei die eigentliche Arbeitszelle mit Zuführ- und Sortiersystem sowie Roboterhandhabung, von Mahr kommen die Messtechnik, im Anwendungsbeispiel die Marsurf-Oberflächen- und Konturenmesstechnik sowie die Software-Plattformen Marwin und D1200X. In der Messzelle greift der Roboter das Bauteil, das über einen Data Matrix Code (DMC) identifiziert wird. Er belädt den Drehtisch und nach Auswahl des Messprogramms werden das Bauteil vermessen, die Daten ausgewertet und schließlich gespeichert. Anschließend belädt der Roboter den Markierer, der ebenfalls den DMC abliest, so die Nummer des Bauteils erhält und es entsprechend beschriften kann. Nach der Ablage erfolgen zwei Tasterpositionstests.
In Zusammenarbeit mit Mitsubishi entwickelte Datalogic (Halle 8, Stand 8310) eine Roboterlösung zur Markierung, Lesung und Prüfung. Der MX-U-Bildverarbeitungsprozessor, der 2D-Imager Matrix 300N und der Arex-Faserlaser sorgen für das Zusammenspiel von Bildverarbeitung, Identifikation und Lasermarkierung. Der auf Android basierende PDA DL-Axist verfügt über ein 5-Zoll-Touch-Display und einen 2D-Imager. Der DL-Axist ist laut Hersteller aufgrund seiner Robustheit – Schutzklasse IP67 und Fallschutz bis zu 1,8 m Höhe – sowohl für den Einsatz in industrieller Umgebung als auch im Außenbereich geeignet.
Manuelle Montagearbeitsplätze mit Einpress- oder Nietaufgaben sind oft mit Handhebelpressen ausgerüstet, bei denen die aufgebrachten Kräfte in Abhängigkeit vom Einpressweg gemessen und bewertet werden. Die Kraftsensoren vom Typ 8451/8552 von Burster (Halle 3, Stand 3140) lassen sich direkt zwischen Werkzeug und Pressenstößel einbauen, ganz ohne zusätzliche Anbau- oder Umbauteile, die ihrerseits meist nichtreproduzierbare Messfehler durch Reibung erzeugen. Die Messbereiche bis 25 kN besitzen einen mechanischen Überlastschutz bis zur fünffachen Last ihres Messbereichendwerts. Burster bietet verschiedene Komplett-Lösungen an, je nach Anforderungsgrad auf die jeweilige Anwendung abgestimmt; neben dem Kraftsensor immer bestehend aus einem Kraft-Weg-Messgerät, etwa dem neuen Digiforce 9311. Der Kraft-Weg-Controller ist vernetzt durch Feldbusschnittstellen wie Profinet und Ethernet/IP, durch die automatische Sensorerkennung TEDS soll die Sicherheit erhöht werden.
Für viele Montageaufgaben ist es wichtig, dass bestimmte Prozessparameter präzise eingehalten werden. So kann beim Fügen beispielsweise die Temperatur eines Werkstücks entscheidend sein, weil es bei hoher Gradzahl zu groß ist und nicht montiert werden kann. Der am Fraunhofer-Institut entwickelte IPA.smartWT, ein intelligenter Werkstückträger mit integrierten Sensoren, ermöglicht die kontinuierliche Überwachung des Werkstückzustands: Mittels einer eingebauten miniaturisierten Signalverarbeitungseinheit mit drahtloser Kommunikationsschnittstelle kann er qualitätsrelevante Logistik- und Prozessdaten zentral bereitstellen oder in Industrie-4.0-Szenarien auch in die Cloud übermitteln.
Händische Montage ist kein Auslaufmodell
Bei den Diskussionen rund um die Smart Factory und die Industrie 4.0 entsteht leicht der Eindruck, dass die Früchte der Mechatronisierung nur durch einen radikalen Umbruch, ja einen regelrechten Big Bang der Produktionsautomatisierung zu erlangen seien. Das Gegenteil ist der Fall: Immer mehr Konstrukteure erkennen laut Hersteller Schunk die Potenziale mechatronischer Komponenten. Daher habe man speziell für Montageanwendungen in der Elektronik-, Konsumgüter- und Pharmaindustrie das endlos drehende Miniaturmodul ERD entwickelt. Serienmäßig verfügt es über zwei integrierte Luftdurchführungen. Optional sind zudem vier Elektrodurchführungen sowie das SIL2-zertifizierte Absolutwegmesssystem erhältlich. Für rotative Bewegungen im meistgefragten mittleren Lastbereich wurde das Drehmodul ERS entwickelt, es misst in Baugröße 170 eine Höhe von 66 mm und erreicht ein Nennmoment von 5 Nm sowie ein maximales Moment bis 17 Nm. Mit ihm sollen besonders flexible und kompakte Anlagenkonzepte umgesetzt werden können. Dass das mechatronische Schwenken auch bei höheren Lasten Vorteile bieten kann, zeigt das elektrisch angetriebene ERM. Selbst große Lasten, wie sie beispielsweise beim Drehen und Umorientieren von Werkstücken in der Automobilzulieferindustrie vorkommen, lassen sich mit ihm positionieren.
Den Trend zu elektrischen Handlingmodulen will auch Afag (Halle 4, Stand 4212) weiterhin mitgestalten, weshalb man die Strategie der Programm-Komplettierung konsequent fortsetzt. Neue Elektrogreifer, Linearachsen und Rotationsmodule ergänzen die größeren Typen. Der neue Elektrogreifer-Universal EU-12 hat einen Öffnungsweg von 2 × 3 mm und eine Greifkraft von max. 30 N. Der Greifer gewährleistet bei einer Greifzeit von zirka 70 ms sehr schnelle Reaktions-/Zykluszeiten. Die ebenfalls neuen Elektrogreifer EG-12 bieten einen Hub von 8 mm und eine Greifkraft von max. 30 N und Reaktions-/ Zykluszeiten von rund 80 ms. Die Varianten Greiferantrieb, Parallelgreifer oder Radialgreifer stehen zur Verfügung. Die EG-12/P-Greifer weisen einen Öffnungsweg von 2 × 4 mm und die EG-12/K-Greifer einen Öffnungswinkel von 180° auf. Ein digitaler Eingang und zwei digitale Ausgänge sind Standard. Die Greifer sind damit direkt an die Steuerung einer SPS oder eines Roboters anzuschließen, wodurch sich zusätzliche Schaltgeräte erübrigen und auch eine Initialisierung entfällt.
In vielen Unternehmen mit nicht-automatisierter Produktion existiere laut Lean-Production-Spezialist Treston, auch bei der Motek (Halle 6, Stand 6240), großes Optimierungspotenzial. Mit der ModuLine will man daher den Materialfluss besser organisieren, das System betrachtet dabei die Zuführung und Montage isoliert voneinander. Beide Prozesse werden nach dem Prinzip First-in-first-out separat ausgeführt, unterstützen sich aber dennoch gegenseitig. Auftragsspitzen fängt ein Kanban-Vorhaltesystem auf, es sichert als Reserve den Prozess ab. Leere Kisten gehen auf einer gegenläufigen Bahn zurück an den Materialbedarf und lösen dort gleichzeitig eine neue Materialbestellung aus. Die ModuLine wird just in time mit vollen Boxen bestückt, die in den Versorgungsschächten sofort nachrutschen. Die Lösung schafft ein Arbeitsumfeld, das sich auch für geringe Losgrößen von 1 bis 30 eignet, die zudem in verschiedenen Varianten montiert werden.
Effiziente Abläufe durch klare Anweisungen
Bott stellt gemeinsam mit dem Kooperationspartner Armbruster Engineering auf der Motek (Halle 4, Stand 4520) eine Avero Fertigungslinie vor. Das Montagesystem verfügt über Bildschirme zur Visualisierung von Montageanweisungen, zudem ist die Linie mit einem Pick-by-Light- und Pick-by-Voice-System zur Teilekommissionierung ausgestattet. Armbruster will so zeigen so, wie sich effiziente Arbeitsabläufe und ein produktiver Arbeitsfluss durch die Pickanweisungen über den Kopfhörer und Bestätigung per Spracheingabe umsetzen lassen. Bereitstellungswagen und in die Montagelinie integrierte Fifo-Regale sichern den kontinuierlichen Nachschub. Ein kollaborierender Montageroboter unterstützt den Werker beim Verpacken des fertigen Produkts und der Vorbereitung für den Versand. Das Avero-Arbeitsplatzsystem ist ein Baukasten und so flexibel an sich verändernde Anforderungen bei der manuellen Montage anzupassen. Die Arbeitshöhe und die Ablagen am Arbeitsplatz lassen sich ohne Werkzeug nach Bedarf ausrichten. Schwenkrahmen positionieren großflächig Werkzeug und Material in den äußeren Greifbereichen links und rechts vom Mitarbeiter.
Für schnelles Kommissionieren bei hohen Taktzahlen mit je nach Applikation bis zu 300 Picks pro Stunde hat die J. Schmalz GmbH Greifer für Kleinladungsträger (KLT) zur Anbindung an die Vakuum-Schlauchheber Jumbo entwickelt. Ein Führungsrahmen dient zum sicheren Aufsetzen des Greifers auf den Kisten und Haken, die in die Hubschächte greifen, halten die KLT formschlüssig. Eine flexible Gestaltung des Montageplatzes erlaubt auch das mobile Kistenhubgerät der Alfatec GmbH (Halle 6, Stand 6414): Mit Traglasten bis zu 150 kg und Akkubetrieb kann es auch an Arbeitsplätzen ohne Stromanschluss eingesetzt werden.
Unterstützung bei der Mikromontage
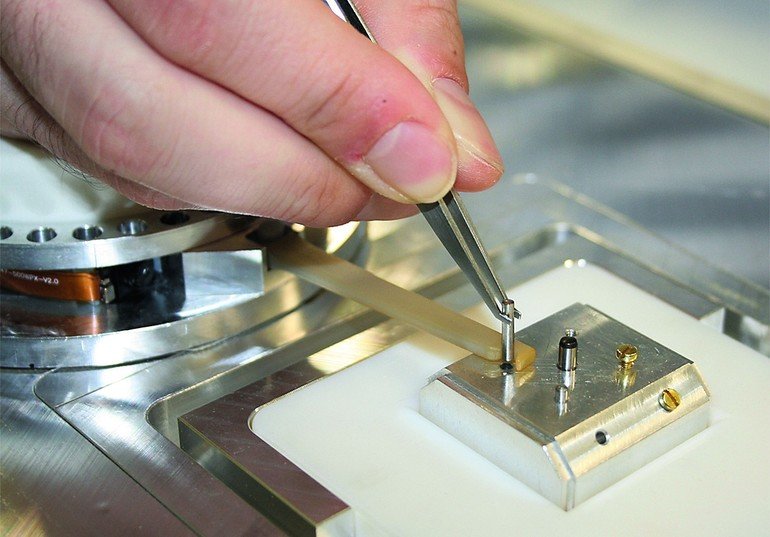
Trotz der hohen Anforderungen in der Montage lassen sich zwar viele Prozesse zumindest teilautomatisieren. Gleichwohl gibt es besonders in der Mikromontage Aufgaben, die aufgrund der typischerweise geringen Stückzahlen oder der kleinen Dimensionen der Werkstücke nicht maschinell lösbar sind. Dazu gehört beispielsweise die Zahnradmontage bei der Uhrenherstellung. Für diese Aufgaben präsentiert das Fraunhofer IPA auf der Motek das PreciTool: Eine aktive Montagehilfe stabilisiert die Hand des Werkers und hilft ihm beim hochpräzisen Positionieren und Führen des Werkzeugs. Unterstützt werden kann dieser Vorgang zudem durch eine im Arbeitstisch integrierte Positioniereinheit, mit der das Werkstück während des Bearbeitungsprozesses relativ zum Werkzeug bewegt wird.
Kundenspezifische Systemlösungen im Bereich der Lineartechnik zeigt Rodriguez: „Gerade lineartechnische Subsysteme sind bei einer Eigenkonstruktion oft mit einem zeit- und kostenintensiven Trial-and-Error-Prozess verbunden“, erläutert Geschäftsbereichsleiter Jörg Schulden. „Diesen Prozess übernimmt Rodriguez komplett.“ So entstand zum Beispiel ein Schweißgestell samt mechanischen Umbauteilen, das beim Bedrucken von keramischen Oberflächen eingesetzt wird. Zum Einsatz kommen unter anderem Kugelumlaufführungen und Kugelgewindetriebe. Rodriguez übernahm die Entwicklung, Herstellung und Montage von Fertigungsteilen und Antriebskomponenten. Für Laserbeschriftungsanlagen entwickelt Rodriguez eine auf die Anwendung zugeschnittene Linearachse, bei der Kugelumlaufführungen und Kugelgewindetriebe in ein Aluminiumprofil integriert sind.
Übrigens: Mit dem i4.0-Upgrade-Kit von Rexroth, auch auf der Motek vertreten (Halle 4, Stand 4305), können Anlagenhersteller nachträglich auch bislang nicht kommunikationsfähige Module und Stationen vernetzen. Die Kits erfassen mit eigener Sensorik Ereignisse und Betriebszustände und geben sie an übergeordnete Systeme weiter. Damit können Anwender Bestandsanlagen auch in Industrie 4.0-Umgebungen einsetzen und so die notwendigen Investitionskosten deutlich verringern. Ein weiteres Beispiel, wie auf einfache Weise Industrie 4.0 Einzug in die Produktion nehmen kann, ist Tool-ID von Balluff auf der Motek (Halle 5, Stand 5201): Mittels Industrial-RFID macht es den Einsatz von Werkzeugen rückverfolgbar, gewährleistet deren optimale Auslastung und unterstützt die vorausschauende Instandhaltung.
Unsere Whitepaper-Empfehlung

Whitepaper Sealing Plugs: So verschließen Sie Hilfsbohrungen in Motoren, Pumpen, Hydraulikaggregaten oder Werkzeugmaschinen dauerhaft und absolut dicht. Leichte Installation, niedrige Kosten. Für Betriebsdrücke bis 500 bar.
Teilen:








{kind=link}